Изобретение относится к машиностроению и может быть использовано при изготовлении резьбы на деталях, работающих при знакопеременных нагрузках и в условиях абразивного износа.
Известны способы изготовления резьбы, позволяющие повысить износостойкость и усталостную прочность /Якушев А.И., Мустаев Р.Х., Мавлютов P.P. Повышение прочности и надежности резьбовых соединений. - М.: Машиностроение, 1979 - 215 с.
Указанные способы изготовления резьбы не позволяют комплексно производить упрочняющую и отделочно-упрочняющую обработку с закалкой профиля резьбы по всему периметру при одновременном благоприятном расположении волокон металла.
Известен способ изготовления резьбы на детали, включающий отделочно-упрочняющую обработку полного профиля резьбы инструментами, перемещающимися по винтовой линии, путем подвода электрического тока /GB 798609, B 23 G 1/00, 1958, 4 страницы/.
Однако данный способ основан на подводе электрического тока через деталь и инструмент, что не позволяет повышать производительность процесса.
Задачей изобретения является повышение производительности и качества винтовых поверхностей за счет сокращения времени, отделочно-упрочняющей обработки поверхностного слоя резьбы и формирования волокон металла, вытянутых вдоль профиля основания.
Использование предлагаемого способа изготовления резьбы позволяет снизить время обработки, повысить износостойкость и усталостную прочность винтовых поверхностей после формирования геометрии.
Поставленная задача достигается тем, что в способе изготовления резьбы на детали перед отделочно-упрочняющей обработкой производят формообразование резьбы, при этом обработку основания и боковых поверхностей профиля резьбы ведут одновременно различными инструментами, первый из которых имеет угол профиля меньше номинального и необходимый радиус впадины резьбы при вершине, а второй - имеет угол профиля, равный номинальному, и не предназначен для термомеханического воздействия на основание впадины резьбы.
Кроме того, первый инструмент для формирования впадины резьбы выбран из условия получения ее формы и размера без снижения прочностных характеристик и установленных требований по геометрии резьбового профиля в целом.
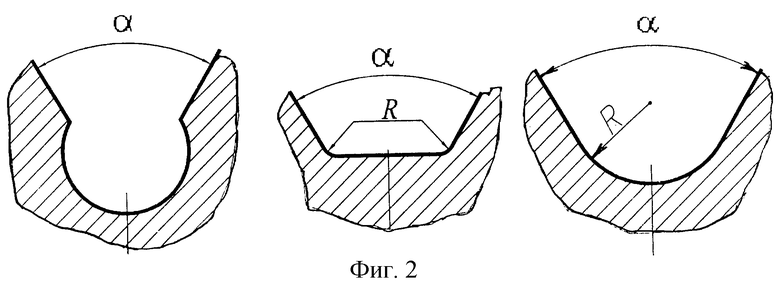
На фиг.1 показана предлагаемая схема обработки резьбового профиля с электронагревом поверхностного слоя.
На фиг.2 показаны возможные формы впадины резьбы.
Изобретение иллюстрируется следующими примерами.
В условиях кафедры "Технология металлов" Ульяновской сельскохозяйственной академии на станке модели 1К62 производилась обработка резьбы по предлагаемому способу. Резьба М 60х2,5 нарезалась резцом. Материал детали сталь 45 ГОСТ 1050-88, длина резьбы 50 мм.
Технологически изготовление производилось следующим образом.
Инструмент из твердого сплава Т15К6 затачивался под углом 60o, с радиусом при вершине 0,144 Р, где Р - шаг резьбы. Второй инструмент - с углом 55o и радиусом при вершине 0,18 Р.
Установив инструменты по профилю обрабатываемой резьбы и создав надежный контакт в соединениях: первого инструмента с боковыми поверхностями резьбы, второго инструмента с основанием винтовой поверхности, последовательно производим включение вращения детали и источник электрического тока. Ток большой силы и малого напряжения, сосредоточенный в зоне контакта "инструмент-резьба", приводит к мгновенному нагреву поверхностного слоя до температуры 900...1000oС. Использование инструмента, имеющего большую твердость HRA 74...82 и красностойкость 1100oС, по сравнению с обрабатываемым материалом HRC 18...22, позволяет производить отделочно-упрочняющую обработку основания и боковых поверхностей резьбы. Упрочняющая обработка приводит к структурным изменениям поверхностного слоя с закалкой на глубину до 0,2 мм при сохранении структуры и свойств внутри витка в исходном состоянии.
Результаты испытаний обработанных таким образом резьбовых поверхностей показали, что усталостная прочность возрастает на 150...200%, износостойкость увеличивается в 2,3...3 раза, прочность на срез резьбы увеличивается на 8...12%, усилие на разрушение стержня 3...5%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2001 |
|
RU2199421C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2011 |
|
RU2486994C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2011 |
|
RU2482942C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2003 |
|
RU2252113C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2002 |
|
RU2239524C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2007 |
|
RU2344906C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ НА ДЕТАЛИ | 2021 |
|
RU2772341C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБЫ | 2003 |
|
RU2254967C1 |
| ИНСТРУМЕНТ ДЛЯ ЗАКАЛКИ РЕЗЬБЫ | 2003 |
|
RU2265065C2 |
| Способ восстановления резьбы | 1991 |
|
SU1801075A3 |
Изобретение относится к области машиностроения, изготовлению резьбы на деталях, работающих при знакопеременных нагрузках и в условиях абразивного износа. Способ включает отделочно-упрочняющую обработку инструментами с электронагревом на детали, установленной с возможностью вращения. Для снижения времени обработки, повышения износостойкости и усталостной прочности перед отделочно-упрочняющей обработкой производят формообразование резьбы, при этом обработку основания и боковых поверхностей профиля резьбы ведут одновременно различными инструментами, первый из которых имеет угол профиля меньше номинального и необходимый радиус впадины резьбы при вершине, а второй - имеет угол профиля, равный номинальному, и не предназначен для термомеханического воздействия на основание впадины резьбы. При этом первый инструмент для формирования впадины резьбы может быть выбран из условия получения ее формы и размера без снижения прочностных характеристик и установленных требований по геометрии резьбового профиля в целом. 1 з.п. ф-лы, 2 ил.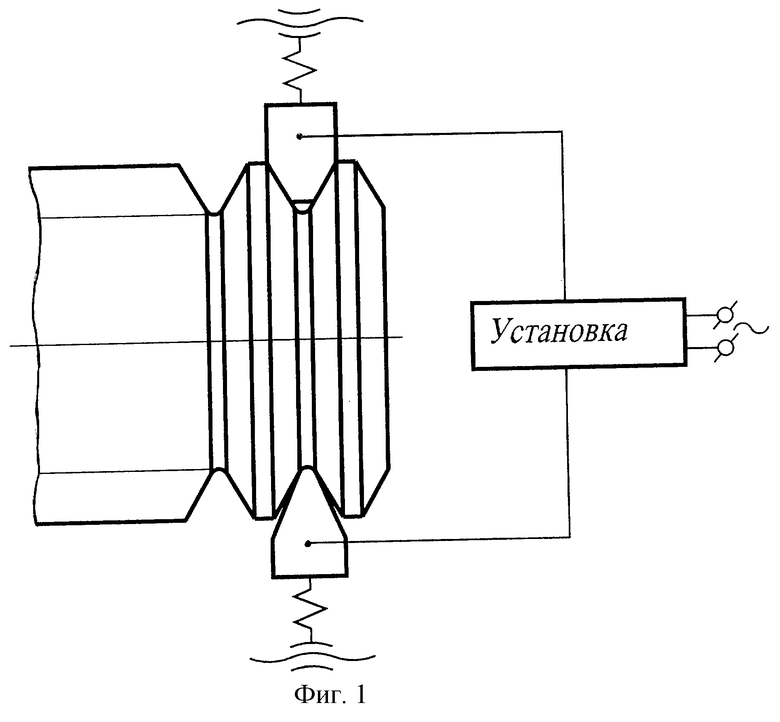
| Цифровой измеритель напряжений | 1979 |
|
SU798609A1 |
| Способ обработки металла давлением | 1957 |
|
SU109023A1 |
| Способ обработки материалов | 1978 |
|
SU729000A1 |
| Устройство для выглаживания резьбы | 1980 |
|
SU893355A1 |
| Способ изготовления резьбы и сопряжений малых радиусов | 1984 |
|
SU1196179A1 |
| JP 58090345 А, 30.05.1983 | |||
| ПОЛЯК М.С | |||
| Технология упрочнения | |||
| - М.: Машиностроение, Л.В.М.-СКРИПТ, 1995, т.2, с | |||
| Плуг с фрезерным барабаном для рыхления пласта | 1922 |
|
SU125A1 |

