Изобретение относится к области прецизионной электрохимической обработки металлов и сплавов на станках с вибрирующим электродом и импульсным током и может быть использовано для получения сложнофасонных поверхностей деталей машин, в частности ручьев штампов, пресс-форм и литейных форм с высокой производительностью, точностью и качеством обработки.
Известен способ электрохимической размерной обработки, в котором при использовании импульсного источника питания с крутопадающей вольтамперной характеристикой, обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов, при котором контролируют текущее значение импульсов напряжения, выделяя импульсы напряжения на участках сближения и разведения электродов и регулируя их значения, изменяя давление электролита на входе в межэлектродный зазор [А.С. 717847, кл. В 23 Н 3/02, 1977].
Недостатком известного способа является то, что он не обеспечивает возможность задать нужные значения напряжений в любой момент времени между передним и задним фронтами импульса в период действия импульса, что не гарантирует как надежное активное анодное растворение обрабатываемой поверхности, так и отсутствие пробоя межэлектродного зазора, приводящего к возникновению короткого замыкания, что не позволяет вести процесс при оптимальных условиях в межэлектродном промежутке (МЭП) и, следовательно, достичь максимальной производительности, точности и качества обработки.
Кроме того, регулирование параметров в настоящее время осуществляют вручную, например, изменяют давление электролита путем регулирования производительности насоса подачи электролита, или момента подачи импульса, или скорости подачи инструмента, визуально наблюдая за формой импульса напряжения по осциллографу. Это делает технолог или опытный оператор по своему усмотрению, т. е. всегда существует субъективный фактор, нет критерия для объективной оценки существующей ситуации в межэлектродном промежутке (МЭП).
Известен также способ электрохимической размерной обработки с использованием импульсного источника питания с падающей вольтамперной характеристикой, при котором обработку выполняют при вибрации одного из электродов и подаче импульсов напряжения в фазе сближения электродов, контролируя текущее значение напряжения импульса, особо выделяя выбросы напряжения по переднему фронту на участке сближения и по заднему фронту импульса на участке разведения электродов и регулируют момент подачи импульса относительно момента максимального сближения электродов, соблюдая при этом равенство выбросов по переднему и заднему фронтам, причем задерживают подачу импульсов при преобладании выбросов напряжения на участке сближения и подают импульсное напряжение с опережением при преобладании выброса напряжения на участке разведения [А.С. 1731488, кл. В 23 Н 3/02, 1992].
Однако при осуществлении и этого способа электрохимической обработки (ЭХО) регулирование влияющих параметров производят вручную, наблюдая за изменением формы импульса по осциллографу, и на практике правильность принятых решений в различных ситуациях на основании формы осциллограммы напряжения зависит от квалификации технолога и оператора, т.е. зависит от субъективных факторов, причем контролируют в основном выбросы напряжения по переднему и заднему фронтам импульсов, не выделяя при этом минимальное значение напряжения, при котором происходит надежное растворение обрабатываемой поверхности, и не ограничивают максимальное напряжение, при котором происходит пробой МЭП.
Известен способ электрохимической обработки вибрирующим электродом, предусматривающий использование в качестве импульсного источника питания управляемого источника тока, при осуществлении которого меняют уставку тока источника в паузе между импульсами таким образом, чтобы обеспечить постоянное заданное напряжение на промежутке в момент максимального сближения электродов [А. С. (патент) 1644445, кл. В 23 Н 7/16]. Это техническое решение, как наиболее близкое по технической сущности и достигаемому эффекту, принято нами в качестве прототипа.
Недостатком данного способа, как и всех предыдущих, является то, что он не обеспечивает существенного повышения производительности, точности и качества поверхности при электрохимическом формообразовании и возможности исключить пробой МЭП. Это объясняется тем, что по известному способу изменение уставки тока источника в паузах между импульсами по значению напряжения в момент максимального сближения электродов не обеспечивает защиту электродов от короткого замыкания (КЗ). Этот недостаток вызван тем, что в момент максимального сближения электродов проявляются в наибольшей степени механические погрешности изготовления станка или погрешности, возникающие в процессе эксплуатации станка, например биение электрода-инструмента из-за неточности изготовления или из-за износа подвижных деталей станка. Информация о контролируемом напряжении в момент максимального сближении электродов в наибольшей степени искажается и в случае попадания механических включений и газовоздушных пузырей. Поэтому в эти моменты возникают сильные выбросы напряжения, которые могут привести к пробою МЭП.
Главным недостатком известного способа является то, что заданное напряжение на межэлектродном промежутке в момент максимального сближения электродов не равно тому минимальному напряжению, при котором происходит еще анодное растворение данного материала. Поэтому является исключительно важным для обеспечения высокой точности и качества обработки ведение процесса ЭХО при том минимальном значении напряжении, при котором происходит надежное анодное растворение данного материала, резко уменьшая размыв боковой поверхности и увеличивая точность копирования, особенно при формировании полостей с малыми углами наклона боковых стенок, например при изготовлении прецизионных пресс-форм и литейных форм.
Кроме того, ориентируясь только на величину напряжения на МЭП в момент максимального сближения электродов, можно потерять в производительности обработки, т.к. на импульсе кривой напряжения есть участки, где значение напряжения существенно меньше, чем в момент максимального сближения электродов, которое может оказаться недостаточным для анодного растворения данного материала. Исходя из этого при изменении уставки тока источника для обеспечения заданного напряжения необходимо обеспечивать, чтобы в течение действия всего импульса напряжение на МЭП было не меньше потенциала анодного растворения данного материала и не больше пробойного значения напряжения МЭП. Таким образом, известные способы импульсной ЭХО вибрирующим электродом не обеспечивают максимально возможную производительность, точность и качество обработки из-за возникновения пробоев МЭП и неопределенности напряжения в точке глобального минимума на кривой импульса напряжения между передним и задним фронтами при обработке различных марок материалов.
Задачей, на решение которой направлено заявляемое изобретение, является повышение производительности, точности и качества обработки за счет увеличения быстродействия системы управления, установления величины заданного напряжения с учетом свойств обрабатываемого материала и величины межэлектродного зазора, увеличения локализации процесса и исключения короткого замыкания электродов.
Поставленная задача достигается тем, что в известном способе импульсной электрохимической обработки вибрирующим электродом, предусматривающем использование в качестве импульсного источника питания управляемого источника тока, позволяющего менять уставку тока с обеспечением заданного напряжения на межэлектродном промежутке, в отличие от прототипа меняют уставку тока источника в период действия текущего импульса таким образом, чтобы обеспечить заданные значения напряжений в любой момент времени между передним и задним фронтами импульса напряжения, включая заданное значение напряжения и в момент максимального сближения электродов, причем задают минимальное значение уставки тока в любой точке импульса таким, чтобы обеспечить в точке минимума на кривой импульса напряжения между передним и задним фронтами значение напряжения выше потенциала анодного растворения, а максимальное значение уставки тока задают таким образом, чтобы значение выброса напряжения в любой точке на кривой между передним и задним фронтами не превышало заданного максимального напряжения, вызывающего пробой МЭП.
Предлагаемый способ импульсной электрохимической обработки вибрирующим электродом позволяет повысить производительность и точность при обеспечении высокого качества обработки при выполнении сложнофасонных копировальных и прошивочных операций при использовании заготовок из различных марок материалов. При этом технологические показатели обработки повышаются на 10-20%.
В дальнейшем предлагаемое изобретение поясняется конкретным примером его реализации, подтверждающим возможность осуществления способа импульсной электрохимической обработки согласно изобретению.
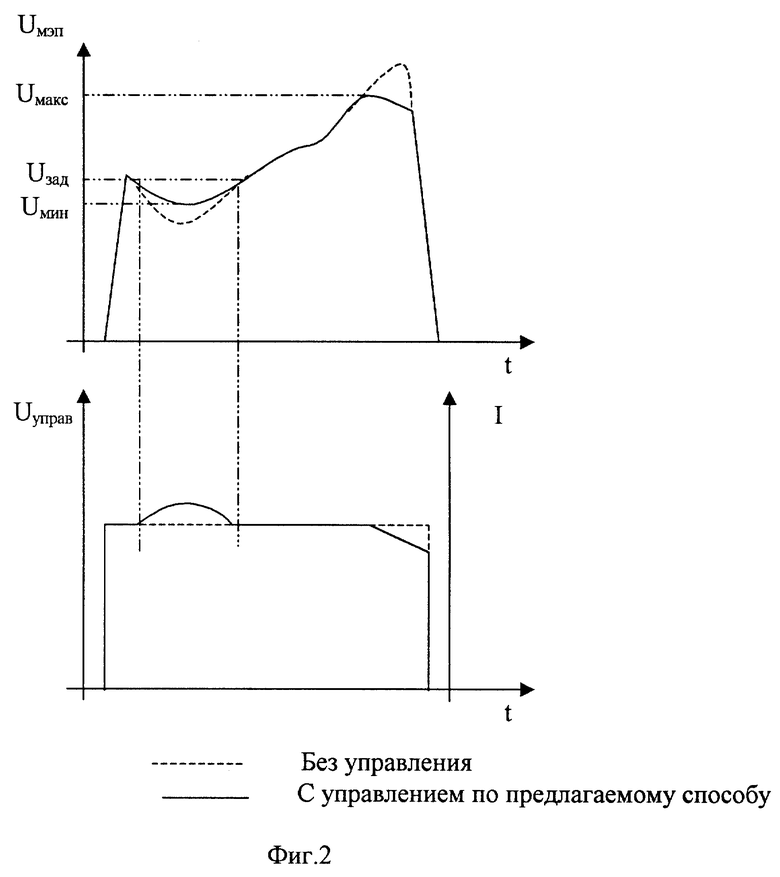
На фиг. 1 изображена структурная схема системы регулирования напряжения МЭП; на фиг.2 - диаграмма изменения параметров при осуществлении предлагаемого способа.
Предлагаемый способ импульсной электрохимической обработки (ЭХО) заключается в следующем. От источника питания 1 (фиг.1) на межэлектродный промежуток 2 подают импульсы технологического тока I, пропорциональные управляющему напряжению Uуправ (фиг.2), подаваемому от управляющего компьютера 3 через устройство ввода-вывода 4 (фиг.1). Напряжение Uмэп с межэлектродного промежутка 2 через устройства ввода-вывода 4 вводится в управляющий компьютер 3.
В управляющем компьютере 3 в течение импульса тока анализируется Uмэп и сравнивается с уставками напряжений: минимального Uмин, заданного Uзад и максимального Uмакс (фиг.2), вычисляется необходимое управляющее напряжение Uуправ для поддержания на МЭП напряжения Uзад в диапазоне между Uмин и Uмакс.
Необходимость поддержания заданного напряжения в ограниченном диапазоне регламентируется тем, что, если напряжение МЭП становится меньше значения напряжения, при котором начинается анодное растворение данного материала, происходит прекращение съема обрабатываемого материала. При этом все количество подаваемого тока расходуется на выделение кислорода на аноде и на другие побочные электрохимические процессы. Поэтому значение напряжения на МЭП при электрохимической обработке всегда должно быть больше потенциала (напряжения) растворения обрабатываемого материала. При известных способах импульсной ЭХО вибрирующим электродом контролируют минимальное значение напряжения в точке максимального сближения электродов. Однако, как показывает опыт, минимальное значение напряжения не всегда совпадает с моментом максимального сближения электродов. Это приводит к существенному снижению производительности, точности и качества обрабатываемой поверхности, так как часто оказывается, что минимальное значение напряжения достигает до наступления момента максимального сближения электродов. С другой стороны напряжение на МЭП, особенно при отводе колеблющегося электрода от поверхности заготовки, может оказаться выше напряжения пробоя МЭП. Пробой МЭП может привести к разрушению поверхностей ЭИ и обрабатываемой заготовки и короткому замыканию. Чтобы исключить эти недопустимые ситуации, по предлагаемому способу обработку осуществляют, поддерживая значения напряжения в ограниченном диапазоне. Основное преимущество предлагаемого способа заключается в том, что значения напряжений МЭП контролируют и регулируют за время течения данного импульса. Это позволяет существенно повысить производительность, точность и качество электрохимической обработки.
Пример конкретной реализации
Предлагаемый способ электрохимической обработки реализован на модернизированном копировально-прошивочном станке 4420Ф11. В качестве управляющего устройства использовался промышленный компьютер фирмы Advantech с комплектом стандартных плат аналого-цифрового и цифроаналогового преобразования. Материал образца и ЭИ-сталь 40Х13 в отожженном состоянии, площадь обработки 10 см2, электролит - 10% NaNO3. В процессе обработки заданное напряжение рабочих импульсов в момент максимального сближения электродов поддерживали Uзад=8 В; длительность импульсов tи=5 мс; давление электролита на входе в МЭП - 350 кПа; температуру электролита - 18oС; частота вибрации ЭИ=50 Гц; амплитуда колебаний ЭИ= 0,2 мм; заданное минимальное значение напряжения на МЭП=6 В; заданное максимальное значение напряжения на МЭП=15 В. При снижении напряжения МЭП меньше 6 В с помощью управляющего напряжения меняли уставку тока таким образом, чтобы напряжения МЭП стало не меньше 6 В, а в случае превышения напряжения МЭП 15 В система регулирования станка уставку тока снижала так, чтобы напряжения МЭП стало не больше 15 В.
Анализ результатов обработки показал, что при использовании предлагаемого способа ЭХО по сравнению с известными ЭХО на аналогичных режимах происходило повышение производительности обработки в 1,2 раза, погрешность копирования ЭИ на обработанной поверхности составила не более 0,015 мм, а шероховатость соответствовала Ra 0,4 мкм.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ РЕГУЛИРОВАНИЯ МЕЖЭЛЕКТРОДНОГО ЗАЗОРА ПРИ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКЕ | 2001 |
|
RU2211121C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2456138C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ РАЗМЕРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2177391C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
Изобретение относится области электрохимической обработки вибрирующим электродом и может быть использовано для получения фасонных поверхностей деталей машин, в частности ручьев штампов, пресс-форм и литейных форм больших площадей. Используют в качестве импульсного источника питания управляемый источник тока, позволяющий менять уставку тока с обеспечением заданного напряжения на межэлектродном промежутке. Меняют уставку тока источника в период действия текущего импульса, при этом обеспечивают заданные значения напряжений в любой момент времени между передним и задним фронтами импульса напряжения, включая заданное значение напряжения в момент максимального сближения электродов. Задают значение уставки тока, обеспечивая значение напряжения в любой точке на кривой между передним и задним фронтами напряжения выше потенциала анодного растворения. Задают значение уставки тока таким образом, чтобы значение выброса напряжения в любой точке на кривой между передним и задним фронтами не превышало заданного максимального напряжения. При этом повышается производительность процесса обработки за счет обеспечения быстродействия системы управления. 2 з.п. ф-лы, 2 ил.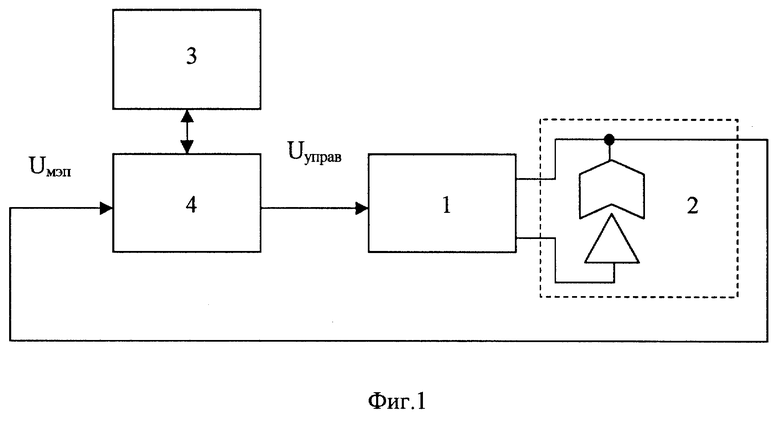
| RU 1644445 А1, 31.01.1989 | |||
| Способ электрохимической размерной обработки металлов импульсным током | 1973 |
|
SU450687A1 |
| Способ размерной электрохимической обработки | 1973 |
|
SU472778A1 |
| Способ электрохимической размерной обработки | 1987 |
|
SU1731488A1 |

