Изобретение относится к области прецизионной биполярной электрохимической обработки (ЭХО) металлов и сплавов и может быть использовано для получения сложно фасонных поверхностей деталей машин и формообразующей оснастки с высокой производительностью, точностью и качеством обработки.
Известно, что при электрохимической размерной обработке на поверхности электрода-инструмента (ЭИ) образуются катодные отложения, состоящие из гидратов и оксидов химических элементов, входящих в состав обрабатываемой детали (анода), которые существенно снижают точность обработки из-за изменения формы и размеров ЭИ, увеличивают электрическое сопротивление межэлектродного промежутка (МЭП), которое вызывает необходимость удаления этих катодных отложений с рабочей поверхности ЭИ, например с использованием анодного тока [Давыдов А.Д., Козак Е. Высокоскоростное электрохимическое формообразование. М.: Наука, 1990. 270 с.].
Недостатком данного способа является то, что не указаны пути, как исключить при этом растворение металлической поверхности ЭИ.
Известен способ удаления катодных отложений с рабочей поверхности ЭИ, например импульсами тока обратной полярности, когда ограничивают напряжение импульсов тока обратной полярности из условия отсутствия растворения рабочей поверхности электрода-инструмента, при этом в процессе обработки последовательно уменьшают напряжение каждого импульса обратной полярности в диапазоне от напряжения поляризации, определяемого в момент прекращения подачи импульса тока прямой полярности, до напряжения, при котором начинается растворение ЭИ [United States Patent, Patent Number 5833835, Nov. 10, 1998], который принят нами в качестве прототипа.
Недостатком данного способа является то, что при его осуществлении не проводят оперативного контроля условий, при каких происходит растворение катодных отложений, а при каких начинается растворение металлической поверхности ЭИ, т.е. не определены критерии оценки начала растрава катодной поверхности или косвенных параметров, по которым можно было контролировать момент начала растрава металла катодной поверхности.
Задачей настоящего изобретения, на решение которой направлено заявляемое техническое решение, является повышение точности и качества обработки путем сохранения исходной геометрической формы рабочей поверхности ЭИ за счет использования параметра, позволяющего осуществить надежный контроль момента начала растрава и практически исключить анодное растворение рабочей металлической поверхности ЭИ в периоды подачи импульсов тока обратной полярности.
Решение поставленной задачи достигается тем, в известном способе биполярной электрохимической обработки сталей и сплавов, в котором ограничивают амплитуду и длительность тока обратной полярности из условия отсутствия растворения рабочей поверхности электрода-инструмента, в отличие от прототипа определяют условие отсутствия растворения рабочей поверхности электрода-инструмента тем, что в процессе обработки при подаче импульсов тока (напряжения) обратной полярности в паузе между рабочими импульсами тока (напряжения) прямой полярности плавно увеличивают амплитуду импульса тока (напряжения) обратной полярности и следят за изменением формы импульса напряжения [тока, сопротивления] обратной полярности на рабочем зазоре, причем увеличение тока обратной полярности продолжают до тех пор, пока сохраняется линейное изменение формы импульса напряжения по длине импульса, и прекращают это увеличение при появлении нелинейности на импульсе напряжения обратной полярности, определяемой эмпирически из условия отсутствия растрава поверхности катода, при этом образование нелинейности на импульсе напряжения (тока) обратной полярности определяют по изменению величин коэффициентов низкочастотного спектра Фурье-разложения формы импульса напряжения обратной полярности, также контролируют минимальное значение амплитуды импульса напряжения обратной полярности для данной пары электродов, которое не должно достигать значения, когда начинается растворение материала катода, например значения не менее 1 В для пары электродов из 40Х13.
Предлагаемый способ биполярной электрохимической обработки сталей и сплавов позволяет повысить точность и качество формирования сложно фасонных поверхностей за счет исключения изменений геометрической формы обрабатываемой поверхности в результате надежного контроля и практического исключения анодного растворения рабочей поверхности ЭИ в периоды подачи импульсов тока обратной полярности.
В дальнейшем предлагаемое изобретение поясняется конкретными примерами его выполнения и чертежами, подтверждающими возможность его осуществления, на которых:
фиг.1 изображает согласно изобретению статическую вольтамперную характеристику МЭП экспериментальной ячейки для постоянного тока;
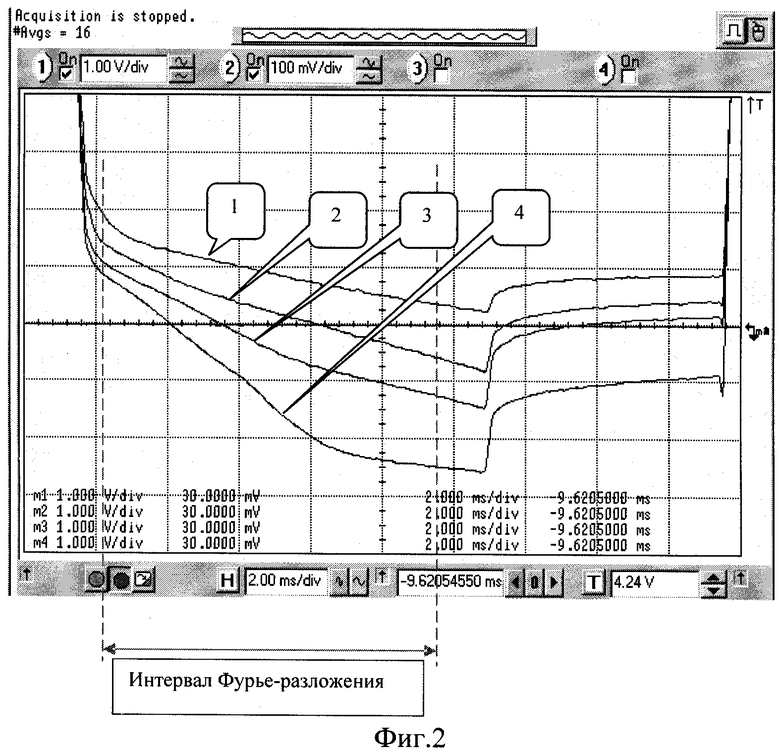
фиг.2 изображает согласно изобретению величину интервала для получения достоверного информационного сигнала при анализе коэффициентов спектра Фурье-разложения осциллограмм напряжения при различных токах обратной полярности;
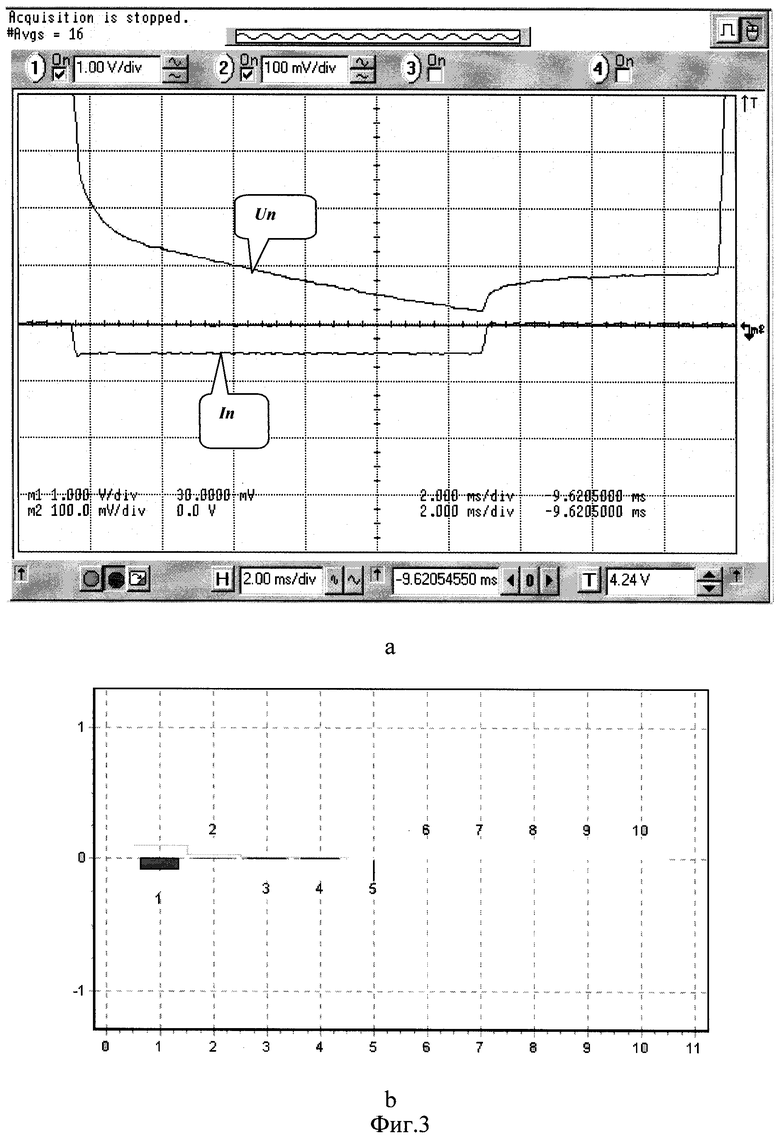
фиг.3 изображает согласно изобретению осциллограммы напряжения Un и тока In обратной полярности с линейным изменением формы импульсов (а) и соответствующий спектр Фурье-разложения (b);
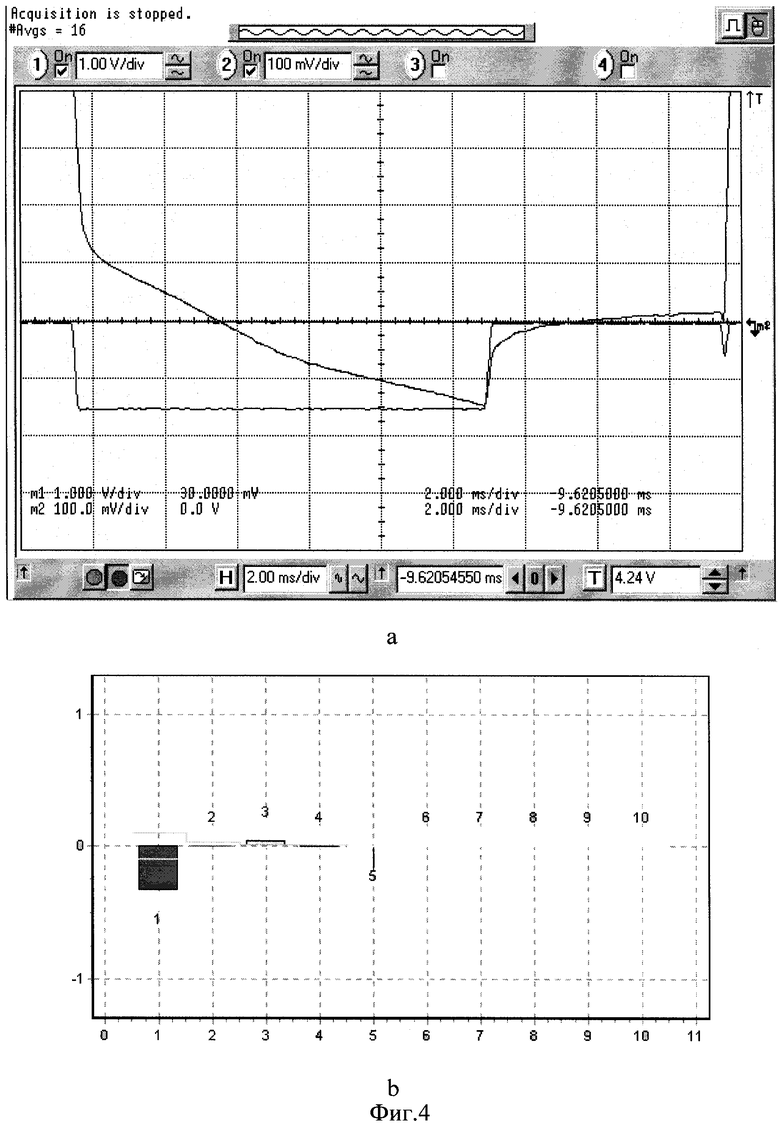
фиг.4 изображает согласно изобретению характерную осциллограмму с нелинейным изменением формы импульса напряжения Un(t) обратной полярности (а) и соответствующий спектр Фурье-разложения (b);
Сущность изобретения
При биполярной электрохимической обработке сталей и сплавов в моменты подачи импульсов тока (напряжения) обратной полярности рабочая поверхность электрода-инструмента становится анодом и под действием анодной поляризации металл ЭИ может растворяться. Однако при создании соответствующих условий металл ЭИ может превратиться в нерастворимый анод. Такое превращение растворимого анода в нерастворимый объясняется пассивацией поверхности вследствие анодной поляризации ЭИ в условиях применения пассивирующих электролитов, например водных растворов азотнокислого натрия. В этих условиях при увеличении амплитуды приложенного напряжения выше области равновесного или стационарного потенциалов металла ЭИ в положительную сторону протекание тока практически отсутствует, и в довольно широких пределах изменения потенциалов (до точки I) величина тока минимальна (Фиг.1), следовательно, и растворения рабочей поверхности не происходит. Эта область потенциалов отвечает пассивному состоянию поверхности металла ЭИ. Дальнейшее смещение потенциала в положительную сторону приводит к увеличению плотности тока из-за начала выделения кислорода (между точками I и II) с переходом (выше точки III) в область сначала растворения катодных отложений, затем и металлической поверхности ЭИ.
При проведении экспериментальных работ обнаружены характерные изменения формы импульса напряжения (тока) при подаче импульсов тока обратной полярности в паузе между импульсами напряжения прямой полярности при биполярной ЭХО (фиг.2).
Проведенные исследования показали, что увеличение импульса тока обратной полярности приводит к характерным изменениям формы импульса напряжения на рабочем промежутке и соответствующему изменению величин и знаков коэффициентов спектра Фурье-разложения формы импульса напряжения обратной полярности.
Анализ проведенных исследований показал, что при малых (фиг.3) обратных токах (In=0.5-1 А) при плотности тока 0,25-0,50 А/см2 форма анализируемой кривой импульса напряжения близка к линейной (фиг.2, кривые 1 и 2) и при этом отсутствует растворение поверхности ЭИ. При увеличении же обратного тока (фиг.4) выше In=1.5 А на форме кривой импульса напряжения наблюдается появление и увеличение кривизны (фиг.2, кривые 3 и 4), а на поверхности ЭИ следы анодного растворения. При этом спектры Фурье-разложения регистрируют появление и увеличение коэффициентов первой и выше гармоник (фиг.4b). Поэтому было предложено в качестве критерия оценки отсутствия или возникновения анодного растворения поверхности ЭИ использовать изменение формы импульса напряжения (тока) на рабочем зазоре при подаче импульса тока (напряжения) обратной полярности в паузе между импульсами напряжения (тока) прямой полярности.
Для проверки состояния поверхности катода в исследуемых зонах (фиг.2) были сделаны фотографии с применением обычного светового микроскопа (увеличение 50х и 500х) и электронного микроскопа (увеличение 10000х). Анализ фотографий показывает, что начиная со значений токов выше In=1 А, т.е. при плотности тока выше 0,5 А/см2 на поверхности ЭИ из материала 40Х13 появляется растрав поверхности в результате действия импульсов тока обратной полярности. Образование перегиба на импульсе напряжения можно коррелировать с перегибом кривой вольтамперной характеристики МЭП (фиг.1), начинающейся с точки I. Дальнейшее поведение этой кривой можно объяснить переходом поверхности в зону активации. Это подтверждается увеличивающимся растравом поверхности ЭИ при дальнейшем увеличении тока.
Таким образом, испытан на реальном процессе эффективный информативный сигнал, позволяющий непосредственно при осуществлении биполярной электрохимической обработки определить максимально допустимый ток (напряжение) обратной полярности, не вызывающий растрав рабочей поверхности электрода-инструмента. Таким сигналом является изменение формы импульсов обратной полярности, которые подают в паузе между импульсами прямой полярности при биполярной ЭХО. Отклонение формы импульса напряжения в заданных пределах, определяемых эмпирически, от линейной служит информативным сигналом о начале растрава рабочей поверхности ЭИ. Это отклонение регистрируется с помощью величин и знаков коэффициентов спектра Фурье-разложения формы импульса напряжения.
Это позволяет существенно повысить точность и качество обрабатываемой поверхности за счет сохранения первоначальной геометрической формы рабочей части ЭИ. Кроме того, значительно повышается долговечность работы ЭИ из-за исключения растрава поверхности ЭИ.
Пример конкретной реализации
Предлагаемый способ биполярной электрохимической обработки реализован на копировально-прошивочных станках моделей ЕСМ-1500 и ЕСМ-800. Обрабатываемый материал и материал ЭИ - сталь 40Х13. Площадь обработки - 2 см2. Прокачка электролита центральная. Состав электролита - 10% NaNO3. В процессе обработки напряжение на МЭП подавали импульсами униполярного и биполярного токов. Амплитуда импульсов напряжения прямой полярности равнялось 9 В. Длительность импульсов прямой полярности равнялась 2 мс. Давление электролита - 50кПа. В процессе обработки периодически подавали импульсы обратной полярности в паузе между импульсами прямой полярности. Длительность импульсов обратной полярности равнялась 10 мс. Частота колебания электродов равнялась 50 ГЦ. Амплитуда колебания электрода 0,2 мм и Smin=0,02 мм. Фаза нижнего положения ЭИ=ti/1,2; температура электролита в баке Tel=16-18 С°; скорость подачи при ЭХО V=0,07 мм/мин.
При проведении экспериментов наблюдали за изменением формы импульса напряжения обратной полярности. При появлении нелинейности на импульсе напряжения в заданных пределах, например до 5%, уменьшали амплитуду импульса тока обратной полярности до значения, при котором происходило линейное изменение импульса напряжения, и минимальное значение импульса напряжения не снижалось меньше 1 В и происходило надежное удаление катодных отложений без растрава рабочей поверхности ЭИ. В качестве источника тока обратной полярности использовался специальный прецизионный источник тока. Каждому характерному изменению формы импульса напряжения Un(t) соответствовало определенное состояние поверхности образца электрода-инструмента. Форма импульса напряжения Un(t) анализировалась с помощью величин и знаков коэффициентов спектра Фурье-разложения формы импульса напряжения.
Для получения достоверного информационного сигнала при этом в рассмотрение принимался интервал, исключающий переходные периоды переключения источников прямой и обратной полярности, например в течение 10 мс через 1 мс после подачи импульсов тока обратной полярности в паузе между импульсами прямой полярности.
Предлагаемый способ биполярной электрохимической обработки сталей и сплавов позволяет существенно повысить точность и качество обработки вследствие того, что он позволяет сохранить исходную геометрическую форму рабочей поверхности ЭИ и существенно повысить долговечность работы ЭИ.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2011 |
|
RU2465991C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТВЕРДЫХ WC-Co СПЛАВОВ | 2011 |
|
RU2465993C2 |
| СПОСОБ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2018 |
|
RU2707672C2 |
| СПОСОБ ДВУХСТАДИЙНОЙ ЭЛЕКТРОЭРОЗИОННО-ХИМИЧЕСКОЙ ПРОШИВКИ ОТВЕРСТИЙ МАЛОГО ДИАМЕТРА | 2023 |
|
RU2809818C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2004 |
|
RU2271905C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2010 |
|
RU2450897C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ ТИТАНА И ТИТАНОВЫХ СПЛАВОВ | 2003 |
|
RU2220031C1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБОТКИ | 1998 |
|
RU2188749C2 |
| СПОСОБ ИМПУЛЬСНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2010 |
|
RU2465992C2 |
| СПОСОБ, УСТРОЙСТВО, СИСТЕМА УПРАВЛЕНИЯ И КОМПЬЮТЕРНАЯ ПРОГРАММА ДЛЯ ВЫПОЛНЕНИЯ АВТОМАТИЧЕСКОГО УДАЛЕНИЯ КАТОДНЫХ ОТЛОЖЕНИЙ ВО ВРЕМЯ БИПОЛЯРНОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ | 2003 |
|
RU2313427C2 |
Способ может быть использован при получении сложных фасонных поверхностей деталей машин и формообразующей оснастки. Амплитуду и длительность импульса тока обратной полярности ограничивают из условия отсутствия растворения рабочей поверхности электрода-инструмента. Условие отсутствия растворения определяют тем, что в процессе обработки при подаче импульсов тока обратной полярности в паузе между рабочими импульсами тока прямой полярности плавно увеличивают амплитуду импульса тока обратной полярности и следят за изменением формы импульса напряжения обратной полярности на рабочем зазоре. Увеличение тока обратной полярности продолжают до тех пор, пока сохраняется линейное изменение формы импульса напряжения по длине импульса, и прекращают это увеличение при появлении нелинейности заданной величины на импульсе напряжения обратной полярности, определяемой эмпирически из условия отсутствия растрава поверхности катода. Способ позволяет повысить точность и качество формирования поверхностей. 2 з.п. ф-лы, 4 ил.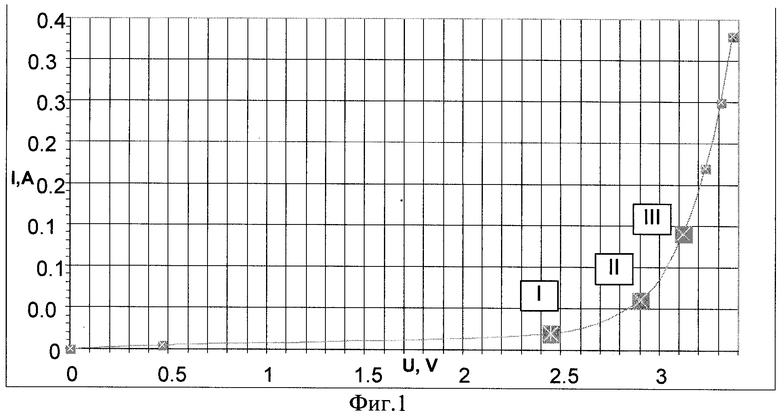
| US 5833835 А, 10.11.1998 | |||
| Устройство для электрохимического маркирования | 1989 |
|
SU1743742A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОЙ РАЗМЕРНОЙ ОБРАБО | 0 |
|
SU374136A1 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО ФОРМООБРАЗОВАНИЯ ЦИЛИНДРИЧЕСКИХ ДЕТАЛЕЙ С УБЫВАЮЩЕЙ ЗАВИСИМОСТЬЮ ВНЕШНЕГО ДИАМЕТРА ОТ ДЛИНЫ | 2000 |
|
RU2176579C2 |
| US 6402931 A, 11.06.2002. | |||

