Изобретение относится к области электрохимической размерной обработки металлов и сплавов на станках с колеблющимся электродом и импульсным током и может быть использовано для получения сложнофасонных поверхностей деталей машин, в частности ручьев штампов, пресс-форм и литейных форм больших площадей с высокой производительностью, точностью и качеством обработки.
Известен способ размерной электрохимической обработки (ЭХО) металлов вибрирующим электрод-инструментом (ЭИ), при осуществлении которого с целью исключения прижогов при контактировании электродов обработку производят пульсирующим током преимущественно при сближении электродов [(А.С. СССР 260787, В 23 Р 1/04, 1970].
Недостатком данного способа является низкая производительность при электрохимическом прошивании отверстий и формообразовании фасонных поверхностей большой площади вследствие подачи технологического тока при большом диапазоне изменения рабочего межэлектродного зазора (МЭЗ).
Известен способ размерной электрохимической обработки с созданием принудительных колебаний одного из электродов, синхронизированных с импульсами напряжения, при котором скважность импульсов в процессе обработки регулируют от малых значений, например равных 2-5 в начале обработки, до больших значений, например равных 8-10 в конце обработки, причем саму последовательность импульсов смещают во времени, уменьшая минимальные мгновенные значения зазора, при которых протекает ток, от 0,05 мм и более в начале обработки до 0,01 мм и менее в конце обработке по мере возрастания электрической прочности межэлектродного промежутка (МЭП) [А.С. СССР 472778, В 23 Р 1/04, 1975].
Однако этот способ также имеет невысокую точность и производительность электрохимического формообразования из-за обработки деталей на различных плотностях тока в периоды подачи импульсов рабочего тока, так как изменение МЭЗ в широком диапазоне, например равных от нуля до нескольких десятых долей миллиметра, не обеспечивает получение высоких технологических показателей ЭХО.
Известен способ электрохимической размерной обработки импульсным током, синхронизированным с вибрацией одного из электродов, при котором технологическое напряжение подают на электроды в периоды, предшествующие максимальному их сближению, а при отключении источника электропитания к электродам прикладывают контрольное напряжение от маломощного источника и в моменты касания электродов по контрольно-измерительной цепи протекают импульсы тока, длительность которых определяется продолжительностью касания электродов, и в зависимости от среднего значения контрольного тока регулируется постоянная составляющая скорости подачи ЭИ [Оборудование для размерной электрохимической обработки деталей машин.Под ред. проф. Ф.В.Седыкина - М.: Машиностроение, 1980. С. 125-126] . Это техническое решение, как наиболее близкое по технической сущности и достигаемому эффекту, принято нами в качестве прототипа.
Недостатком данного способа, как и всех предыдущих, является то, что он не обеспечивает существенного повышения точности и производительности электрохимического формообразования из-за обработки деталей на различных плотностях тока по торцевой поверхности ЭИ, так как изменение рабочего МЭЗ в широком диапазоне в периоды подачи импульсов рабочего тока не обеспечивает получение высокой плотности технологического тока, что является причиной низкой точности и производительности обработки.
Главным недостатком существующих способов ЭХО вибрирующим по гармоническому закону электродом, то есть способов ЭХО с постоянной амплитудой и круговой частотой колебания одного из электродов, ограничивающим область его применения, является низкая точность установки рабочего межэлектродного зазора, невозможность раздельного управления такими параметрами, как величина начального и конечного рабочих зазоров, длительность рабочего периода и периода промывки, скорости подвода и отвода ЭИ, что не позволяет эффективно использовать данный способ обработки для поверхностей с площадью более 100 см2 и ограничивает технологические возможности данного способа.
Таким образом, известные способы ЭХО с колебанием одного из электродов, приводимого в движение с помощью эксцентрикового вала, вращающегося с постоянной круговой частотой, не обеспечивают требуемой производительности и точности при обработке поверхностей большой площади, например более 100 см2, из-за различных усилий при контактировании электродов и возникновения больших гидравлических ударов, которые в совокупности с конечной жесткостью механической системы станка не позволяют поддержание постоянных значений рабочих МЭЗ при осуществлении процесса.
Задачей, на решение которой направлено заявляемое изобретение, является повышение производительности и точности обработки путем точной установки рабочего МЭЗ с учетом длительности контакта электродов от момента нижнего положения колеблющегося электрода до момента их размыкания, раздельного управления величиной начального и конечного рабочих зазоров, длительностью рабочего периода, периода промывки, скорости подвода и отвода электрода- инструмента в условиях использования колеблющегося электрода, приводимого в движение с помощью эксцентрикового вала.
Поставленная задача достигается тем, что в известном способе электрохимической размерной обработки колеблющимся по гармоническому закону электродом, при котором контролируют величину межэлектродного зазора посредством периодического ощупывания и отвода на заданный зазор при отсутствии технологического тока, регулируют постоянную составляющую скорости подачи по длительности импульсов тока низковольтного измерительного источника питания, которая определяется продолжительностью касания электродов, и совмещают момент подачи импульса технологического тока с моментом выставления заданного межэлектродного зазора, в отличие от прототипа преобразуют движение колеблющегося электрода в течение каждого цикла в циклическое, состоящее из пяти последовательных во времени фрагментов гармонических колебаний разной круговой частоты, так что начало последующего фрагмента совпадает с концом предыдущего, причем на первом фрагменте устанавливают повышенную круговую частоту, а окончание первого фрагмента определяется моментом замыкания электродов в области нижнего положения колеблющегося электрода, на втором фрагменте устанавливают пониженную круговую частоту, на которой производят переход через точку нижнего положения колеблющегося электрода, размыкают контакт между электродами, измеряют длительность контакта электродов от момента нижнего положения колеблющегося электрода до момента их размыкания, выставляют заданный рабочий межэлектродный зазор, вычисляя необходимое время движения от момента размыкания электродов до момента достижения заданного рабочего межэлектродного зазора по следующей формуле:
где W2 - круговая частота гармонических колебаний электрода на втором фрагменте;
А - амплитуда гармонических колебаний электрода;
tф - длительность контакта электродов, измеренная от момента нижнего положения колеблющегося электрода до момента их размыкания;
Sраб - заданный рабочий межэлектродный зазор.
На время действия всего второго фрагмента постоянную составляющую скорости подачи устанавливают равной нулю, а окончание второго фрагмента определяется моментом достижения заданного рабочего межэлектродного зазора за счет колебательного движения электрода, на третьем фрагменте одновременно с подачей технологического тока на все время его действия устанавливают круговую частоту, которая в совокупностью с текущей постоянной составляющей скорости подачи обеспечивает скорость сближения электродов, не превышающую скорость анодного растворения обрабатываемой детали, а окончание третьего фрагмента определяется моментом окончания импульса технологического тока; на четвертом фрагменте устанавливают повышенную круговую частоту, а окончание четвертого фрагмента определяется моментом достижения максимального зазора между электродами в верхней точке колеблющегося электрода; на пятом фрагменте устанавливают нулевую круговую частоту на время, необходимое для промывки межэлектродного промежутка, по истечении которого заканчивают пятый фрагмент текущего цикла и переходят к первому фрагменту следующего цикла, причем при отсутствии замыкания электродов на первом фрагменте сохраняют повышенную круговую частоту гармонических колебаний до наступления замыкания электродов, исключая выполнения на этот период действий, указанных во втором, третьем четвертом и пятом фрагментах.
Предлагаемый способ электрохимической размерной обработки позволяет повысить производительность и точность при сохранении высокого качества копирования сложнофасонных поверхностей ЭИ при обработке поверхностей с площадью более 100 см2. При этом скорость анодного растворения по сравнению с известными аналогами увеличивается в направлении подачи на 25-50%, точность - на 15-20%.
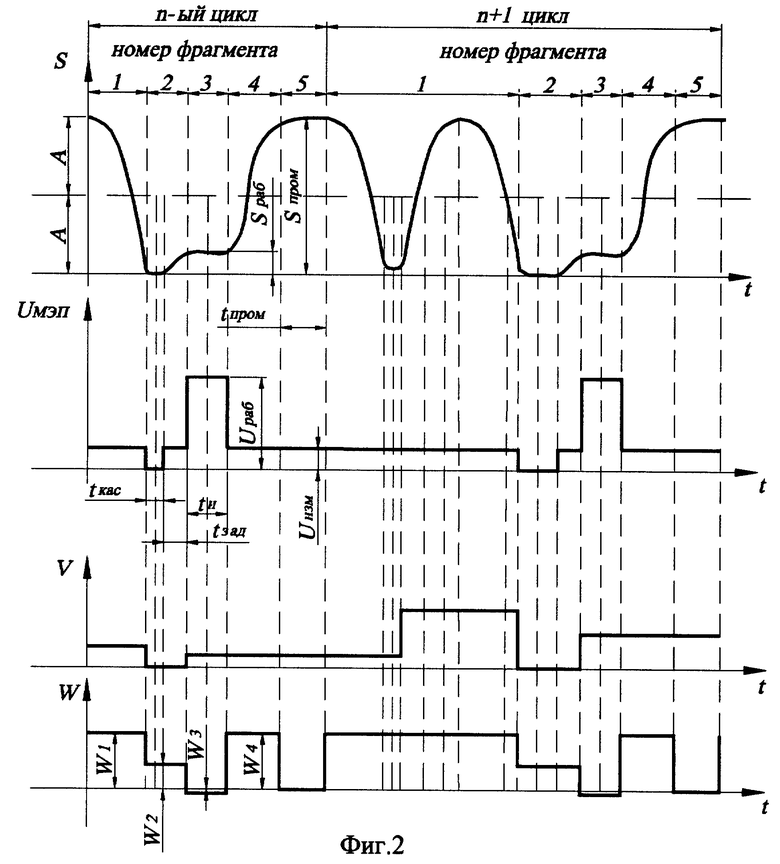
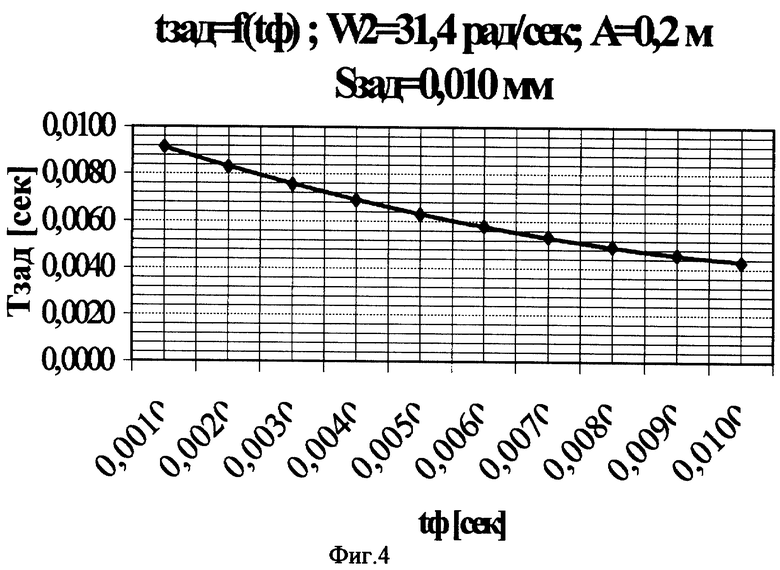
На фиг. 1 изображена структурная схема станка, на котором осуществляют предлагаемый способ ЭХО; на фиг. 2 - диаграмма изменения параметров при осуществлении предлагаемого способа ЭХО; на фиг.3 - диаграмма изменения параметров при осуществлении 2 и 3 фрагментов гармонических колебаний; на фиг. 4 - диаграмма определения заданного времени движения от момента размыкания электродов до момента достижения заданного рабочего межэлектродного зазора в зависимости от длительности контакта электродов, измеренной от момента нижнего положения колеблющегося электрода до момента их размыкания, для заданных параметров гармонических колебаний во втором фрагменте.
Предлагаемый способ электрохимической размерной обработки осуществляют в проточном электролите с использованием источника технологического импульсного напряжения (Uраб)1 и маломощного измерительного источника (Uизм) 5 (фиг. 1), подключенных в прямой полярности к электродам, гармонические колебания S одного из электродов с постоянной амплитудой А (фиг.2) вибратором 2 (фиг. 1), приводимым в движение с круговой частотой W (фиг.2) двигателем вибратора 3 и приводом 4, на валу вибратора установлен датчик 14, который фиксирует верхнюю и нижнюю точки положения колеблющегося электрода. Другой электрод (заготовка) установлен на столе (фиг. 1), который приводится в движение со скоростью V (фиг.2) механической системой 6 и приводом подачи стола 7 станка (фиг.1). Управляющее устройство (компьютер) 9 (фиг.1) через цифро-аналоговый преобразователь (ЦАП) 8 связан с источником технологического импульсного напряжения 1, через ЦАП 10 - с приводом стола 7, через ЦАП 11 - с маломощным измерительным источником 5, через ЦАП 12 - с приводом вибратора 4, через аналого-цифровой преобразователь (АЦП) 13 - с напряжением Uмэп (фиг.2) на межэлектродном промежутке, через преобразователь 15 - с датчиком 14 (фиг.1).
При осуществлении ЭХО (фиг.2) посредством программы, заложенной в управляющее устройство (компьютер) 9 (фиг.1), которое связано со всеми исполнительными устройствами и датчиками станка, образуют циклическое движение колеблющегося электрода в течение каждого цикла, состоящее из пяти последовательных во времени фрагментов гармонических колебаний разной круговой частоты, так что начало последующего фрагмента совпадает с концом предыдущего. Постоянную составляющую скорости подачи V (фиг.2) регулируют в зависимости от длительности импульса касания tкac электродов таким образом, чтобы длительность касания tкас была равной заданной величине, которая определяется исходя из жесткости станка, а также ЭИ, обрабатываемой детали и свойствами их поверхностных слоев.
На первом фрагменте устанавливают повышенную круговую частоту - W1 (например 314 рад/с), которую выбирают максимальной, исходя из массы ЭИ и инерционности привода вибратора. Окончание первого фрагмента определяется моментом замыкания электродов по величине сигнала Uмэп<Uизм в области нижнего положения колеблющегося электрода.
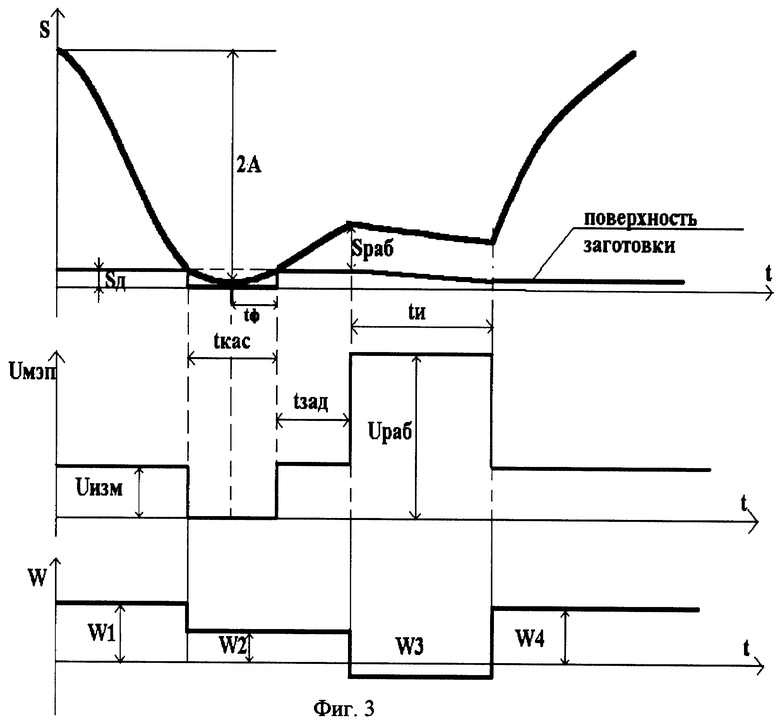
На втором фрагменте (фиг.3) устанавливают пониженную круговую частоту - W2 (например 31,4 рад/с), которую выбирают исходя из допустимой точности установки МЭЗ. На этой скорости производят переход через точку нижнего положения колеблющегося электрода, размыкают контакт между электродами, измеряя длительность контакта электродов от момента замыкания до момента их размыкания tкac и длительность контакта электродов от момента нижнего положения колеблющегося электрода до момента их размыкания tф. Далее вычисляют необходимое время движения tзад от момента размыкания электродов до момента достижения заданного рабочего межэлектродного зазора Sраб по следующей формуле:
где W2 - круговая частота гармонических колебаний электрода на втором фрагменте;
А - амплитуда гармонических колебаний электрода;
tф - длительность контакта электродов, измеренная от момента нижнего положения колеблющегося электрода до момента их размыкания;
Sраб - заданный рабочий межэлектродный зазор.
Формула (1) получена из геометрических соображений (фиг.3), при этом учитывается деформация механической системы станка в совокупности с возможным сминанием электродов при замыкании - Sд (фиг.3.) Учет указанных величин производится за счет косвенного определения фазы фрагмента гармонического колебания электрода в момент размыкания электродов (нулевого зазора) путем измерения длительности контакта электродов -tф, измеренной от момента нижнего положения колеблющегося электрода по сигналу с датчика 14 (фиг.3) до момента их размыкания по величине сигнала Uмэп>Uизм. На фиг.4 приведена диаграмма изменения tзад от величины tф, вычисленной по формуле (1) при постоянных параметрах второго фрагмента гармонического колебания. Из диаграммы видно, что величина tзад в сильной степени зависит от tф, которая в свою очередь определяется возмущающими воздействиями: жесткостью механической системы станка, площадью электродов, давлением и загазованностью электролита в МЭП и другими параметрами, которые в процессе обработки могут изменяться в широких пределах.
Далее продолжают движение колеблющегося электрода с круговой частотой W2 в течение вычисленного времени tзад, достигая точной установки заданного рабочего межэлектродного зазора Sраб независимо от величины выше перечисленных возмущающих воздействий. Для исключения погрешности установки Spаб от постоянной составляющей скорости подачи электродов V, на период действия второго фрагмента ее устанавливают равной нулю. Окончание второго фрагмента определяется моментом достижения заданного рабочего межэлектродного зазора Spаб по истечении времени tзад.
На третьем фрагменте одновременно с подачей импульса технологического тока на все время его действия устанавливают круговую частоту -W3, которая в совокупности с текущей постоянной составляющей скорости подачи электродов V обеспечит скорость сближения электродов, не превышающую скорость анодного растворения обрабатываемой детали. Окончание третьего фрагмента определяется моментом окончания импульса технологического тока.
На четвертом фрагменте устанавливают повышенную круговую частоту -W4 (например, 628 рад/с), которую выбирают максимальной, исходя из массы ЭИ и инерционности привода вибратора. Окончание четвертого фрагмента определяется моментом достижения максимального зазора между электродами в верхней точке колеблющегося электрода по сигналу с датчика 14 (фиг.3).
На пятом фрагменте устанавливают нулевую круговую частоту -W5 на время, необходимое для промывки межэлектродного промежутка, по истечении которого заканчивают пятый фрагмент текущего цикла и переходят к первому фрагменту следующего цикла.
При отсутствии замыкания электродов на первом фрагменте сохраняют повышенную круговую частоту гармонических колебаний W1 до наступления замыкания электродов, исключая на этот период выполнения действий, указанных во втором, третьем четвертом и пятом фрагментах.
За счет установления оптимальных значений круговых частот на каждом фрагменте цикла гармонических колебаний электрода достигается минимальное время цикла и, следовательно, повышение производительности обработки. Точная установка заданного МЭЗ с учетом многих возмущающих воздействий и поддержание его в течение всего действия технологического импульса напряжения повышает точность обработки.
Предлагаемый способ электрохимической размерной обработки позволяет повысить производительность обработки сложнофасонных поверхностей ЭИ и получить штамповочные уклоны в 2...3o при обработке поверхностей с площадью более 100 см2. При этом производительность процесса по сравнению с известными аналогами увеличивается на 25-50%, а точность - на 15-20%.
Таким образом, предлагаемый способ обеспечивает существенное повышение производительности и точности выполнения как операций электрохимического прошивания различных отверстий, так и копировально- прошивочных операций сложнофасонных поверхностей.
Предлагаемый способ электрохимической обработки реализован на модернизированном копировально-прошивочном станке 4420Ф11. В качестве двигателей и приводов вибратора и стола использованы комплектные привода и двигатели фирмы BOSCH. В качестве управляющего устройства использовался промышленный компьютер фирмы Advantech с комплектом стандартных плат АЦП и ЦАП. Материал образца и ЭИ - сталь 40 х 13 в отожженном состоянии, площадь обработки 100 см2, электролит 10% NаNО3. В процессе обработки напряжение рабочих импульсов поддерживали Upaб.=9B; длительность импульсов tи=20 мс; давление электролита на входе в МЭП - 350 кПа; температуру электролита - 18oС; круговая частота вращения эксцентрикового вала на первом и четвертом фрагментах W1=W4=314 рад/с ; на втором фрагменте W2= 31,4 рад/с; на третьем фрагменте W3=0,008 рад/с; на пятом фрагменте W5=0 paд/с ; время промывки tпром=5 мс; заданное время касание электродов tнас=5 мс ; заданный рабочий межэлектродный зазор Sраб= 0,010 мм; амплитуда колебаний ЭИ=0,2 мм, напряжение измерительного источника Uизм=2,3 В.
Анализ результатов обработки показал, что при использовании предлагаемого способа ЭХО по сравнению с известными ЭХО на аналогичных режимах происходило повышение производительности обработки в 1,3 раза, погрешность копирования ЭИ на обработанной поверхности составила не более 0,02 мм, шероховатость соответствовала Ra 0,8 мкм. Сравнение экспериментальных зависимостей tзад от tф, полученных на модернизированном станке для различных режимов, с вычисленными по формуле (1), показало, что они различаются не более чем на 10-15%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2195389C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
Изобретение может быть использовано при получении поверхностей сложнофасонных деталей машин, в частности ручьев штампов, пресс-форм и литейных форм больших площадей. Движение колеблющегося электрода в течение каждого цикла преобразуют в циклическое, состоящее из пяти последовательных во времени фрагментов гармонических колебаний разной круговой частоты. Повышение производительности и точности обработки достигается путем точной установки рабочего межэлектродного зазора с учетом длительности контакта электродов от момента нижнего положения колеблющегося электрода до момента их размыкания. При этом производят раздельное управление величиной начального и конечного рабочих зазоров, длительностью рабочего периода, периода промывки, скорости подвода и отвода электрода. 4 ил.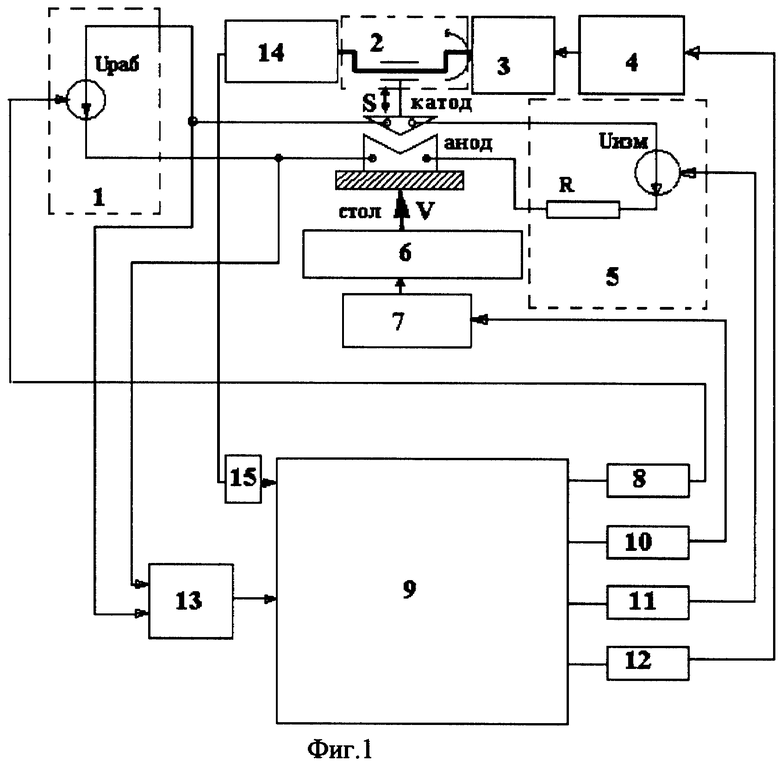
Способ электрохимической размерной обработки колеблющимся по гармоническому закону электродом, при котором контролируют величину межэлектродного зазора посредством периодического ощупывания и отвода на заданный зазор при отсутствии технологического тока, регулируют постоянную составляющую скорости подачи по длительности импульсов тока низковольтного измерительного источника питания, которая определяется продолжительностью касания электродов, и совмещают момент подачи импульса технологического тока с моментом выставления заданного межэлектродного зазора, отличающийся тем, что преобразуют движение колеблющегося электрода в течение каждого цикла в циклическое, состоящее из пяти последовательных во времени фрагментов гармонических колебаний разной круговой частоты, так, что начало последующего фрагмента совпадает с концом предыдущего, причем на первом фрагменте устанавливают повышенную круговую частоту, а его окончание определяется моментом замыкания электродов в области нижнего положения колеблющегося электрода, на втором фрагменте устанавливают пониженную круговую частоту, на которой производят переход через точку нижнего положения колеблющегося электрода, размыкают контакт между электродами, измеряют длительность контакта электродов от момента нижнего положения колеблющегося электрода до момента их размыкания, выставляют заданный рабочий межэлектродный зазор, вычисляя необходимое время движения от момента размыкания электродов до момента достижения заданного рабочего межэлектродного зазора, при этом на время действия всего второго фрагмента постоянную составляющую скорости подачи устанавливают равной нулю, а окончание второго фрагмента определяется моментом достижения заданного рабочего межэлектродного зазора, на третьем фрагменте одновременно с подачей технологического тока на все время его действия устанавливают круговую частоту, которая в совокупности с текущей постоянной составляющей скорости подачи электродов обеспечит скорость сближения электродов, не превышающую скорость анодного растворения обрабатываемой детали, а окончание третьего фрагмента определяется моментом окончания заданной длительности импульса технологического тока, на четвертом фрагменте устанавливают повышенную круговую частоту, а окончание четвертого фрагмента определяется моментом достижения максимального зазора между электродами в верхней точке колеблющегося электрода, на пятом фрагменте устанавливают нулевую круговую частоту на время, необходимое для промывки межэлектродного промежутка, по истечении которого заканчивают пятый фрагмент текущего цикла и переходят к первому фрагменту следующего цикла, а при отсутствии замыкания электродов на первом фрагменте сохраняют постоянную, повышенную круговую частоту гармонических колебаний до наступления замыкания электродов, исключая на этот период действий, указанных во втором, третьем, четвертом и пятом фрагментах, причем на втором фрагменте необходимое время движения от момента размыкания электродов до момента достижения заданного рабочего межэлектродного зазора вычисляют по следующей формуле: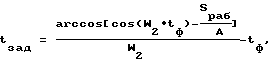
где W2 - круговая частота гармонических колебаний электрода на втором фрагменте;
А - амплитуда гармонических колебаний электрода;
tф - длительность контакта электродов измеренная от момента нижнего положения колеблющегося электрода до момента их размыкания;
Sраб - заданный рабочий межэлектродный зазор.
| Оборудование для размерной электрохимической обработки деталей машин./Под ред | |||
| Ф.В.Седыкина | |||
| - М.: Машиностроение,1980, с.125 и 126 | |||
| Способ электрохимической обработки | 1977 |
|
SU717847A1 |
| Способ размерной электрохимической обработки | 1973 |
|
SU472778A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| US 4672161, 09.06.1987. | |||

