Настоящее изобретение относится к области электрохимической обработки, в частности к способам регулирования межэлектродного зазора, и может быть использовано при изготовлении сложнофасонных поверхностей деталей машин и формообразующей оснастки (штампов, пресс-форм и литейных форм).
Известен способ регулирования межэлектродного зазора при электрохимической обработке (ЭХО), в котором в качестве сигнала регулирования используют высокочастотный сигнал, возникающий вследствие ионных и электронных процессов, предшествующих электрическому пробою [А.С. 271988 В 23 Р 1/14, Бюллетень изобретений, N18, 1970 г.].
Недостаток данного способа заключается в том, что он позволяет выявить только ситуацию процесса, близкую к аварийной, т.е. к "Короткому замыканию" или "Электрическому пробою", но не позволяет вести процесс на малых межэлектродных зазорах (МЭЗ) и тем самим обеспечить высокие выходные технологические показатели обработки, такие как производительность, точность и качество обработки.
Известен также способ регулирования величины межэлектродного промежутка при электрохимической и эрозионной обработке металлов [А.С. 335072, В 23 Р 1/14, Бюллетень изобретений, N13, 1972 г.], в котором снимают сигналы переменного напряжения с межэлектродного промежутка (МЭП) в двух диапазонах частот, выбираемых так, что амплитуда колебаний одного из сигналов возрастает, а другого падает с уменьшением МЭЗ и в процессе обработки сумму средних напряжений упомянутых электрических сигналов поддерживают наименьшей,
Недостатком данного способа, как и предыдущего, является то, что он не позволяет определить возникновение ситуаций, которые не являются аварийными, но с технологической точки зрения являются неприемлемыми для обеспечения высоких технологических показателей по точности и качеству обрабатываемой поверхности. Например, возникновение "струйности" на обрабатываемой поверхности, возникновение интенсивных отложений на рабочей поверхности электрода-инструмента (ЭИ) или пассивация обрабатываемой поверхности, сопряженная с созданием толстой пористой окисной пленки.
Известен способ электрохимической обработки с управлением по форме импульса напряжения и измерением его амплитудно-временной характеристики (А.С. 717847, В 23 Р 1/04, Бюллетень изобретений, 35, 1981 г.), который по совокупности существенных признаков является наиболее близким к заявляемому и принят нами в качестве прототипа.
Недостатком данного способа является то, что он не позволяет определить величины отклонений амплитудно-временных характеристик импульса, которые проявляются в виде гармоник высокого порядка на кривой импульса напряжения, вследствие возникновения в МЭП условий, нарушающих нормальное протекание процесса ЭХО. Анализ формы всего импульса не позволяет выделить сигналы, возникающие на минимальных значениях МЭЗ, по истечении некоторого времени после начала импульса, так как наибольшее количество помех, не связанных с процессом обработки (а связанных, в основном, с характеристикой источника питания), возникает именно в начале и конце импульса. Эти недостатки не обеспечивают ведение процесса на малых МЭЗ и не позволяют достигнуть высокой производительности, точности и качества обработки.
Таким образом, известные способы ЭХО не обеспечивают достижения максимальных значений выходных технологических показателей, которые можно было бы получить при оптимальной реализации способа.
Задачей, на решение которой направлено заявляемое изобретение, является повышение производительности, точности и качества обработанной поверхности за счет использования нового, более чувствительного информационного сигнала для регулирования величины МЭЗ, обеспечивающего ведение процесса на малых межэлектродных зазорах, например 5-10 мкм.
Поставленная задача решается тем, что в известном способе регулирования межэлектродного зазора при электрохимической обработке, при котором измеряют амплитудно-временную характеристику импульса и производят регулирование по форме импульса и сигналу, снимаемому с межэлектродного промежутка, в отличие от прототипа при измерении амплитудно-временной характеристики импульса исключают его передний и задний фронты, вычитают из оставшейся части линейную функцию, построенную по координатам начальной и конечной точек и дополняют полученную функцию слева и справа такой же функцией с ее симметричным поворотом относительно начальной и конечной точек, формируя периодическую функцию, которую по известным правилам разлагают в ряд Фурье, затем вычисляют показатель формы амплитудно-временной характеристики импульса DU с учетом номера гармоники "i" высокочастотных сигналов на амплитудно-временной характеристике импульса и амплитуды гармоники Ci, определяют его максимальное значение DU max и регулируют скорость подачи электрода-инструмента путем ее уменьшения при DU max>[DU], и увеличения при DU max<[DU], где [DU] - заданная величина показателя формы амплитудно-временной характеристики импульса, при этом показатель, формы амплитудно-временной характеристики импульса вычисляют по формуле
DU = ∑ i2|Ci|,
при вычислении показателя формы DU исключают слагаемые с номером i>5, кроме того, при вычислении показателя формы DU исключают слагаемые с номером i=1, обусловленные периодическим изменением межэлектродного зазора из-за вибрации электрода-инструмента.
Предлагаемый способ электрохимической обработки позволяет выполнять различные копировально-прошивочные операции в заготовках из трудно обрабатываемых материалов с высокими технологическими показателями с автоматическим регулированием параметров в допустимых пределах по выделенным сигналам.
В дальнейшем предлагаемое изобретение поясняется конкретными примерами его выполнения и прилагаемыми рисунками. На чертеже изображены графики изменения импульса напряжения (тока, электрического сопротивления) и блок-схема для осуществления предлагаемого способа согласно изобретению.
Сущность изобретения
Известно, что при ЭХО высокие технологические показатели обеспечиваются, когда процесс осуществляют на малых МЭЗ. В условиях осуществления ЭХО с регулированием МЭЗ без контактирования электродов необходимы определенные косвенные критерии, по которым можно было бы судить о величинах МЭЗ и состоянии МЭП, при которых обеспечиваются технические требования к обрабатываемой поверхности. Должна быть информация, по которой электрохимический станок в процессе обработки автоматически обеспечивает заданное значение МЭЗ.
В предлагаемом изобретении, когда регулирование МЭЗ в процессе электрохимической обработки осуществляют без контактирования электродов, в качестве информативного сигнала о величине МЭЗ, состоянии межэлектродной среды и поверхности электродов используют специальный показатель формы амплитудно-временной характеристики импульса (чертеж,а)
где i - номер гармоники высокочастотных сигналов на амплитудно-временной характеристике импульса; Сi - амплитуда i-й гармоники; ω - частота колебаний; t - время. Этот показатель определяют следующим образом: измеряют амплитудно-временную характеристику импульса с исключением при измерении переднего и заднего фронтов импульса (чертеж,б), вычитают из оставшейся части (длительности Т*) импульса линейную функцию, построенную по координатам начальной и конечной точек (чертеж, в, г), и дополняют построенную таким образом функцию слева и справа такой же функцией с ее симметричным поворотом относительно начальной и конечной точек, формируя синтетическую периодическую функцию (чертеж,д), которую по известным правилам разлагают в ряд Фурье (чертеж,е), и вычисляют в этих условиях коэффициент, формы амплитудно-временной характеристики импульса (напряжения, тока или сопротивления МЭП) и определяют его максимальное значение. Регулируют скорость подачи электрода-инструмента таким, образом, что, если максимальное значение DU max вычисленной величины DU будет больше некоторой заданной [DU], т.е.
 ,
,
которую определяют эмпирически, то скорость подачи уменьшают, в противном случае увеличивают; при этом для повышения быстродействия системы регулирования МЭЗ коэффициент формы амплитудно-временной характеристики импульса вычисляют по упрощенной формуле
причем для снижения уровня помех исключают при вычислении коэффициента DU слагаемые составляющие [i2Cisin(iωt)] с номером i>5, а при ЭХО с использованием вибрирующего электрода-инструмента для повышения уровня информативности сигнала исключают слагаемые составляющие [i2Cisin(iωt)] с номером i=1, обусловленные периодическим изменением межэлектродного зазора по гармоническому закону и не связанные непосредственно с физико-химическими явлениями в процессе обработки.
Предлагаемый способ регулирования МЭЗ при электрохимической обработке обеспечивает высокую надежность ведения процесса на малых МЭЗ, что позволяет обеспечить достижение необходимого качества обрабатываемой поверхности, точности выполнения заданных размеров и необходимой производительности. Использование указанного параметра в качестве сигнала для регулирования МЭЗ позволяет уменьшить зазор до минимума, при котором обеспечиваются максимальные выходные технологические показатели, не допуская при этом его уменьшения до величины, угрожающей электрическим пробоем. Это объясняется тем, что этот коэффициент косвенно отражает фактическое состояние МЭП, его газонаполненность, зашламленность электролита, его температуру, состояние поверхностей, ЭИ и обрабатываемой заготовки в момент максимального сближения электродов. Вышеуказанный коэффициент учитывает все помехи, вносимые газонаполнением, пассивацией анодной поверхности, образованием катодных отложений и др., которые вызывают изменение формы кривой импульса напряжения, тока или сопротивления МЭП. При сближении электродов в процессе совершения колебательного движения одного из электродов происходит сжатие объема межэлектродной среды и газы, имеющиеся в электролите предельно сжимаются и электропроводность МЭП максимальная и помехи, вызывающие изменения формы импульса электрического параметра, если минимальное значение МЭЗ допустимо, минимальны. Если при этом минимальное значение МЭЗ меньше допустимого, высокочастотные составляющие на импульсе напряжения (тока, сопротивления) резко увеличиваются. Это объясняется тем, что при уменьшении МЭЗ меньше допустимого начинается интенсивное кипение электролита в МЭП, резко повышается содержание газа в электролите, что вызывает мгновенное нарушение нормального протекания электрохимических процессов. Все эти изменения, не потеряв никакой информации, отражаются в коэффициенте формы импульса
Применение параметра DU в качестве сигнала для регулирования МЭЗ при импульсной ЭХО вибрирующим электродом позволяет также свести к минимуму значение МЭЗ, не допуская его уменьшения до величины, угрожающей электрическим пробоем. Это можно объяснить тем, что указанный сигнал косвенно отражает, как было указано выше, концентрацию газа, растворенного в электролите в момент максимального сближения электродов. Электрическое сопротивление электролита в первом приближении пропорционально концентрации пузырькового газа в нем, а электропрочность МЭП прямо пропорциональна электропроводности: Таким образом, стабилизируя концентрацию газа в электролите, тем самым стабилизируют электропрочность МЭП. В условиях вибрации электрода после максимального сближения электродов начинается фаза их разведения. При этом давление электролита в МЭП падает и, когда оно уменьшается до критической величины, начинается бурный рост сжатых пузырьков газообразных продуктов процесса ЭХО. Это приводит к росту электрического сопротивления электролита в МЭП. Одновременно, по мере увеличения МЭЗ, усиливается промывка МЭП свежим электролитом, что приводит со временем к уменьшению электрического сопротивления МЭП. Таким образом, на интервале фазы разведения электродов в окрестности максимального сближения электродов имеет место сначала возрастание, а потом убывание электрического сопротивления электролита в МЭП, т.е. имеется экстремум (максимум) на импульсе напряжения (электрического сопротивления) МЭП (чертеж,а). При колебаниях одного из электродов с постоянными параметрами и подачей синхронизированных с ними импульсов технологического тока при постоянном за цикл расходе прокачиваемого через зазор электролита величина указанного максимума зависит практически только от величины МЭЗ. Но использовать величину МЭЗ в качестве параметра для регулирования нерационально из-за невысокой чувствительности. В условиях ЭХО вибрирующим электродом, когда обработка сопровождается гидравлическими ударами, определить фактические значения текущих зазоров практически невозможно. Кроме того, рост указанного максимума напряжения (сопротивления МЭП) прерывается еще усиливающейся по мере разведения электродов промывкой зазора свежим электролитом. Наибольшей чувствительностью к изменению зазора обладает и в этом случае величина DU в окрестности минимального МЭЗ в момент начала разведения электродов.
Таким образом, дозируя значение коэффициента формы амплитудно-временной характеристики импульса из-за высокой его чувствительности можно так точно регулировать величину МЭЗ, что процесс ЭХО будет надежно происходить на зазорах в пределах 5-20 мкм в зависимости от конфигурации обрабатываемой поверхности с поддержанием заданного зазора в пределах ±2 мкм.
Конкретный пример реализации предлагаемого способа регулирования величины МЭЗ при электрохимической обработке согласно изобретению
Производилась электрохимическая обработка заготовки из хромистой стали 40Х13 в 9%-ном водном растворе азотнокислого натрия на глубину 0,5 мм (наиболее сложный случай обеспечения высоких технологических показателей - момент "врезания"). Перед началом обработки колеблющийся электрод-инструмент и обрабатываемую заготовку сближают до взаимного касания при отсутствии на них технологического напряжения и отводят на заданную величину межэлектродного зазора - 0,02 мм. Затем устанавливают следующий режим обработки:
частота импульсов напряжения и колебания электрода-инструмента, Гц - 47;
длительность импульса напряжения, мс - 3;
амплитуда колебания электрода-инструмента, мм - 0,2;
амплитуда импульса напряжения измерялась в момент наименьшего расстояния между электродами - 10 В;
момент достижения минимального расстояния между электродами совпадает с серединой импульса;
давление электролита на входе МЭП, кПа - 400;
температура электролита, oС -19.
В процессе обработки от эксперимента к эксперименту последовательно изменялось давление электролита на входе МЭП от 400 до 30 кПа, напряжение на электродах от 10 до 4 В и межэлектродный зазор от 20 до 5 мкм. Снимались со станка обработанные образцы и визуально изучалась полученная поверхность, каждый раз анализировались полученные гармоники и сочетания их знаков сопоставляли с обработанными поверхностями образцов. В результате оказалось, что качество обработанной поверхности, точность копирования и производительность удовлетворительны всегда, кроме тех случаев, когда величина DU max превышала заданную [DU] . Предлагаемый способ электрохимической обработки обеспечивает автоматическое регулирование параметров процесса, не допуская аварийных ситуаций, ухудшающих выходные технологические показатели процесса. Ведение процесса в этих условиях обеспечивает максимальную точность обработки до 0,01 мм, минимальную шероховатость поверхности до 0,1 мкм и максимальную скорость подачи до 0,8 мм/мин.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1993 |
|
RU2047431C1 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2000 |
|
RU2195389C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2192942C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ (ВАРИАНТЫ) | 2010 |
|
RU2504460C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2002 |
|
RU2281838C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2008 |
|
RU2401184C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1995 |
|
RU2069126C1 |
Изобретение может быть использовано при изготовлении сложных фасонных поверхностей деталей машин и формообразующей оснастки (штампов, пресс-форм, литейных форм). Измеряют амплитудно-временную характеристику импульса и производят регулирование по форме импульса и сигналу, снимаемому с межэлектродного промежутка. При измерении амплитудно-временной характеристики импульса исключают его передний и задний фронты, вычитают из оставшейся части линейную функцию, построенную по координатам начальной и конечной точек, и дополняют полученную функцию слева и справа такой же функцией с ее симметричным поворотом относительно начальной и конечной точек. Сформированную периодическую функцию по известным правилам разлагают в ряд Фурье. Определяют показатель формы амплитудно-временной характеристики импульса, с учетом которого регулируют скорость подачи электрода-инструмента. Использование более чувствительного информационного сигнала позволяет повысить производительность, точность и качество обработки. 3 з.п.ф-лы, 1 ил.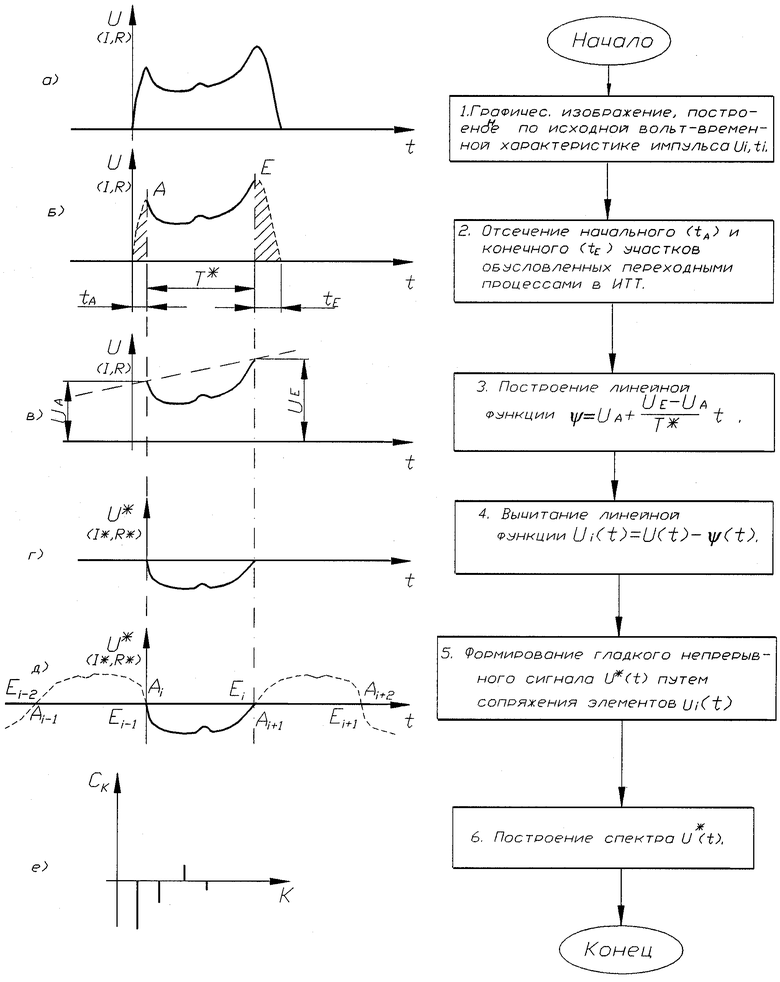
DU = Σi2|Ci|.
3. Способ по п. 1 или 2, отличающийся тем, что при вычислении показателя формы DU исключают слагаемые с номером i>5.
| Способ электрохимической обработки | 1977 |
|
SU717847A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ВЕЛИЧИНЫ МЕЖЭЛЕКТРОДНОГО | 0 |
|
SU335072A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1990 |
|
RU2038928C1 |
| US 4672161, 09.06.1987. | |||

