(54) СТРУЙНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1987 |
|
SU1509219A1 |
| СТРУЙНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2199428C2 |
| Способ групповой загрузки деталей | 1977 |
|
SU701756A1 |
| Автоматическая сборочная линия | 1985 |
|
SU1296350A1 |
| Установка для изготовления изделий из пластмасс | 1980 |
|
SU939221A1 |
| Устройство для сборки плавких предохранителей | 1977 |
|
SU744771A1 |
| Многопозиционный автомат для сборки узлов | 1978 |
|
SU747685A1 |
| Устройство для сборки запрессовкой деталей типа вал-втулка | 1986 |
|
SU1333527A1 |
| Устройство для набора комплекта деталей | 1987 |
|
SU1463430A1 |
| Устройство для подачи крепежныхдЕТАлЕй | 1976 |
|
SU814710A1 |
I
изобретение относится к загрузочным устройствам и может быть исгюльзовано при автоматизации сборочных процессов в приборостроении и электронной промышленности.
известно устройство для выдачи деталей из бункера, снабженного патрубком для подвода сжатого воздуха под сетчатое днище, и вертикально расположенным сектором с отводными каналами, сообщающимися с концентрическими паза.ми на его вер.чнем торце для нро.хода трубчаты.х захватов, вертикально установленных на диске, выполненном полым и разделенным внутри на секции радиальными перегородкамиС/J.
Это устройство не позволяет надежно и с высокой производительностью загружать ориентированные детали типа валиков и со слабо выраженной асимметрией. Ударное контактирование неправильно ориентированных деталей о выступы пазов не позволяет производить загрузку малопрочных, миниатюрных и деталей с повышенными требованиями к целостности покрытия. Поизводительность этого устройства невелика из-за ограничения скорости вращения диска.
Целью изобретения является повьппение производительности и надежности загрузки деталей.
Это достигается тем, что устройство содержит узел ориентации деталей, выполненный в виде двухполостной камеры, образованной стенками бункера, двумя платами с отверстиями и установленной между ними перегородкой, каждая полость которой соединена с источником сжатого воздуха, отверстия верхней и нижней плат расположены соосно, и в них с зазором установлены втулки, закрепленные в перегородке и образующие с указанными отверстиями соила и эжектирующие каналы, сообщающиеся соответственно с верхней и нижней полостями камеры.
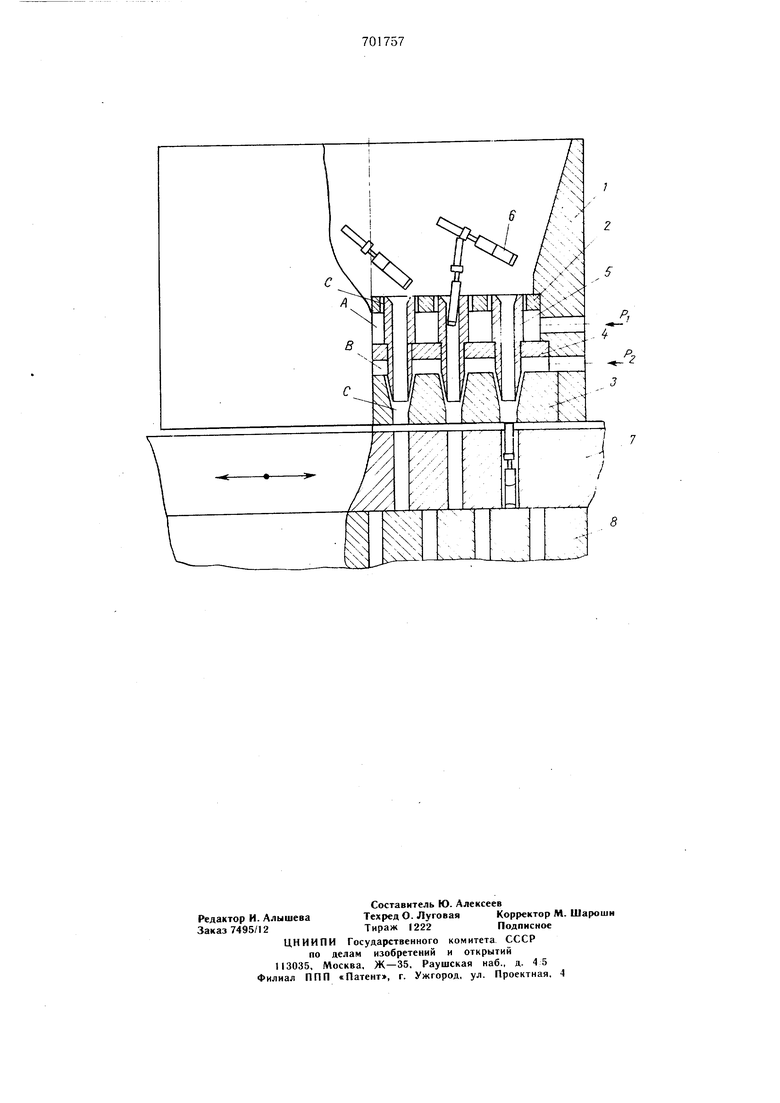
На приведенном чертеже (схематически изображен общий вид устройства. Оно имеет две полости А и В, ограниченные стенками бункера 1, верхней 2 и нижней 3 илатами, имеющими соосные отверстия, и перегородкой 4 с закрепленными на ней втулками 5. Отверстия в нижне) плате 3 и втулки 5 образуют эжектирующие каналы С. Через втулки 5 дета.ш 6 попадают в каналы шибера 7. .Между нижней платой 3 и П1ибером 7 имеется зазор, обеспечивающий истечение воздуха из нижней полости В камеры. Из шибера 7 происходит выдача деталей в питатель 8 сборочного устройства. Устройство работает следующим образом. Под действием динамического напора воздуха, поступающего в верхнюю полость А под давлением Р и истекающего через сопла детали 6 взвещиваются над поверхностью платы 2 и начинают перемещаться. Перемещение деталей обусловлено неоднородностью полей скоростей и давлений потока. Стремясь занять устойчивое положение по отношению к струям воздуха, детали поворачиЕ ются более близким к центру тяжести концом в сторону загрузочных каналов втулок 5. Вследствие расширения истекающих из сопел D струй в .месте их соединения образуется турбулентный пограничный слой в виде вихревой циркуляционной зоны, на оси загрузочного канала векторы скорости .потоков воздуха направлены в сторону загрузочных каналов, втулок так как воздух, поступающий в нижнюю полость В камеры под давлением Р ., истекая через эжектирующие каналы С, создает в самом загрузочном канале втулки 5 пониженное давление. При попадании конца детали в такую зону, пол действием собственного веса и перепад; давлений деталь в строго ориентированном положении входит в загрузочный канал втулки 5, Причем, ввиду соизмеримости линейных размеров деталей и вихревых потоков воздуха в циркуляционной зоне, возникает явление процессии верхнего коьчэ детали, что способствует процессу загрузки. Ориентированные детали, попавшие из загрузочных каналов втулок 5 в каналы шибера 7, дросселируют истечение воздуха из нижней полости В через -:: жектируюн1ие каналы С, и в загрузочных каналах втулок 5 образуется избыточное .чавление, формирую1цее воздушный поток, препятствующий загрузке следующей детали в этот капал. Тем са.мым осуществляется а:(р()динамическая отсечка деталей, находяnuixcH в 1пибере 7. При перемещении пжбера 7 до совмещения его каналов с канала.МИ питателя 8 сборочного устройства происходит выпадение деталей из каналов щибера в каналы гштателя. Одновременно производится ориентированная загрузка следующих деталей в загрузочные каналы втулок 5. При возвращении щибера 7 в исходное положение детали из загрузочных каналов втулок 5 заиалз.ЮТ в каналы шибера. Аэродинамические силы, воздействующие на детали при истечении воздуха через сопла, соединенные с верхней полостью, и эжектирующие каналы, соединенные с нижней полостью,, осуществляют бесконтактную загрузку деталей, что позволяет ориентированно загружать малопрочные, хрупкие детали и детали с повышенными требованиями к целостности покрытия. Наличие двухполостной камеры дает возможность производить подбор параметров струй, что обеспечивает ориентированную загрузку деталей с малосмещенным центром тяжести за счет разных процессов обтекания элементов деталей. Формула изобретения Струйное загрузочное устройство для выдачи деталей из бункера с помощью сжатого воздуха, содержащее узел ориентации деталей, отличающееся тем, что, с целью повышения производительности и надежности загрузки, узел ориентации выполнен в виде двухполостной камеры, образованной стенками бункера, двумя платами с отверстиями и установ.пенной между ними перегородкой, каждая полость которой соединена с источником сжатого воздуха, причем отверстия верхней и нижней плат расположены соосно, и в них с зазором установлены втулки, закреп.ченпые в перегородке и образующие с чказнпными отверстиями сопла и эжектирующие каналы сообщаюишеся соответствепло с верхней и нижней полостями камеры. И сточи и ки информации, принятые во впимаиие при экспертизе 1. Авторское свидетельство (С,(Р № 376206, кл. В 23 G 7/02, 1971.
