Предлагаемое изобретение относится к области переработки методом проходного прессования высококонцентрированных полидисперсных композиций, в том числе трехфазных, с повышенной вязкостью, ограниченным запасом сдвиговой прочности, низкой адгезионной способностью, и может быть использовано в различных отраслях промышленности, например в химической (производство катализаторов, сорбентов и т.д.), пищевой (производство полупродуктов, сухих концентратов и т.д.), сельскохозяйственной (производство комбикормов, гранулированных удобрений, макрокапсулированных семян и т.д), деревоперерабатывающей, строительных материалов, машиностроении и других.
Известны гранулирующие шнековые пресс для формования высококонцентрированных полидисперсных материалов с повышенной вязкостью методом проходного прессования, близкие к заявляемому по своей технической сущности: SU 363593 (кл. B28B 3/22, опубл. 05.03.1973, Б.И. №4) (D1), а также (см. Шенкель Г. Шнековые прессы для пластмасс. Л., 1962, с. 65) (D2).
Каждый из указанных прессов включает корпус, шнек и многоканальный пресс-инструмент. Перемещение формуемой массы, обладающей повышенной вязкостью, ограниченным запасом сдвиговой прочности и низкой адгезионной способностью, шнеком из зоны загрузки к пресс-инструменту возможно только потому, что формуемая масса удерживается от проворота вместе со шнеком рифами на корпусе пресса.
Недостатком известных гранулирующих шнековых прессов (D1, D2) является низкая удерживающая способность рифов на корпусе при формовании массы с ограниченным запасом сдвиговой прочности и низкой адгезионной способностью, для которой возможен проворот массы вместе со шнеком, называемый срывом массы с рифов или потерей устойчивости процесса формования.
Наиболее близким по своей технической сущности и достигаемому результату к заявляемому является гранулирующий шнековый пресс для переработки методом проходного прессования высококонцентрированных полидисперсных композиций с повышенной вязкостью, ограниченным запасом сдвиговой прочности и низкой адгезионной способностью, выбранный в качестве прототипа: RU 2092318 С1, 10.10.1997 (D3).
Гранулирующий шнековый пресс (D3) состоит из корпуса, втулки корпуса, шнека и многоканального пресс-инструмента. На внутренней поверхности втулки корпуса выполнены винтовые рифы с периодически изменяющимся поперечным сечением произвольной формы.
Недостатки известного гранулирующего шнекового пресса (D3) (прототипа) следующие: относительно низкая удерживающая способность массы на рифах за счет малой площади контакта массы в рифе и острых углов рифа, являющихся концентраторами напряжений сдвига массы в аксиальном зазоре: реборда шнека - риф, а также необходимость замены рифленой втулки корпуса для различных по составу и физико-механическим свойствам полидисперсных композиций.
Техническим результатом, на достижение которого направлена заявляемая конструкция гранулирующего шнекового пресса, является увеличение удерживающей способности рифов, что ведет к уменьшению количества вынужденных остановов пресса из-за срыва массы с рифов и позволяет таким образом повысить среднюю производительность гранулирующего шнекового пресса, снизить прямые потери сырья и энергии, а также расширить допустимый интервал перерабатываемости различных по составу и физико-механическим свойствам дисперсных композиций на том же прессе.
Указанный технический результат достигается изготовлением втулки, на внутренней поверхности которой выполнены рифы сноповидной формы с широким трапециевидным основанием на дне рифа и наружной расширяющейся частью со скругленными боковыми стенками и регулируемым радиусом сопряжения, в рифах размещены съемные упругие вкладыши, изготовленные без полостей, однополостные или многополостные с постоянной или переменной площадью сечения полостей в поперечном и/или в продольном направлении. Широкий набор комплектов съемных упругих вкладышей по конструкции, виду материала, его твердости и упругости позволяет значительно расширить допустимый интервал формуемости различных по составу и физико-механическим свойствам перерабатываемых полидисперсных композиций, а также снизить все виды затрат: временных, трудовых и денежных средств при оперативной замене упругих вкладышей без замены рифленой втулки при обслуживании и переналадке пресса для формования различных композиций.
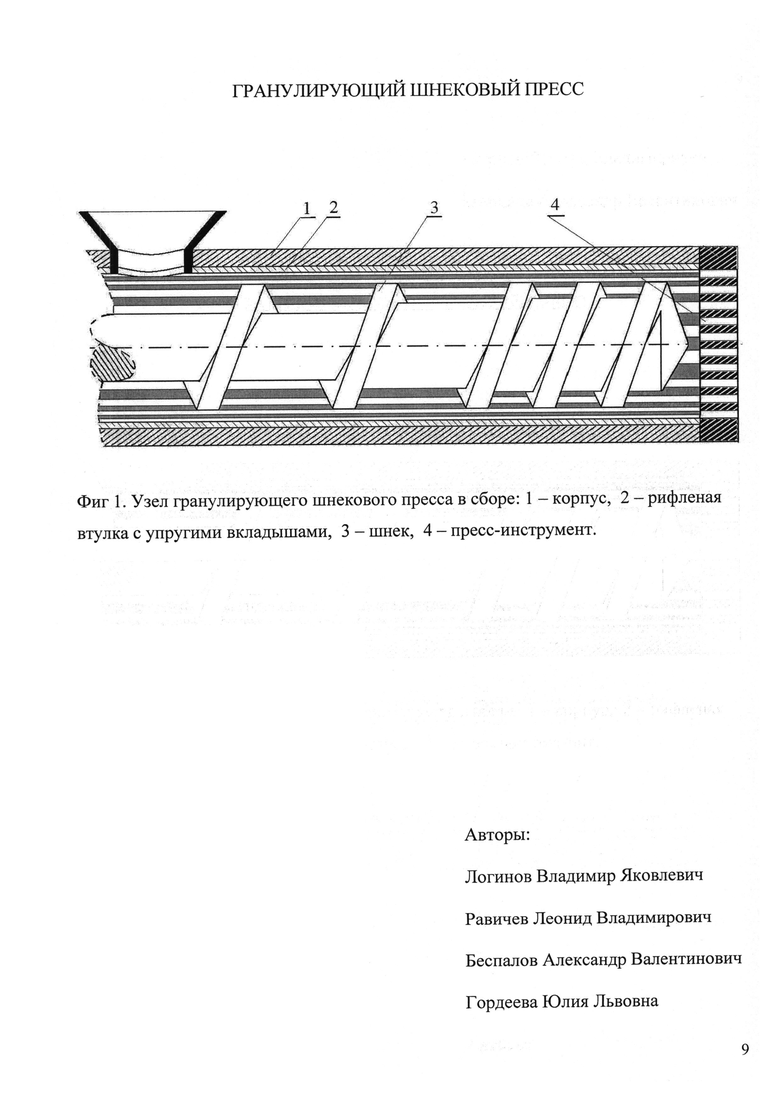
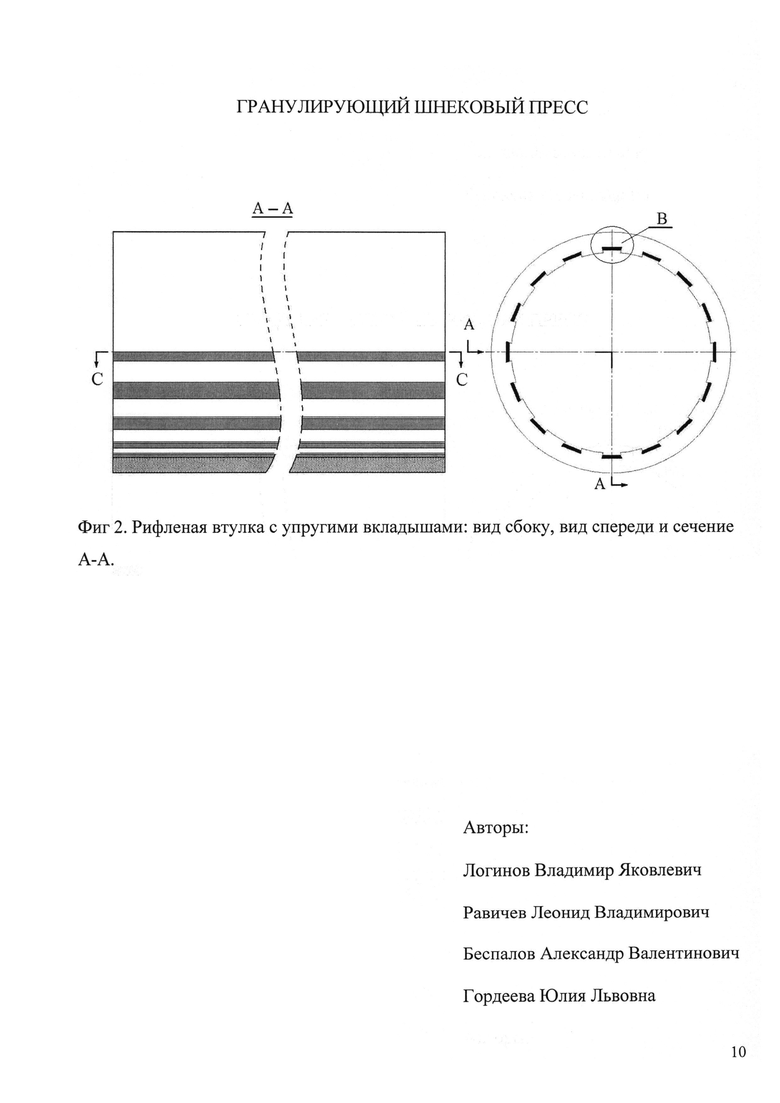
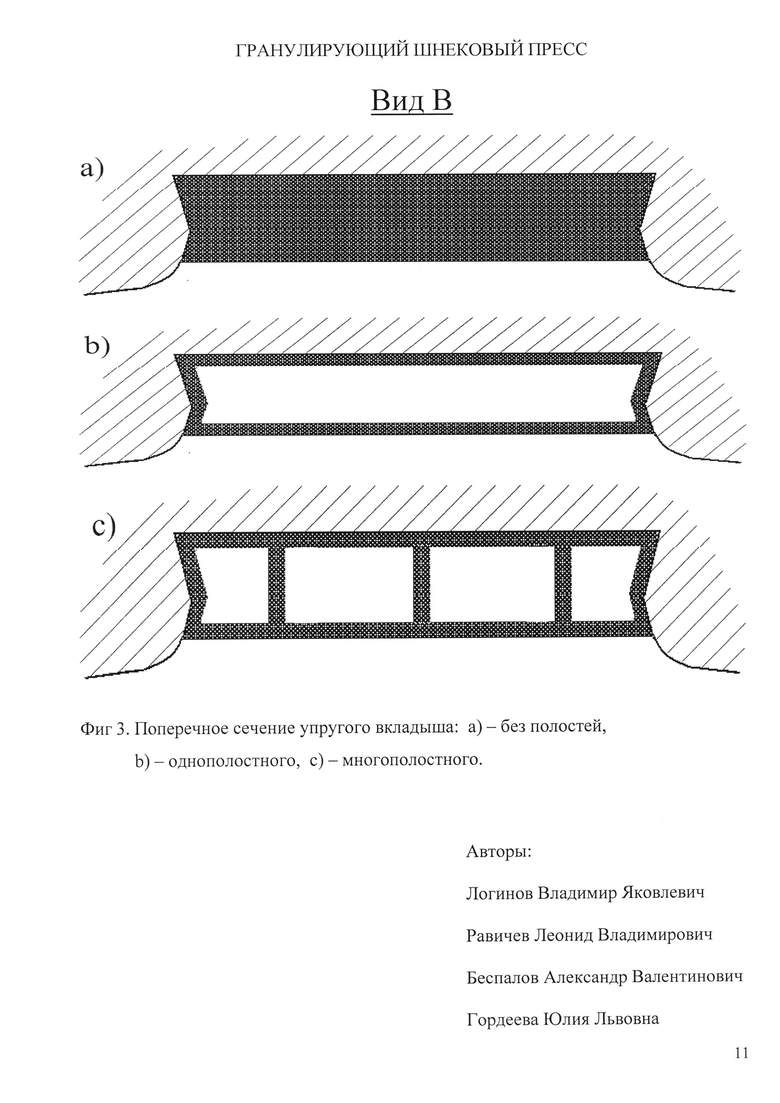
Гранулирующий шнековый пресс (фиг. 1) состоит из корпуса 1, рифленой втулки со съемными упругими вкладышами 2, шнека 3 и многоканального пресс-инструмента 4. На фиг. 2 представлена рифленая втулка с упругими вкладышами: вид сбоку, вид спереди и сечение А-А. На фиг 3 представлены различные варианты упругих вкладышей в поперечном сечении (Вид В): а) без полостей, b) однополостные, с) многополостные. На фиг 4 представлены различные варианты упругих вкладышей в продольном сечении С-С: а) без полостей, b) однополостные, с) многополостные.
Наличие в упругих вкладышах разных по объему полостей в поперечном и в продольном направлении значительно расширяет интервал изменения статических и динамических характеристик упругости вкладышей, в том числе время их реакции на пульсацию давления в рифе, создаваемого движением реборды шнека. Представленная на фиг. 3, 4 конструкция упругих вкладышей значительно расширяет допустимый интервал формуемости различных по составу и физико-механическим свойствам перерабатываемых полидисперсных композиций на том же прессе. При переналадке пресса на формование другой композиции достаточно лишь оперативно заменить комплект упругих вкладышей без разборки корпуса пресса и замены рифленой втулки 2.
Трапециевидная форма внутренней части рифа надежно удерживает съемный вкладыш во всех рассматриваемых вариантах (фиг. 3) без дополнительного крепежа и допускает при этом его свободное перемещение вдоль рифа, для оперативной замены при обслуживании, переналадке и ремонте.
Наружная расширяющаяся сноповидная часть рифа увеличивает площадь контакта массы в рифе и зазоре, следовательно, увеличивает удерживающую способность рифа. Но при одинаковой объемной деформации вкладыша линейная деформация по высоте рифа уменьшается для рифов с наружной расширяющейся частью, т.е. амплитуда выталкивающего эффекта упругого вкладыша уменьшается. Оптимальный компромисс между увеличением удерживающей способности рифа и выталкивающим эффектом вкладыша обеспечивает сноповидная форма сечения рифа со скругленными наружными боковыми стенками и регулируемым радиусом сопряжения (фиг. 3).
Упругие вкладыши изготовлены из различных упругих материалов: резин на основе различных натуральных и синтетических каучуков и их смесей и силикона, а также высокоэластичных полимеров, например полиэтилена, фторопласта, тефлона и других.
Для расширения интервала изменения статических и динамических характеристик упругости вкладышей и, следовательно, удерживающей способности (эффективности) рифов упругие вкладыши изготовляются без полостей, однополостными и многополостными (фиг. 3, 4). Относительная площадь поперечного сечения полостей (камер) вкладыша к общей площади вкладыша может быть переменной по длине рифа (фиг. 4). Изменением объема и конфигурации полостей можно регулировать упругость вкладыша по длине рифа в зависимости от физико-механических свойств массы и конструктивных параметров пресса.
Так, модуль упругости съемного вкладыша фактический в некотором произвольном его поперечном сечении определяем средневзвешенной суммой модулей упругости резины и воздуха, причем их весовые коэффициенты определяются долями площади резины и воздуха в общей площади поперечного сечения вкладыша:

где Em, Ev - модули упругости материала вкладыша и воздуха, Sm, Sv - доли площади материала и воздушной полости в общей площади поперечного сечения вкладыша.
Изобретение характеризуется нижеследующими примерами расширения интервала упругости резинового вкладыша с воздушной полостью переменного сечения по длине вкладыша:
Модули упругости разных резин изменяются в интервале 10÷100 МПа, воздуха - 0,142 МПа при нормальных условиях [Куперман Ф.Е. Расчеты и конструирование резиновых изделий. 3 изд., Л., 1987, Федюкин Д.Л., Махлис Ф.А.,Технические и технологические свойства резин. М., 1985, Волькенштейн В.С. Сборник задач по общему курсу физики / В.С. Волькенштейн. - СПб.: Лань, 1999].
Пример 1. Если доля площади поперечного сечения воздушной полости вкладыша из резины с модулем упругости 10 МПа составляет 90%, то согласно (1) фактический модуль упругости вкладыша в данном сечении равен 1,127 МПа (10×0,1+0,142×0,9=1,127).
Пример 2. Если доля площади поперечного сечения воздушной полости вкладыша из резины с модулем упругости 100 МПа составляет 10%, то согласно (1) фактический модуль упругости вкладыша в данном сечении равен 90,014 МПа (100×0,9+0,142×0,1=90,014).
Предлагаемое устройство работает следующим образом. Формуемая масса перемещается в корпусе пресса 1 с рифленой втулкой 2 (фиг. 1) шнеком 3 из зоны загрузки к многоканальному пресс-инструменту 4. При вращении шнека перед набегающей стороной реборды шнека в канале, зазоре и рифе образуется область волнообразного повышения давления, а за убегающей стороной реборды - область волнообразного понижения давления. Эта разность давлений образует рецикл (поток утечек) массы в рифах и зазоре. За фазой сжатия упругих вкладышей и заполнения освободившегося пространства рифа массой в области повышенного давления следует фаза упругой реакции вкладышей и выталкивания массы из рифа в область пониженного давления. При этом «свежая» масса из рифа периодически по ходу вращения шнека вытесняет из зазора массу, отработавшую свой ресурс прочности, в менее напряженную зону канала шнека, где масса релаксирует, частично восстанавливая свой запас прочности. Интенсивность релаксации значительно повышается смешивающим циркуляционным потоком массы в каналах шнека.
Радиальные периодические потоки массы, образуемые волнообразной упругой реакцией вкладышей, активно обновляют массу в зазоре между ребордой шнека и втулкой. Эти радиальные потоки как «гвозди» сшивают массу в рифе и канале и таким образом увеличивают удерживающую способность рифа и, следовательно, повышают устойчивость формования.
По мере продвижения массы к пресс-инструменту 4 амплитуда волнообразного изменения давления и степень сжатия упругих вкладышей растет. Растет и поток утечек через риф и следом за этим увеличиваются радиальные потоки массы в область относительно низкого давления в зазоре и канале шнека, т.е. степень обновления массы усиливается по мере продвижения массы к пресс-инструменту. Таким образом, проявляется эффект саморегулирования потока утечек и степени обновления массы с изменением ее напряженности в критическом аксиальном сечении (зазоре).
Предлагаемая конструкция рифленой втулки (фиг. 2) за счет широкого выбора съемных упругих вкладышей по виду материала, его твердости и упругости, а также наличию и конфигурации воздушных полостей (фиг. 3, 4) позволяет значительно расширить допустимый интервал формуемости различных по составу и физико-механическим свойствам перерабатываемых дисперсных композиций в различных по конструктивным параметрам прессах.
Изготовление рифов со сноповидной формой поперечного сечения, в которых вставлены съемные упругие вкладыши с расширенным интервалом изменения упругости без полостей, с одной или несколькими полостями, с постоянной или переменной площадью сечения полостей в поперечном и в продольном направлении, повышает устойчивость процесса формования дисперсных композиций, так как увеличивается удерживающая способность рифов и увеличивается ресурс сдвиговой прочности массы за счет более интенсивного ее обновления в наиболее напряженном аксиальном сечении - зазоре между ребордой шнека 3 и рифленой втулкой корпуса 2, а также усиливает эффект перемешивания массы в каналах шнека и, следовательно, увеличивает структурную и температурную однородность массы и ее физико-механических свойств в каналах шнека, зазоре и рифах.
Предлагаемая конструкция гранулирующего шнекового пресса со съемными упругими вкладышами в рифленой втулке в отличие от прототипа (D3) позволяет за счет расширения интервала изменения упругости вкладышей сократить на 2-5% количество вынужденных остановов пресса из-за срыва массы с рифов в наиболее напряженном аксиальном сечении - зазоре между ребордой шнека и рифленой втулкой корпуса, т.е. повысить устойчивость формования и, таким образом, на 1-3% снизить потери сырья и энергии, а также на 3-4% увеличить среднюю производительность пресса. Широкий набор комплектов съемных упругих вкладышей по конструкции, виду материала, его твердости и упругости позволяет значительно расширить допустимый интервал формуемости различных по составу и физико-механическим свойствам перерабатываемых полидисперсных композиций на том же гранулирующем шнековом прессе, а также на 3-4% снизить все виды затрат: временных, трудовых и денежных средств за счет легковыполнимой оперативной замены комплекта упругих вкладышей без замены рифленой втулки при обслуживании и переналадке пресса для формования различных композиций.
Характерные геометрические параметры рифленой втулки и упругих вкладышей, а также материалы, из которых они изготовлены, определяются физико-механическими свойствами формуемой массы, конструкцией шнекового пресса и режимами формования.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2012 |
|
RU2516659C2 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 1996 |
|
RU2092318C1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 1997 |
|
RU2122495C1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2012 |
|
RU2510745C2 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2014 |
|
RU2600763C2 |
| Комбинированный пресс-гранулятор для удаления жидкой фазы - воды из свекловичного жома | 2021 |
|
RU2772662C1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 1995 |
|
RU2079405C1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2001 |
|
RU2198787C1 |
| Гранулирующий шнековый пресс для высококонцентрированных полидисперсных материалов | 1989 |
|
SU1726256A1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС ДЛЯ ФОРМОВАНИЯ КАТАЛИЗАТОРНЫХ ПАСТ | 2012 |
|
RU2503537C1 |

Изобретение относится к устройствам переработки методом проходного прессования высококонцентрированных полидисперсных композиций и может быть использовано в различных отраслях промышленности. Гранулирующий шнековый пресс включает шнек, многоканальный пресс-инструмент и корпус, содержащий втулку. На внутренней поверхности втулки изготовлены рифы сноповидной формы с широким трапециевидным основанием на дне рифа и наружной расширяющейся частью со скругленными боковыми стенками и регулируемым радиусом сопряжения. В рифах размещены съемные упругие вкладыши, изготовленные без полостей, однополостные или многополостные с постоянной или переменной площадью сечения полостей в поперечном и/или в продольном направлении. Технический результат: увеличение удерживающей способности рифов за счет расширения интервала изменения упругости вкладышей, сокращение количества вынужденных остановок пресса из-за срыва массы с рифов, расширение допустимого интервала формуемости различных по составу и физико-механическим свойствам перерабатываемых полидисперсных композиций на том же гранулирующем шнековом прессе, снижение затрат за счет легковыполнимой оперативной замены комплекта упругих вкладышей без замены рифленой втулки при обслуживании и переналадке пресса для формования различных композиций. 4 ил., 2 пр.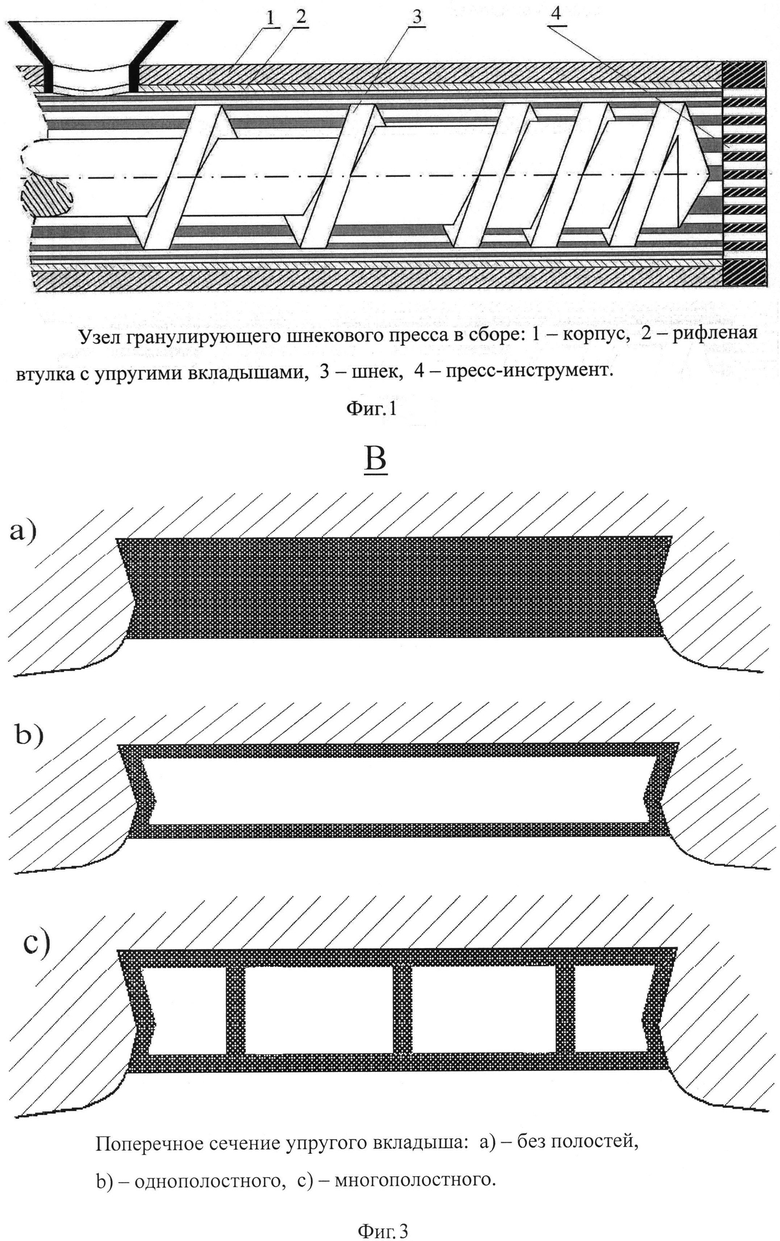
Гранулирующий шнековый пресс для переработки методом проходного прессования высококонцентрированных полидисперсных композиций, в том числе трехфазных, включающий шнек, многоканальный пресс-инструмент и корпус, содержащий втулку, на внутренней поверхности которой изготовлены рифы, отличающийся тем, что рифы выполнены сноповидной формы с широким трапециевидным основанием на дне рифа и наружной расширяющейся частью со скругленными боковыми стенками и регулируемым радиусом сопряжения, в рифах размещены съемные упругие вкладыши, изготовленные без полостей, однополостные или многополостные с постоянной или переменной площадью сечения полостей в поперечном и/или в продольном направлении.
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 1996 |
|
RU2092318C1 |
| Корпус шнекового пресса | 1975 |
|
SU557742A3 |
| Корпус шнекового пресса | 1979 |
|
SU918104A1 |
| МАШИНА ДЛЯ ПРОРЕЗАНИЯ КАРМАНОВ И Т. П. В ТРИКОТАЖНЫХ И ДРУГИХ ИЗДЕЛИЯХ | 1932 |
|
SU33099A1 |
| US 2011026357 A1, 03.02.2011 | |||
| US 4419014 A, 06.12.1983. | |||

