Изобретение относится к области переработки высококонцентрированных полидисперсных материалов с повышенной вязкостью методом проходного прессования и может быть использовано в различных отраслях промышленности, например в химической (производство катализаторов, сорбентов и т.д.), пищевой и других.
Известен гранулирующий шнековый пресс (см. а. с. СССР 363593, БИ 4, 1973). Пресс предназначен для гранулирования материалов с повышенной вязкостью и включает в себя корпус с рубашкой, шнек и тонкостенный формующий перфорированный диск. Гранулирующий шнековый пресс обладает рядом недостатков, к числу которых относятся: при наличии тонкостенного формующего перфорированного диска усиливается влияние пульсаций на формование массы, что вызывает неоднородность структуры, особенно в случае катализаторных масс, для которых основное формирование структуры катализатора происходит на стадии прохождения катализаторной массы через каналы формующего перфорированного диска. Другим недостатком известной конструкции гранулирующего шнекового пресса является наличие "мертвых" зон перед формующей головкой, что повышает давление формования. Возрастание давления обусловлено увеличением фактического сопротивления каналов за счет уменьшения "живого" сечения этих каналов, возникающее вследствие противотока массы в застойных зонах.
Наиболее близким по своей технической сущности к предлагаемому изобретению является гранулирующий шнековый пресс (а.с. СССР 1726256 В 28 В 3/22, 1991) для переработки высококонцентрированных полидисперсных материалов методом проходного прессования, в частности формования гранул из катализаторных паст, который и выбран за прототип.
Гранулирующий шнековый пресс состоит из корпуса, шнека и многоканального пресс-инструмента. На внутренней обращенной к потоку массы стороне пресс-инструмента формирующие каналы имеют сужающиеся заходные части, пересечения которых полностью исключают "мертвые зоны" между каналами, образуя при этом новую поверхность сложной конфигурации в виде совокупности граничащих между собой многоугольных ячеек с острыми вогнутыми непрерывными кромками.
Формуемая масса, перемещаемая в корпусе гранулирующего шнекового пресса шнеком из зоны загрузки к многоканальному пресс-инструменту, натекает на острые вогнутые непрерывные кромки многоканальных ячеек, разрезается на локальные потоки, равномерно заполняет сужающиеся заходные части формующих каналов, перемешиваясь при этом за счет сдвига, и плавно переходит в цилиндрические части каналов, где и завершается процесс формования.
Недостаток гранулирующего шнекового пресса следующий: присутствует разброс длин гранул на фазе резки шнуров при выходе из многоканального пресс-инструмента. Это обусловлено тем, что при выходе из каналов шнека в предматричную зону (зона перед многоканальным пресс-инструментом) часть потока массы попадает в "мертвые" зоны, расположенные по периферии между корпусом гранулирующего шнекового пресса и многоканальным пресс-инструментом, и заполняет ее, что приводит к изменению коэффициента трения формуемой массы (масса по массе), создает неравномерное давление в заходных конусных частях периферийных каналов многоканального пресс-инструмента, приводящее к неравномерности распределения пористости гранулята, выходящего по периферии многоканального пресс-инструмента, нарушает однородность по линейным размерам гранулята, уменьшает производительность гранулирующего шнекового пресса.
Задачей настоящего изобретения является исключение "мертвых" зон, расположенных по периферии между корпусом гранулирующего шнекового пресса и многоканальным пресс-инструментом.
Поставленная задача решается путем изготовления сужающихся заходных частей периферийных формующих каналов, образующих сложную геометрическую поверхность по границе "мертвых" зон, расположенных между корпусом гранулирующего шнекового пресса и многоканальным пресс-инструментом, получаемую сочетанием последовательно чередующихся поверхностей цилиндрической, коническо-цилиндрической, конической, при этом число чередований (циклов) геометрических поверхностей различных видов четное, и, как следствие этого, возможность получения более равномерного по пористости и однородного по линейным размерам гранулята. При этом пересечения сужающихся заходных частей формующих каналов, полностью исключая "мертвые" зоны между формующими каналами, сохраняют поверхность сложной геометрической конфигурации в виде совокупности граничащих между собой многоканальных ячеек с острыми вогнутыми непрерывными кромками.
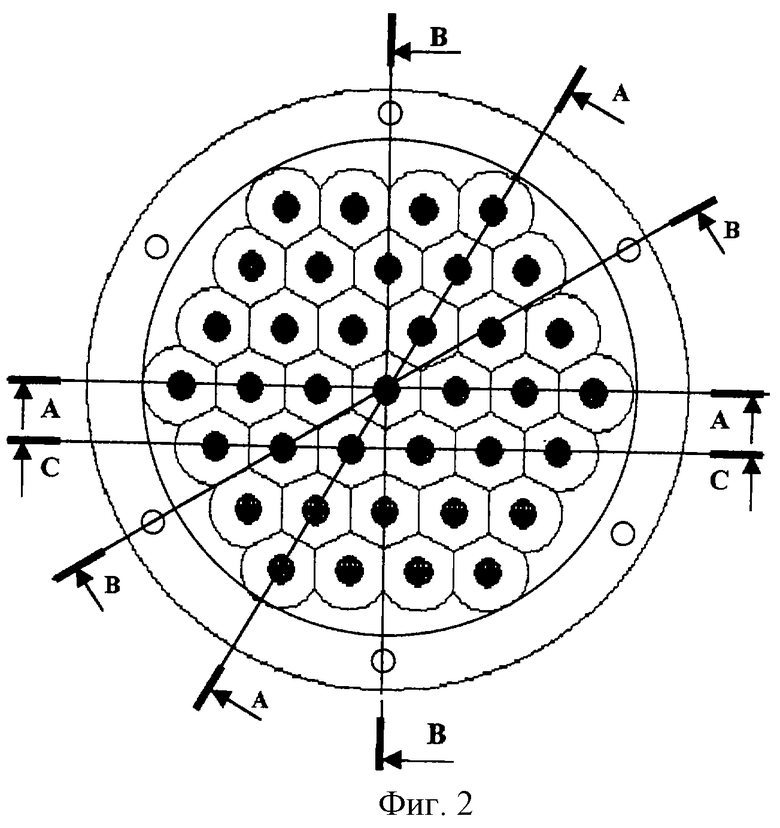
Гранулирующий шнековый пресс (фиг. 1) состоит из корпуса 1, шнека 2, многоканального пресс-инструмента 3. На фиг.2 представлен многоканальный пресс-инструмент 3 (вид сверху), на котором выполнены разрезы АА, ВВ, СС.
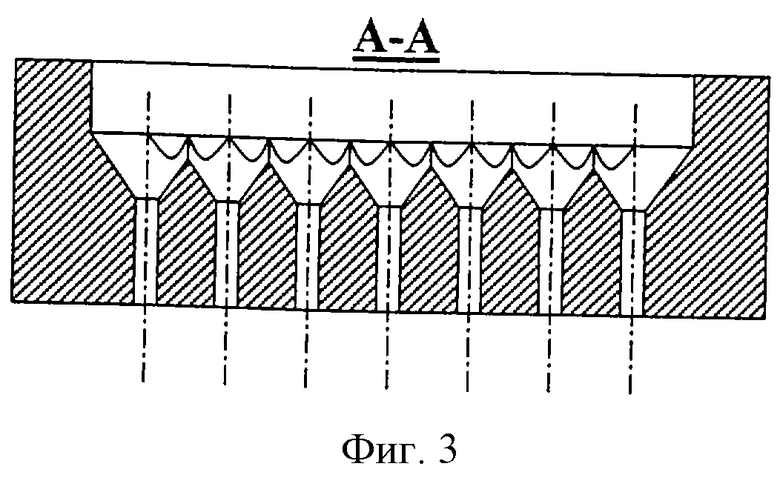
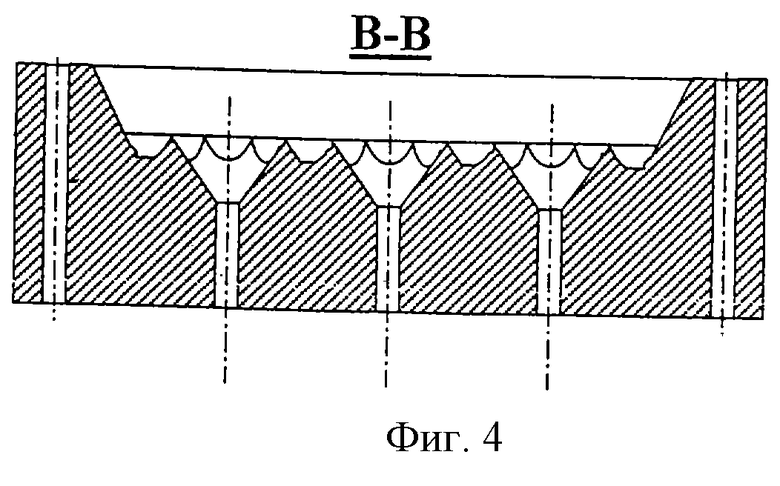
Фиг. 3 (разрез АА), фиг. 4 (разрез ВВ), фиг.5 (разрез СС) показывают расположение в углублении многоканального пресс-инструмента заходных частей формующих каналов. На внутренней обращенной к потоку массы стороне многоканального пресс-инструмента 3 изготовлены сужающиеся заходные части периферийных формующих каналов, образуя поверхность сложной геометрической конфигурации по границе "мертвых" зон, расположенных между корпусом гранулирующего шнекового пресса и многоканальным пресс-инструментом.
По границе "мертвых зон" в переходной части между внутренней поверхностью корпуса шнекового пресса и многоканальной пресс-матрицей сужающиеся заходные части периферийных формующих каналов образуют поверхность сложной гометрической формы, представляющей собой чередование элементов цилиндрической формы (сечение А-А, фиг.3), конической (сечение В-В, фиг.4), коническо-цилиндрической (сечение С-С, фиг.5). Если взять фиг. 2, на которой представлен многоканальный пресс-инструмент 3 - вид сверху, и сделать дополнительные сечения - разрезы, то можно отметить следующую закономерность: перемещение в любую сторону разреза А-А относительно центра пресс-матрицы (вид-сверху) на 60o приводит к смене вида поверхности в такой последовательности: "цилиндрическая" (разрез А-А) - "коническо-цилиндрическая" (разрез С-С) - "коническая" (разрез В-В) - "коническо-цилиндрическая" (разрез С-С) - "цилиндрическая" (разрез А-А). Можно наблюдать таких шесть циклов в смене вида поверхности. В зависимости от взаимного расположения отверстий сужающихся заходных частей формующих каналов многогоканального пресс-инструмента число циклов в смене вида поверхности может быть различным: четыре, шесть, восемь и т.д., но всегда четным.
Устройство работает следующим образом.
Формуемая масса перемещается в корпусе пресса 1 (фиг.1) шнеком 2 из зоны загрузки к многоканальному пресс-инструменту 3. При выходе из каналов шнека 2 в предматричную зону поток массы закручивается вращающейся винтовой ребордой шнека и направляется на многоканальный пресс-инструмент 3. Формуемая масса скользит по внутренней поверхности корпуса гранулирующего пресс-шнека, натекает вначале на углубление, расположенное по поверхности периферийной части многоканального пресс-инструмента, в котором сужающиеся заходные части периферийных формующих каналов образуют сложную геометрическую поверхность, получаемую сочетанием последовательно чередующихся поверхностей цилиндрической, коническо-цилиндрической, конической, а затем поверхность сложной конфигурации, представляющая собой совокупность граничащих между собой многоугольных ячеек с острыми вогнутыми непрерывными кромками, разрезается на локальные потоки, равномерно заполняет конусные заходные части периферийных формующих каналов и другие конусные заходные части формующих каналов, плавно переходя в цилиндрические части формующих каналов, где и происходит процесс формования. Из-за практически полного исключения "мертвых" зон между корпусом гранулирующего шнекового пресса и многоканальным пресс-инструментом создается равномерное давление по всей периферии в заходных частях формующих каналов, уменьшается трение массы, что приводит к уменьшению величины давления в формующих каналах и, в конечном итоге, к лучшему выравниванию скоростей выхода шнуров из отверстий многоканального пресс-инструмента. Это дает возможность получить более равномерный по пористости гранулят, более однородный по линейным размерам гранулят на фазе резки, что приводит к повышению потребительских свойств и улучшению товарного вида продукта. Сравнение линейных размеров гранул, полученных с помощью предлагаемого гранулирующего шнекового пресса и выбранного в качестве прототипа показывает, что для предлагаемого гранулирующего шнекового пресса стабилизация линейных размеров гранулята повышается до 25%.
Геометрические параметры многоканального пресс-инструмента: угол и поверхность углубления, образующего сложную геометрическую поверхность, получаемую сочетанием последовательно чередующихся поверхностей цилиндрической, коническо-цилиндрической, конической и исключающего мертвые зоны между корпусом гранулирующего шнекового корпуса и многоканальным пресс-инструментом, общая длина формующих каналов, их количество, взаимное расположение, длина и форма сужающихся заходных частей формующих каналов, определяются физико-механическими свойствами формуемой массы, конструкцией шнекового пресса и режимами формования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2012 |
|
RU2510745C2 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 1995 |
|
RU2079405C1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2014 |
|
RU2600763C2 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 1996 |
|
RU2092318C1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 1997 |
|
RU2122495C1 |
| Гранулирующий шнековый пресс для высококонцентрированных полидисперсных материалов | 1989 |
|
SU1726256A1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС ДЛЯ ФОРМОВАНИЯ КАТАЛИЗАТОРНЫХ ПАСТ | 2012 |
|
RU2503537C1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2012 |
|
RU2516659C2 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2014 |
|
RU2601004C2 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТВЕРДОГО ТОПЛИВА | 2011 |
|
RU2475521C1 |

Изобретение относится к области переработки высококонцентрированных полидисперсных материалов с повышенной вязкостью методом проходного прессования и может быть использовано в различных отраслях промышленности, например химической, пищевой и других. Пресс включает корпус, шнек и многоканальный пресс-инструмент. На внутренней поверхности пресс-инструмента, обращенной к потоку массы, изготовлены формующие каналы с сужающимися заходными частями. Сужающиеся заходные части периферийных формующих каналов, расположенные в углублении многоканального пресс-инструмента в переходной части между внутренней поверхностью корпуса и многоканальным пресс-инструментом, образуют сложную геометрическую поверхность. Указанную поверхность получают сочетанием последовательно чередующихся поверхностей: цилиндрической, коническо-цилиндрической и конической. Изобретение позволяет исключить мертвые зоны, расположенные по периферии между корпусом пресса и многоканальным пресс-инструментом. 1 з.п.ф-лы, 5 ил.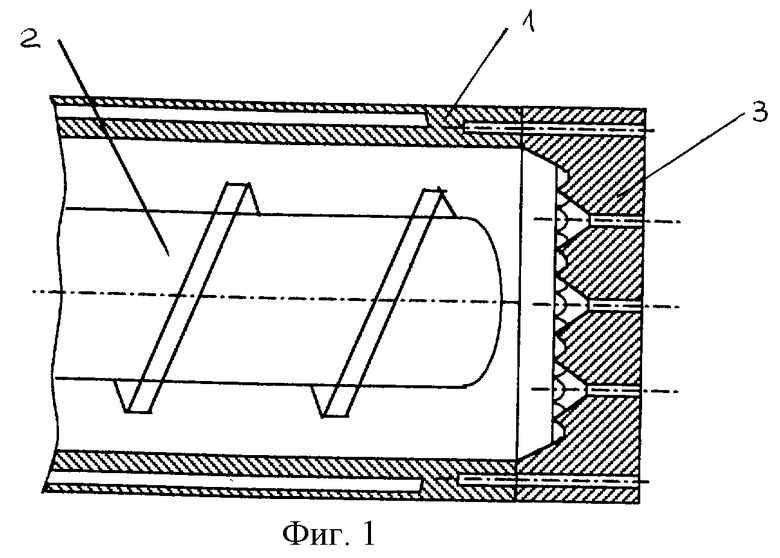
| Гранулирующий шнековый пресс для высококонцентрированных полидисперсных материалов | 1989 |
|
SU1726256A1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 1995 |
|
RU2079405C1 |
| US 4187067 А, 05.02.1980 | |||
| РЕГУЛИРУЕМЫЙ ЭЛЕКТРОПРИВОД ПЕРЕМЕННОГО ТОКА | 2016 |
|
RU2629009C2 |
| DE 4036196 A1, 21.05.1992 | |||
| Способ фазовой радиотелеметрии | 1961 |
|
SU151390A1 |

