Предлагаемое изобретение относится к электрометаллургии, в частности к конструкциям индукционных печей открытого типа, применяемых в производстве черных и цветных металлов и сплавов, в частности к печам небольшой мощности для плавки лома металлов.
Как правило, индукционные печи открытого типа представляют собой цилиндрический тигель, помещенный в полость соленоида-индуктора, питаемого переменным током и установленных на подине с возможностью поворота печи для слива металла.
Известна индукционная печь открытого типа, содержащая тигель, выполненный из огнеупорного материала на основе окиси кремния (SiO2), и индуктор, установленных на подине, систему охлаждения индуктора и привод наклона печи.
Особенностью тигля, выполненного из огнеупорного материала, является то, что главной составляющей кислых футеровочных материалов является окись кремния (SiO2), например:
- окись кремния (SiO2) - 93÷98%;
- примеси (Аl2О3 + Fе2O3 + MnO + TiO2) - 1÷3%;
- примеси (СаО + МgО + Na2O + K2O) - до 1%.
Примерно две трети общего количества футеровочной массы должно состоять из зерен размером 2-3 мм, остальное количество состоит из более мелких зерен.
Стойкость таких тиглей, изготовленных из кислых футеровочных материалов, доходит до 100 плавок и иногда выше.
Данное техническое решение принято за прототип (см. А.М.Вайнберг. Индукционные плавильные печи, Госэнергоиздат, г. Ленинград, 1960, стр. 178÷179, 192).
При всех достоинствах данной футеровки к ее недостаткам следует отнести относительно высокую стоимость окиси кремния и значительные затраты по ее подготовке по гранулометрическому составу.
Задачей данного предложения является снижение материальных и эксплуатационных затрат по обслуживанию индукционных печей.
Техническим результатом предложения является вовлечение дешевых отходов производства кремния для изготовления огнеупорной футеровки тиглей.
Вышеуказанный технический результат достигается тем, что в индукционной печи открытого типа для плавки лома металлов, содержащей тигель, выполненный из огнеупорной массы на основе окиси кремния, и индуктор, установленных на подине, систему охлаждения, привод наклона печи, огнеупорная масса тигля выполнена из пыли газоочистки - отходов производства кремния крупностью не более 1 мм, кроме того, индукционная печь снабжена сводом шарнирно и с зазором, установленным относительно тигля, причем свод со стороны тигля снабжен осадителем шихты, при этом осадитель шихты может быть выполнен в виде крестовины или в виде решетки, кроме того, в индукционной печи между индуктором и тиглем может быть установлена металлическая немагнитная обечайка, выполненная, например, из алюминия или его сплавов.
Под отходами производства кремния понимается пыль газоочистки кремния крупностью не более 1 мм.
Химический состав пыли газоочистки производства кремния, %: SiO2 - 92÷95; Аl2О3 - 0,6÷1,0; CaO - 0,8÷1,0; МgО - 0,19÷0,3; Fе2О3 - 0,27÷1,0; С - 3,14÷4,7.
Данные отходы являются бросовым материалом, которые сбрасывались и сбрасываются на шламовые поля, количество которых составляет значительную величину.
Испытания показали их реальную пригодность для изготовления огнеупорной футеровки тиглей.
Сравнение предлагаемой конструкции индукционной печи с прототипом показывает, что она отличается от прототипа:
- выполнением огнеупорного тигля из пыли газоочистки - отходов производства кремния;
- снабжением индукционной печи сводом шарнирно и с зазором, установленным относительно тигля, в котором свод со стороны тигля снабжен осадителем шихты;
- выполнением осадителя печи, например, в виде крестовины или в виде решетки;
- установкой между индуктором и тиглем немагнитной обечайки, выполненной, например, из алюминия или его сплавов.
Из этого следует, что данное техническое решение обладает новизной.
Сравнение предлагаемой конструкции индукционной печи не только с прототипом, но и другими известными решениями показывает что:
- известно использование сводов шарнирно и с зазором, установленных относительно тигля (см. А.М.Вайнберг. Индукционные плавильные печи, Ленинград, 1960, стр. 181).
Однако неизвестно использование осадителя шихты, закрепленного на своде со стороны тигля;
- известно использование между индуктором и тиглем немагнитной обечайки (см. А.М.Вайнберг. Индукционные плавильные печи, Ленинград, 1960, стр. 195, рис.10-2б).
Совокупность признаков как известных заявляемых в ограничительной части формулы, так и неизвестных, а именно:
- использование отходов производства кремния - пыли газоочистки в качестве огнеупорных материалов;
- осадителя шихты, установленного на своде со стороны тигля позволяет достичь технико-экономический результат более высокого уровня по сравнению с известными;
- снизить стоимость футеровочных материалов;
- простым способом механизировать осадку в расплав заваливаемой в тигель шихты, снижая трудозатраты и обеспечивая безопасность рабочего персонала;
- снизить энергозатраты на плавки и тем самым сделать вывод о соответствии технического решения изобретательскому уровню.
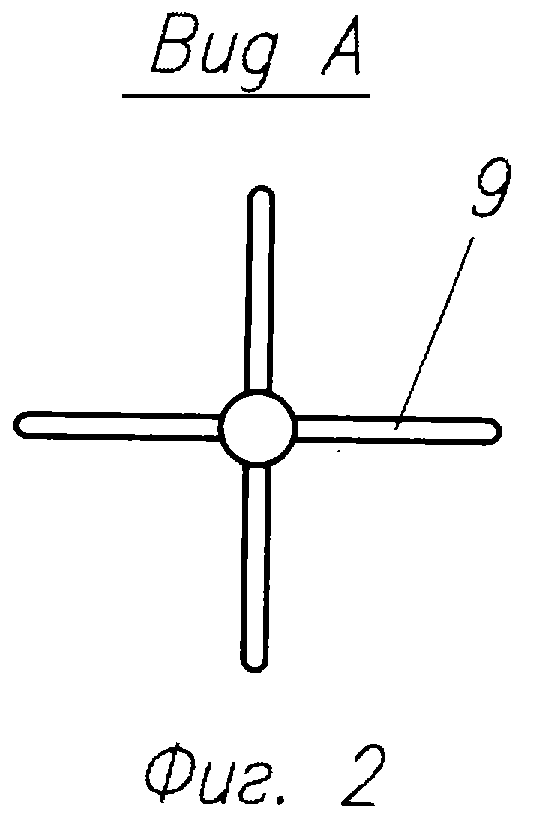
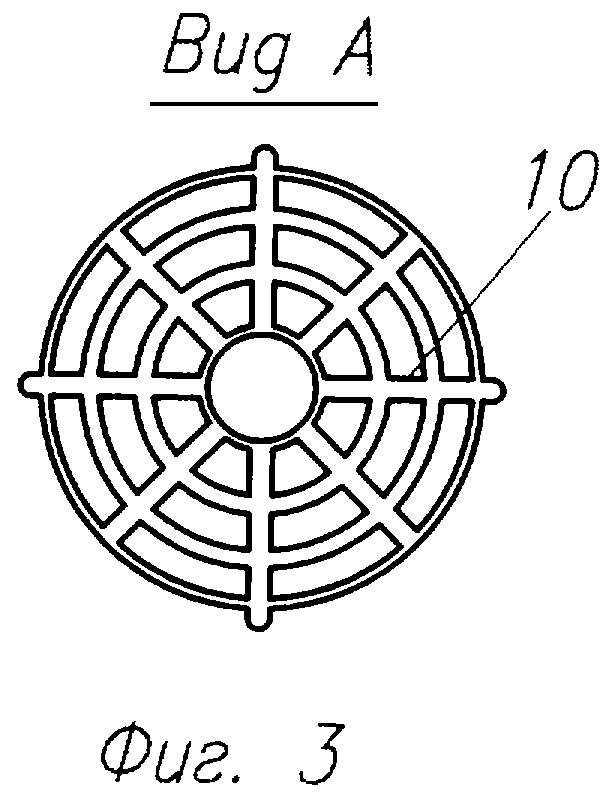
Техническая сущность поясняется фиг. 1, на которой показан общий вид индукционной печи, на фиг.2 и 3 - варианты выполнения осадителя шихты.
Индукционная печь открытого типа включает в себя многовитковый плавильный индуктор 1, расположенный вокруг огнеупорного тигля 2, выполненного из пыли газоочистки - отходов производства кремния, металлической немагнитной обечайки 3, сливного устройства 4, привода 5 наклона печи, свода 6 при помощи шарнира 7, установленного с зазором относительно тигля. Свод печи со стороны тигля снабжен осадителем 8 шихты, выполненным, например, в виде крестовины 9 или решетки 10.
Все элементы печи установлены на подине 11. Индуктор печи снабжен системой охлаждения, на фиг.1 не показан.
Индукционная печь работает следующим образом.
В связи с тем, что плавка шихтовых материалов, особенно металлолома, в небольших печах длится в пределах 1-1,5 часа, футеровка тигля 2 испытывает знакопеременные температурные нагрузки, в результате чего после ~100 плавок и более футеровка тигля 2 разрушается. Необходима ее замена.
При всех достоинствах известной индукционной печи тигля с кислой футеровкой на основе кремния предлагаемая огнеупорная футеровка тигля более дешевая ~ в 10-15 раз.
Для загрузки тигля 2 шихтой свод 6 поворачивают относительно шарнира 7 в сторону. После его загрузки свод 6 устанавливают в рабочее положение, в результате чего осадитель 8 под действием веса свода 6 оказывает поддавливающее действие на шихту. Под воздействием индуктора 1 шихта в тигле 2 постепенно расплавляется, образуя расплав. Под действием осадителя 8 шихта с верхнего горизонта перемещается вниз. Таким образом, предотвращается зависание шихты.
После расплавления всего объема шихты индуктор 1 выключают и расплав выливают через сливное устройство 4 путем наклона печи при помощи привода 5.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ | 2017 |
|
RU2661368C1 |
| СПОСОБ ИНДУКЦИОННОГО ПЕРЕПЛАВА ФЕРРОМАРГАНЦА | 2018 |
|
RU2693886C1 |
| Газовая тигельная печь | 2019 |
|
RU2717752C1 |
| ШАХТНАЯ ПЛАВИЛЬНАЯ ПЕЧЬ | 1968 |
|
SU206607A1 |
| ИНДУКЦИОННАЯ ТИГЕЛЬНАЯ ПЕЧЬ-ТЕРМОС | 2001 |
|
RU2213311C2 |
| СПОСОБ ПЕРЕРАБОТКИ МЕТАЛЛИЧЕСКИХ РАДИОАКТИВНЫХ ОТХОДОВ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2345141C1 |
| Газовая тигельная печь | 2020 |
|
RU2754257C1 |
| ИНДУКЦИОННАЯ ПЕЧЬ | 1994 |
|
RU2092761C1 |
| ПЛАВИЛЬНЫЙ АГРЕГАТ | 2001 |
|
RU2207476C2 |
| Двухванная отражательная печь с копильником для переплава алюминиевого лома | 2019 |
|
RU2699876C1 |
Изобретение относится к электрометаллургии, в частности к индукционным печам открытого типа, используемым в производстве черных и цветных металлов, в частности к печам небольшой мощности для плавки лома металлов. Индукционная печь содержит тигель, выполненный из огнеупорной массы на основе окиси кремния, индуктор, систему охлаждения, привод наклона печи. В качестве огнеупорной массы используют пыль газоочистки от производства кремния крупностью не более 1 мм. Изобретение позволяет использовать дешевые отходы производства кремния для изготовления огнеупорной футеровки тиглей. 4 з.п. ф-лы, 3 ил.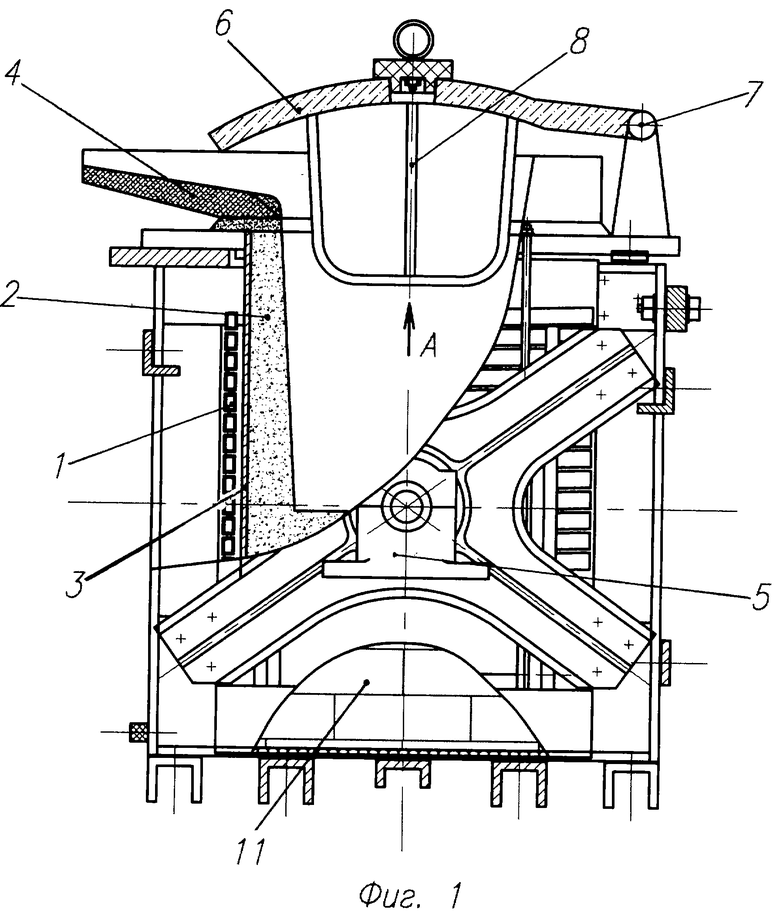
| ВАЙНБЕРГ А.М | |||
| Индукционные плавильные печи | |||
| - Л.: Госэнергоиздат, 1960, с | |||
| Способ получения кодеина | 1922 |
|
SU178A1 |
| Шаблон для изготовления набивных тиглей | 1974 |
|
SU526756A1 |
| Плавильный тигель | 1974 |
|
SU541082A1 |
| Футеровка плавильной печи | 1975 |
|
SU883636A1 |
| Способ защиты футеровки канальной индукционной печи | 1979 |
|
SU779792A1 |
| GB 1208708, 14.10.1970 | |||
| Способ изготовления точных труб и профилей из труднодеформируемых металлов и сплавов | 1988 |
|
SU1540886A1 |
| US 3734480, 22.05.1973 | |||
| Устройство для натяжения гусеничной цепи | 1977 |
|
SU639749A1 |

