Настоящее изобретение относится к области металлообработки, в частности к электрохимической размерной обработке (ЭХО), и может быть использовано при изготовлении сложнофасонных деталей машин и формообразующей оснастки из высокопрочных сталей и сплавов, в частности при выполнении сверхтонких (менее 0,3 мм) выступающих элементов различной конфигурации, расположенных на малом расстоянии друг от друга, например менее 1 мм, с высокой точностью.
Известен электрод-инструмент (ЭИ), формообразующая часть которого соединена с токопроводящей державкой с помощью стержней, а пространство между формообразующей частью и державкой заполнено токонепроводящим материалом, в котором выполнены сквозные отверстия для подачи электролита [А.с. 486755, М. кл. В 23 Р 1/12, БИ 16, 1975 г.].
Недостатком этого ЭИ является то, что при выполнении тонких выступающих элементов, расположенных на малом расстоянии друг от друга, исключительно высокая трудоемкость выполнения каналов для подвода электролита в рабочую зону из-за малости их размеров.
Известен составной ЭИ для ЭХО, у которого рабочие элементы соединены между собой и корпусом перемычками [А.с. 264875, М.кл. В 23 Р 1/12, 1969 г.] . Однако такой ЭИ имеет сложную конструкцию, особенно при наличии у него большого числа перемычек. Изготовление и закрепление перемычек к корпусу и друг с другом при большом их количестве весьма трудоемко.
Известен ЭИ по А. с. 703289, М.кл. В 23 Р 1/12, 1979 г. для ЭХО узких пазов, состоящий из державки (оправки) с отверстиями для подвода электролита к рабочей зоне, прижимного устройства и рабочего элемента, выполненного из металлической фольги в виде круговой мембраны с центральным отверстием и формообразующими элементами вокруг него, закрепленной к державке по периферии, принятой в качестве наиболее близкого аналога (прототипа).
Недостатком этого ЭИ является то, что он не обеспечивает достижение высокой точности обработки при прорезке большого количества узких пазов, например пазов неподвижных ножей электробритвы. Это связано с тем, что при натяжении формообразующих частей круговой мембраны путем завинчивания винта натяжного устройства происходит деформация формообразующих элементов. Деформация формообразующих элементов вызывает нарушение равномерности расположения пазов между ними по всей окружности. Это искажение формы копируется на обрабатываемой поверхности, снижая тем самым точность обработки. Причем, такая конструкция электрода-инструмента практически не позволяет совершать обработку пазов с горизонтальной торцевой поверхностью.
Кроме того, отверстия для подвода электролита направлены непосредственно на формообразующие элементы, создавая тем самым неравномерные гидродинамические условия на разных участках обрабатываемой поверхности. Такой подвод электролита в рабочую зону резко снижает точность формообразования.
Таким образом, известные электроды-инструменты не обеспечивают достижение высокой точности при прорезке узких пазов или при образовании тонких выступающих элементов, особенно, когда их значения находятся в пределах 0,1 мм и более, а количество исчисляется сотнями.
Задачей изобретения является повышение точности обработки узких пазов и соответственно выступающих элементов между пазами путем исключения деформации формообразующих элементов при закреплении круговой мембраны на торцевой поверхности державки и создания равномерных гидродинамических условий по всей обрабатываемой поверхности.
Поставленная задача решается тем, что в электроде-инструменте для электрохимической обработки, состоящем из державки (оправки) с отверстиями для подвода электролита к рабочей зоне, прижимного устройства и рабочего элемента, выполненного из металлической фольги в виде круговой мембраны с центральным отверстием и формообразующими элементами вокруг него, закрепленной к державке по периферии, согласно изобретению державка выполнена с кольцевым каналом, на боковую поверхность которого нанесен изоляционный материал, образующим в центральной части державки упор под прижимной винт для закрепления круговой мембраны, при этом круговая мембрана установлена с перекрытием кольцевого канала формообразующими элементами и закреплена на торцевой плоской поверхности державки, перпендикулярной ее оси, а отверстия для подвода электролита к рабочей зоне выполнены под углом к оси державки и соединены с кольцевым каналом.
Указанное исполнение электрода-инструмента обеспечивает надежное крепление рабочего элемента на торцевой поверхности державки без деформации его формообразующих элементов, а также создавать равномерные гидродинамические условия по всей обрабатываемой поверхности, исключить рассеивание электрического поля на боковых поверхностях канала, предназначенного для выравнивания распределения электролита на всех участках рабочего элемента, в результате чего обеспечивается формообразование узких пазов и тонких выступающих элементов величиной 0,1 мм и более с точностью ±0,01 мм.
Техническое решение с аналогичными признаками в источниках информации не обнаружено.
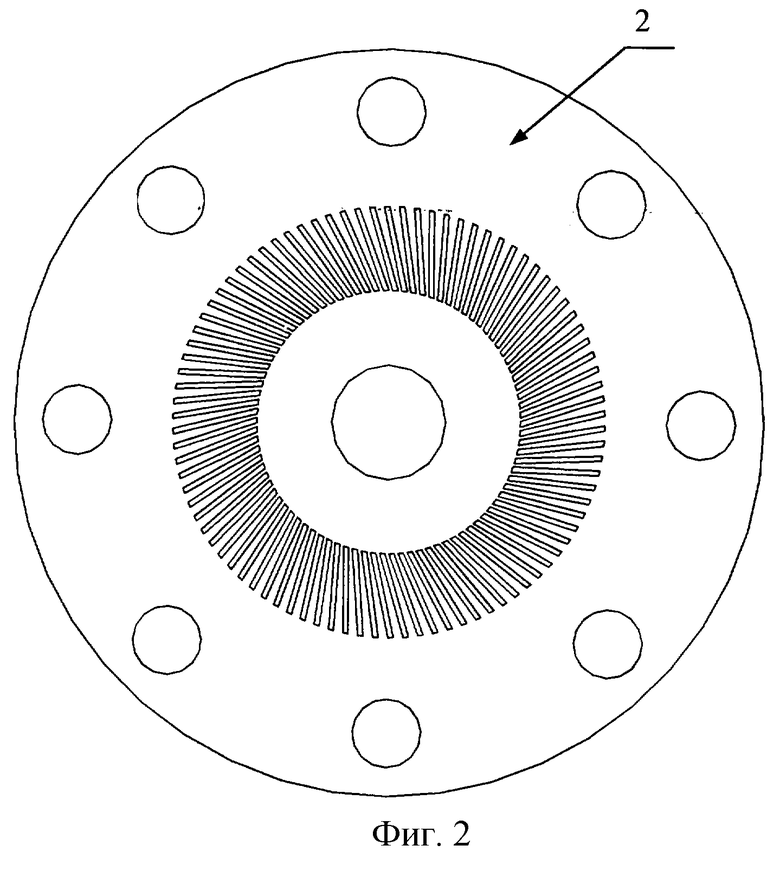
Предложение поясняется чертежами, где на фиг.1 изображен осевой разрез электрода-инструмента; на фиг.2 - рабочий элемент.
Электрод-инструмент для электрохимической обработки узких пазов и/или тонких выступающих элементов состоит из державки 1, имеющей отверстия и кольцевой канал для подвода и распределения электролита в рабочей зоне, к которой прикреплен рабочий элемент 2 с помощью прижима 3, втулки 4 и болтов 5 и 6. Кольцевой канал 7 с боков изолирован изоляционным материалом 8. При выполнении кольцевого канала в центре державки образуется упор 9. После затяжки болтов 5 и 6 через прижим 3 и втулку 4 происходит плотное прижатие рабочего элемента 2 к плоской торцевой поверхности упора 9 и к периферийной торцевой поверхности державки и надежный токоподвод к нему.
При прорезке узких пазов предложенным электродом-инструментом обеспечивается высокая точность, так как такое крепление рабочего элемента к державке исключает возникновение скручивающих круговую мембрану сил, а наличие кольцевого канала позволяет выравнивать расход электролита по всей обрабатываемой поверхности, что обеспечивает равномерное распределение технологического тока и, следовательно, равномерный съем металла на всех участках обрабатываемой поверхности. Все это гарантирует достижение точности в пределах ±0,01 мм по всей обрабатываемой поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| Электрод-инструмент | 1977 |
|
SU703289A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ ДЛЯ ЭЛЕКТРОХИМИЧЕСКОГО ПРОШИВАНИЯ ОТВЕРСТИЙ | 1990 |
|
RU2041035C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
| Стержневой электрод-инструмент | 1990 |
|
SU1720821A1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2195389C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2281838C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2007 |
|
RU2369470C2 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1990 |
|
RU1755471C |
Изобретение может быть использовано при изготовлении с высокой точностью сложнофасонных деталей машин и формообразующей оснастки из высокопрочных сталей и сплавов. Рабочий элемент электрода-инструмента выполнен из металлической фольги в виде прикрепленной к державке в центре и по периферии круговой мембраны с центральным отверстием и формообразующими элементами вокруг него. Державка имеет отверстия для подвода электролита к рабочей зоне и выполнена с кольцевым каналом, на боковую поверхность которого нанесен изоляционный материал. Канал образует в центральной части державки упор под прижимной винт для закрепления круговой мембраны. Круговая мембрана установлена с перекрытием кольцевого канала формообразующими элементами и закреплена на торцевой плоской поверхности державки, перпендикулярной ее оси. Отверстия для подвода электролита к рабочей зоне выполнены под углом к оси державки и соединены с кольцевым каналом. Изобретение обеспечивает создание равномерных гидродинамических условий по всей обрабатываемой поверхности и позволяет повысить точность обработки. 2 ил.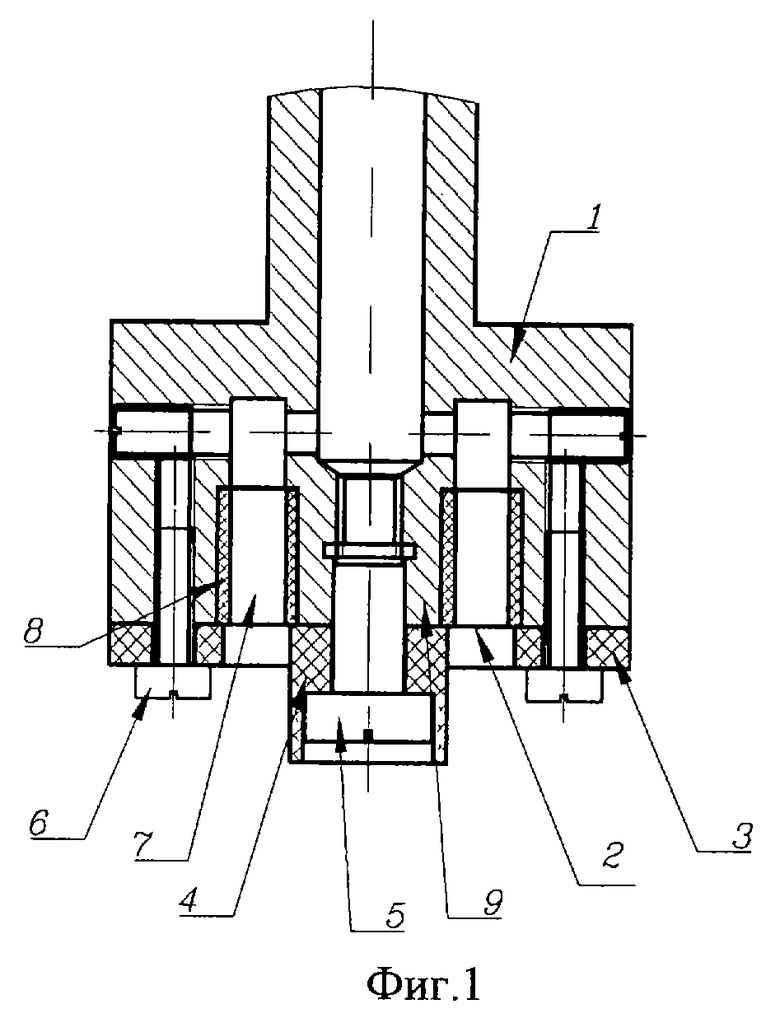
Электрод-инструмент для электрохимической обработки, состоящий из державки с отверстиями для подвода электролита к рабочей зоне, прижимного устройства и рабочего элемента, выполненного из металлической фольги в виде прикрепленной к державке в центре и по периферии круговой мембраны с центральным отверстием и формообразующими элементами вокруг него, отличающийся тем, что державка выполнена с кольцевым каналом, на боковую поверхность которого нанесен изоляционный материал, образующим в центральной части державки упор под прижимной винт для закрепления круговой мембраны, при этом круговая мембрана установлена с перекрытием кольцевого канала формообразующими элементами и закреплена на торцевой плоской поверхности державки, перпендикулярной ее оси, а отверстия для подвода электролита к рабочей зоне выполнены под углом к оси державки и соединены с кольцевым каналом.
| Электрод-инструмент | 1977 |
|
SU703289A1 |
| Электрод-инструмент | 1976 |
|
SU631296A1 |
| ЭЛЕКТРОД-ИНСТРУМЕНТ | 1990 |
|
RU1755471C |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |

