Изобретение относится к обработке металлов давлением и может быть использовано для получения точных труб и профилей из труднодеформируемых металлов и сплавов.
Целью изобретения является повышение стойкости твердосплавных вставок.
Способ осуществляется следующим образомо
Полую заготовку из труднодеформируемого металла, внутренний диаметр
которой выполнен больше наружного диаметра твердосплавной вставки, нагревают в проходной индукционной пе- чио Перед прессованием на поверхность нагретой заготовки обкаткой наносят стеклосмазку„ Прессование полой заготовки на готовый размер производят на гидравлическом прессе через матрицу с размещенной в ней твердосплавной вставкой. Готовое изделие (труба, пруток и т.По) подвергают термообработке с целью придания ей требуемых
сп
4 О 00 00 ОЭ
механических свойств, после чего производят правку.
При этом внутренний диаметр заготовки выполняют больше наружного ди- аметра твердосплавной вставки на 2- 43%, а скорость истечения деформируемого металла составляет 8-14 м/с
Прессование на гидравлических прессах полой заготовки, внутренний ди- аметр которой выполнен больше наружного диаметра вставки менее, чем на 2% приводил к хрупкому разрушению вставок. Выполнение внутреннего диаметра заготовки больше наружного ди- аметра вставки более, чем на 43% практически нецелесообразно, так как приводит к потере металла из-за повышения удельного веса пресс-остатка0
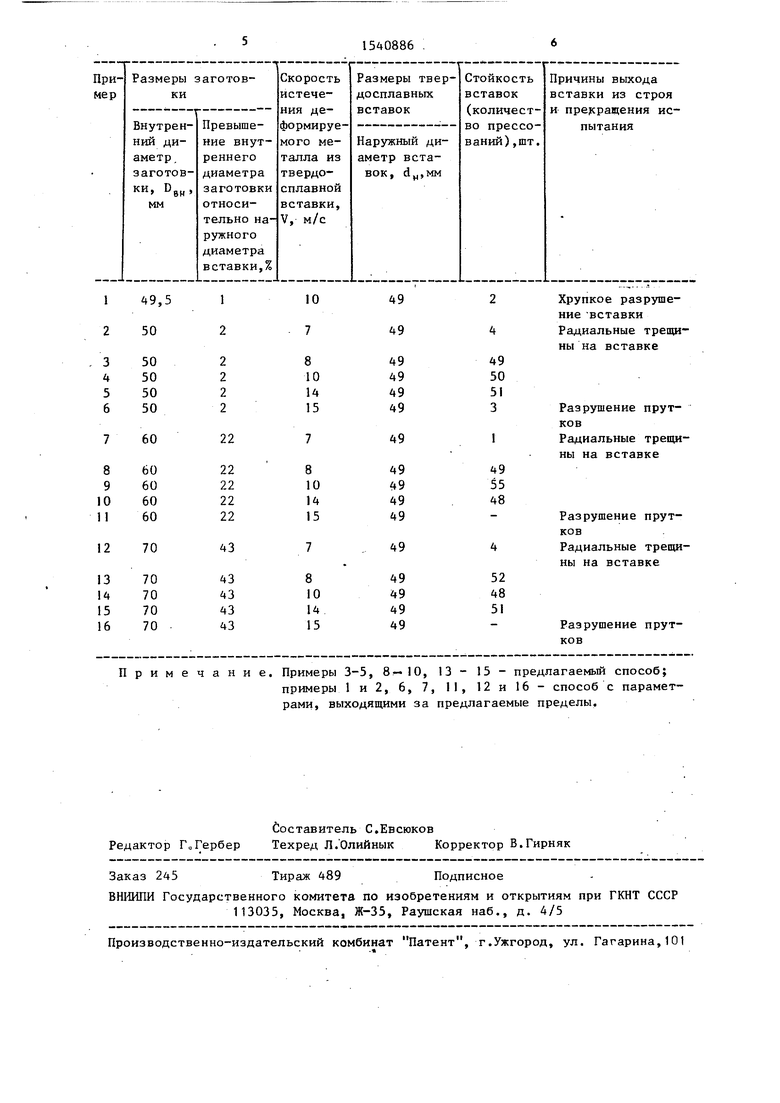
Если скорость истечения деформи- руемого металла из внутреннего диаметра вставки меньше 8 м/с, то на вставках появлялись радиальные трещины, а если скорость истечения более 14 м/с - это приводило к перегре- ву металла в очаге деформации выше температурного интервала максимальной пластичности и разрушению труб и профилей. Результаты испытаний приведены в таблице.
Пример. Прессование прутков диаметром 25 мм производили на горизонтальном гидравлическом прессе усилием 2000 тс из контейнера диаметром 155 мм через матрицу с размещенной в ней твердосплавной калибрующей вставкой. Вставки изготавливались из сплава марки ВК-10, наружным диамет
0
5
ром 49 мм. и внутренним 25 мм и запрессовывались в матрицу из стали 4Х5В2ФС с натягом 0,1-0,3 мм„
Скорость истечения деформируемого металла из твердосплавной вставки составляла 10 м/с
Изготовленные на готовый размер мм биметаллические прутки подвергали термообработке по режиму: нагрев до 800°С, выдержка 5 ч, охлаждение до 720°С со скоростью 10 град/ч8 выдержка 2ч, охлаждение до 550°С со скоростью 10 град/ч, после чего производили правку на машине .
Стойкость вставок (количество прессования) определяли путем визуального осмотра их и отбором образцов прутков для измерения наружного диаметра, характеризующего также стойкость вставок о Формула изобретения
Способ изготовления точных труб и профилей из труднодеформируемых M«J таллов и сплавов, включающий горячее прессование полой заготовки через матрицу с одновременным калиброванием ее в твердосплавной вставке, размещенной в матрице, отличающийся тем, что, с целью повышения стойкости твердосплавных вставок, внутренний диаметр заготовки выполняют больше наружного диаметра твердосплавной вставки на 2-43%, а скорость истечения деформируемого металла составляет 8 - 14 м/с.
Примечание. Примеры 3-5, 8-10, 13 - 15 - предлагаемый способ;
примеры 1 и 2, 6, 7, 11, 12 и 16 - способ с параметрами, выходящими за предлагаемые пределы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления труб изТРудНОдЕфОРМиРуЕМыХ СплАВОВ | 1979 |
|
SU845929A1 |
| Смазочная шайба для горячего прессования изделий | 1983 |
|
SU1158270A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРУТКОВОЙ ЗАГОТОВКИ | 2011 |
|
RU2478013C1 |
| СПОСОБ ПОЛУЧЕНИЯ МЕТАЛЛИЧЕСКИХ ИЗДЕЛИЙ ПОЛОГО ПРОФИЛЯ | 2012 |
|
RU2509617C1 |
| МАТРИЦА ДЛЯ ПРЕССОВАНИЯ ИЗДЕЛИЙ (ВАРИАНТЫ) | 1995 |
|
RU2092259C1 |
| СБОРНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ В РЕЖИМЕ ГИДРОДИНАМИЧЕСКОГО ТРЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2434700C2 |
| ТВЕРДОСПЛАВНАЯ ВОЛОКА ДЛЯ ВОЛОЧЕНИЯ ИЗДЕЛИЙ ИЗ ТРУДНОДЕФОРМИРУЕМЫХ СПЛАВОВ | 2009 |
|
RU2400320C1 |
| СПОСОБ ПРЕССОВАНИЯ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2329108C2 |
| СПОСОБ ПРЕССОВАНИЯ ПРОФИЛЕЙ И МАТРИЦА ДЛЯ РЕАЛИЗАЦИИ ДАННОГО СПОСОБА | 2006 |
|
RU2352417C2 |
| Способ изготовления изделий из труднодеформируемых материалов | 1981 |
|
SU1159669A1 |
Изобретение относится к обработке металлов давлением и может быть использовано для получения точных труб и профилей из труднодеформируемых металлов и сплавов. Цель изобретения - повышение стойкости твердосплавных вставок. Полую заготовку из труднодеформируемого металла, внутренний диаметр которой больше наружного диаметра твердосплавной вставки на 2-43%, прессуют со скоростью истечения деформируемого металла 8 - 14 м/с. Это позволяет исключить динамический удар с повышенным начальным кратковременным удельным давлением в зоне рабочего конуса вставки в начальный момент прессования, а также длительный контакт нагретого до высоких температур металла с матричной вставкой. 1 табл.
