сл С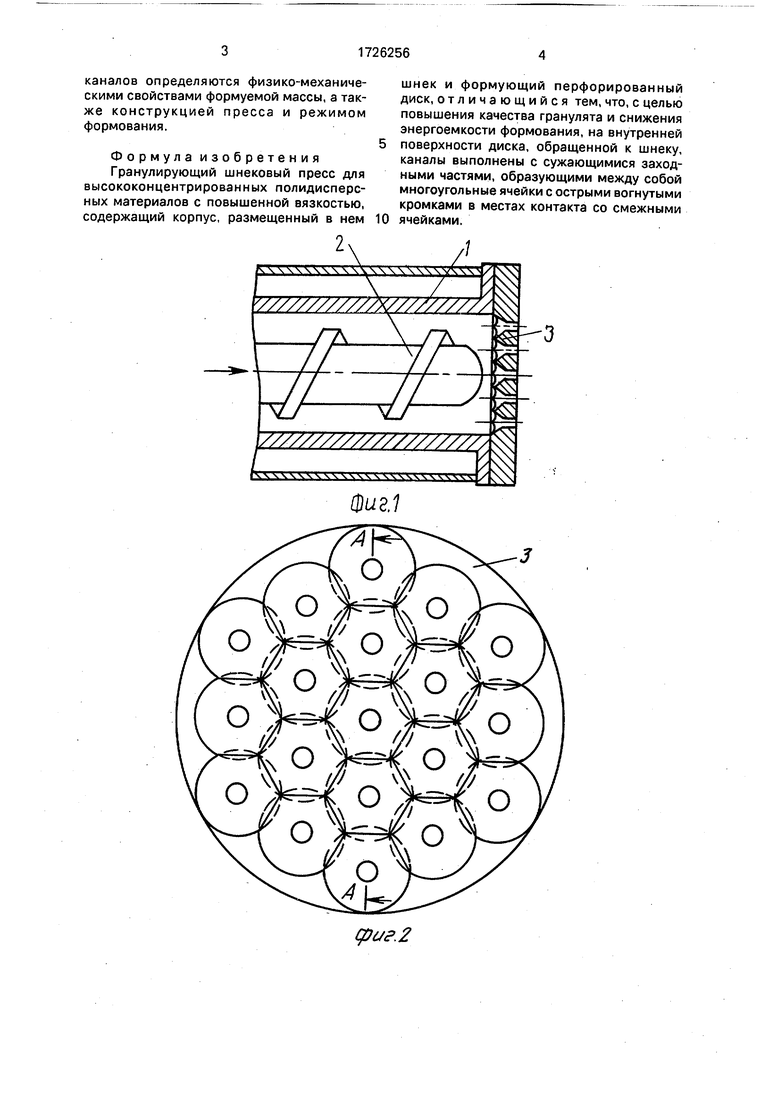
| название | год | авторы | номер документа |
|---|---|---|---|
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2001 |
|
RU2198787C1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2012 |
|
RU2510745C2 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 1995 |
|
RU2079405C1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2014 |
|
RU2600763C2 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2012 |
|
RU2516659C2 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 1996 |
|
RU2092318C1 |
| УСТРОЙСТВО ДЛЯ ПРОИЗВОДСТВА ТВЕРДОГО ТОПЛИВА | 2011 |
|
RU2475521C1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС ДЛЯ ФОРМОВАНИЯ КАТАЛИЗАТОРНЫХ ПАСТ | 2012 |
|
RU2503537C1 |
| ГРАНУЛИРУЮЩИЙ ШНЕКОВЫЙ ПРЕСС | 2014 |
|
RU2601004C2 |
| ПРЕСС-ГРАНУЛЯТОР | 2011 |
|
RU2479195C1 |
Изобретение касается переработки высококонцентрированных полидисперсных материалов с повышенной вязкостью методом проходного прессования, в частности, формования гранул. Целью изобретения является повышение качества гранулята и снижение энергоемкости формования, На внутренней обращенной к потоку массы стороне пресс-инструмента - профилированного диска формующие каналы имеют сужающиеся заходные части (пересечения которых полностью исключают мертвые зоны между каналами), образуя при этом новую поверхность сложной конфигурации в виде совокупности граничащих между собой многоугольных ячеек с острыми вогнутыми непрерывными кромками. 5 ил.
Изобретение относится к переработке высококонцентрированных полидисперсных материалов с повышенной вязкостью методом проходного прессования, в частности формования гранул из катализаторных паст.
Цель изобретения - повышение качества гранулята-и снижение энергоемкости формования.
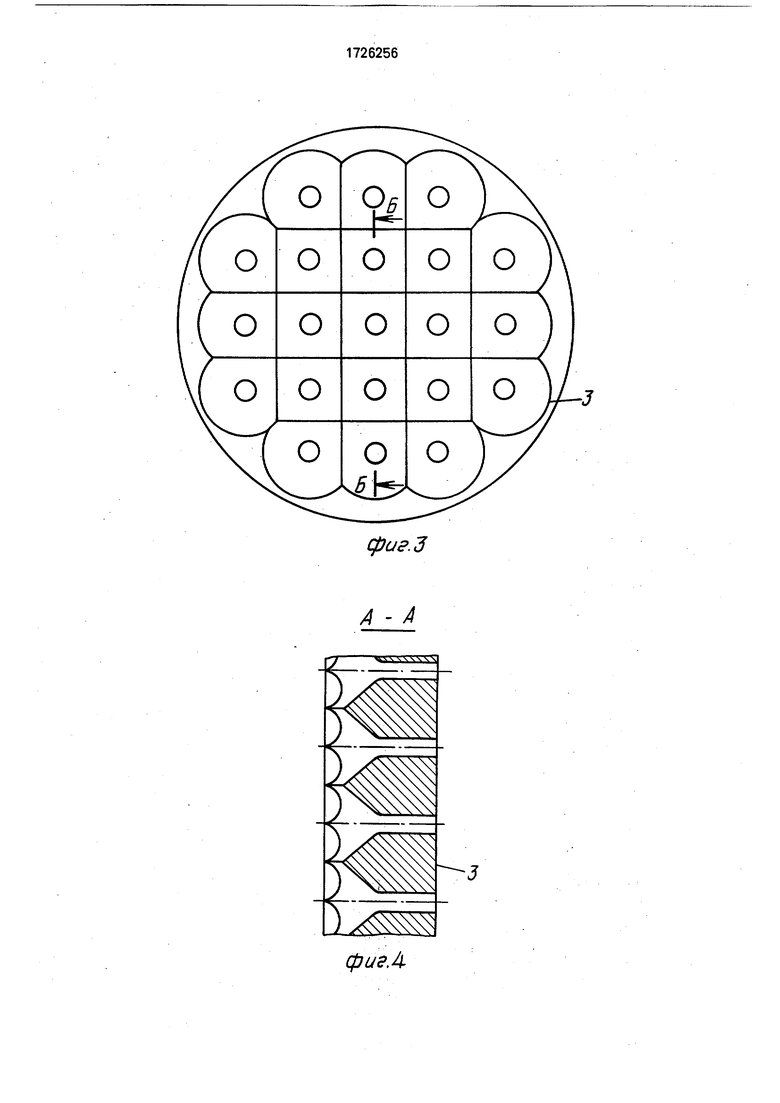
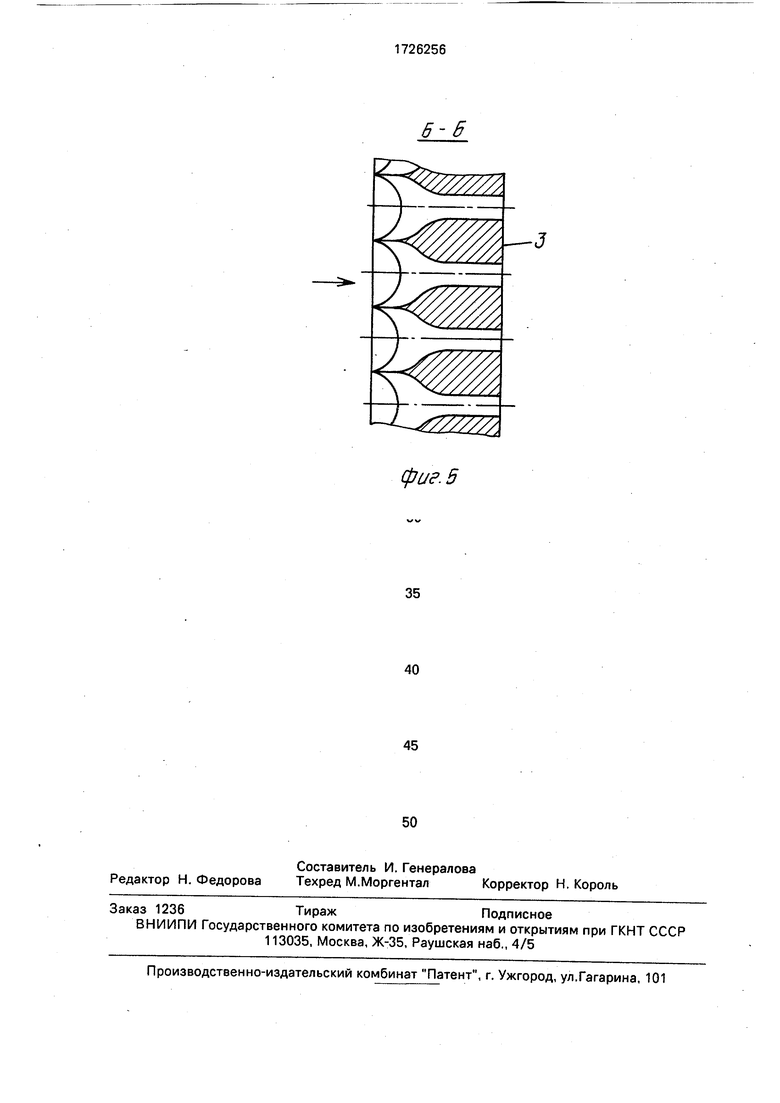
На фиг.1 изображен разрез пресса; на фиг.2,3 - варианты выполнения перфорированного диска; на фиг.4 - сечение А-А на фиг.2; на фиг.5 - сечение Б-Б на фиг.З.
Гранулирующий шнековый пресс состоит из корпуса 1, в котором размещены шнек 2 и формующий перфорированный диск 3.
Формуемая масса, перемещаемая в корпусе пресса 1 шнеком 2 из зоны загрузки к пресс-инструменту - перфорированному диску 3, натекает на острые вогнутые непрерывные кромки многоугольных ячеек, разрезается на локальные потоки, равномерно заполняет сужающиеся заходные части формующих каналов, перемешиваясь при этом за счет сдвига, и плавно переходит затем в цилиндрические части каналов, где и завершается процесс формования. Отсутствие мертвых зон между каналами (см.фиг.2, 3) уменьшает сопротивление движению массы, снижает давление прессования и следовательно энергетические затраты формования. Кроме того, снижаются пульсации скорости прессования, что приводит к повышению качества гранул за счет создания более однородной структуры материала.
Геометрические параметры пресс-инструмента: общая длина формующих каналов, их количество, взаимное расположение, длина и форма сужающейся заходной части
VJ
Ю
О
|N
icn
О
каналов определяются физико-механическими свойствами формуемой массы, а также конструкцией пресса и режимом формования.
Формула изобретения Гранулирующий шнековый пресс для высококонцентрированных полидисперсных материалов с повышенной вязкостью, содержащий корпус, размещенный в нем
0
шнек и формующий перфорированный диск, отличающийся тем, что, с целью повышения качества гранулята и снижения энергоемкости формования, на внутренней поверхности диска, обращенной к шнеку, каналы выполнены с сужающимися заход- ными частями, образующими между собой многоугольные ячейки с острыми вогнутыми кромками в местах контакта со смежными ячейками.
фиг.1
фиг.2
фиг А
(риг.З
А -А
5-6
| Ведущий мост транспортного средства | 1984 |
|
SU1237483A1 |
| Видоизменение прибора с двумя приемами для рассматривания проекционные увеличенных и удаленных от зрителя стереограмм | 1919 |
|
SU28A1 |
