Изобретение относится к автоматизации технологических процессов в машиностроении.
Целью изобретения является повьш ние надежности и производительности устройства путем обеспечения подачи к приемным втулкам предварительно ориентированных деталей, т.е. исключения загрузки неориентированных деталей, и ускорения процесса загрузки деталей в шибер.
На фиг. 1 показано загрузочное устройство, разрез; на фиг. 2 - вид А на фиг. 1.
Загрузочное устройство состоит из бункера 1, узла ориентации, выполненного в виде двухполостной камеры, полости А и В которой соединены с источником сжатого воздуха (не показан), образованной платами 2 и 3, перегородкой 4 и боковыми стенками бункера 1. В верхней 2 и нижней 3 платах выполнены соосные отверстия, в которых расположены закрепленные в перегородке 4 приемные втулки 5, причем последние выполнены составными из двух втулок и разделяются пазом б в перегородке, сооб- щаюшимся с атмосферой. Приемные втулки 5 образуют с отверстиями нижней платы 3 эжектирующие каналы 7. В верхней плате 2 выполнены сопла 8, расположенные в шахматном порядке, причем крайний ряд сопл находится под козырьком 9 наклонного дна 10 бункера 1. Под узлом ориентации установлен шибер 11 и питатель 12.
Устройство работает следующим образом .
Детали 13 под действием силы тяжести непрерывно, скатываются по дну бункера на поверхность верхней платы 2, где под действием подъемной силы F, возникающей при истечении сжатого воздуха через сопла 8 из полости А, взвешиваются, стремясь занять устойчивое положение по отношению к струям воздуха, поворачиваясь более тяжелым концом вниз, одновременно перемещаясь к приемным втулкам 5. При движении детали 13 освобождается пространство у козырька 9 и по наклонному дну на плату 2 соскальзывает следующая деталь. Соориен- тированные детали 13 под действием силы тяжести западают в приемные втулки 5 и далее при попадании в зону пониженного давления, возникающую при истечении сжатого воздуха из полости В через эжектирующие каналы 7, ускоряются и поступают в щи- бер П.
При попадании в шибер 11 деталь 13 перекрывает верхним KOI,ном отверстие в нижней плате 3 и ВОЗДУХ из полости В че
рез эжектирующие каналы 7 и втулку нижней платы 3 истекает в паз 6 и далее в атмосферу. При этом следующая сориентированная деталь свободно западает в приемную втулку 5 и отсекается от эжектируюшей втулки встречным потоком воздуха. Для надежного западания детали шибер находится в исходно.м положении определенное время, при совмещении с каналами питателя 12 происходит западание деталей 13, одновременно детали из приемной втулки верхней платы подаются во втулку нижней платы. При обратном движении шибера 11 цикл повторяется.
Выполнение сопл 8 в шахматном порядке,
например, с шагом l l/2d, где d - диаметр детали, позволяет придать детали устойчивое вертикальное положение за счет воздействия на боковую поверхность вертикальных потоков, возникаюших при истечеНИИ сжатого воздуха через сопла 8. При этом деталь 13, перемещаясь, постоянно оказывается в пространстве, ограниченном четырьмя ступенями воздуха, которые препятствуют опрокидыванию сориентированной детали 13. Выполнение сопл 8 в шах.матном порядке и расположение их крайнего ряда под козырьком 9 бункера позволяют ориентировать детали в процессе транспортировки и придавать сориентированным деталям устойчивое положение, что обеспечивает подачу к приемным втулкам 5 полностью сориентированных деталей.
Формула изобретения
Загрузочное устройство, содержащее бункер, узел ориентации, выполненный в виде двухполостной камеры, полости которой соединены с источником сжатого воздуха, образованной боковыми стенками бункера, двумя установленными одна над другой платами, верхняя из которых имеет сопла для подачи сжатого воздуха, и расположенной между платами перегородкой с закрепленными на ней втулками, расположенными в отверстиях, выпол11еннь1х в верхней и нижней платах, и образующими с отверстиями
нижней платы эжектир юшие каналы, отличающееся тем, что, с целью повышения надежности и производительности, сопла в верхней плате расположены в шахматном порядке, а приемные втулки выполнены составными из двух втулок, разделенных пазом, сообшаюпшмся с атмосферой и выполненным в перегородке, причем на дне бункера имеется козырек, под которым расположен крайний ряд сопл.
Фиг. г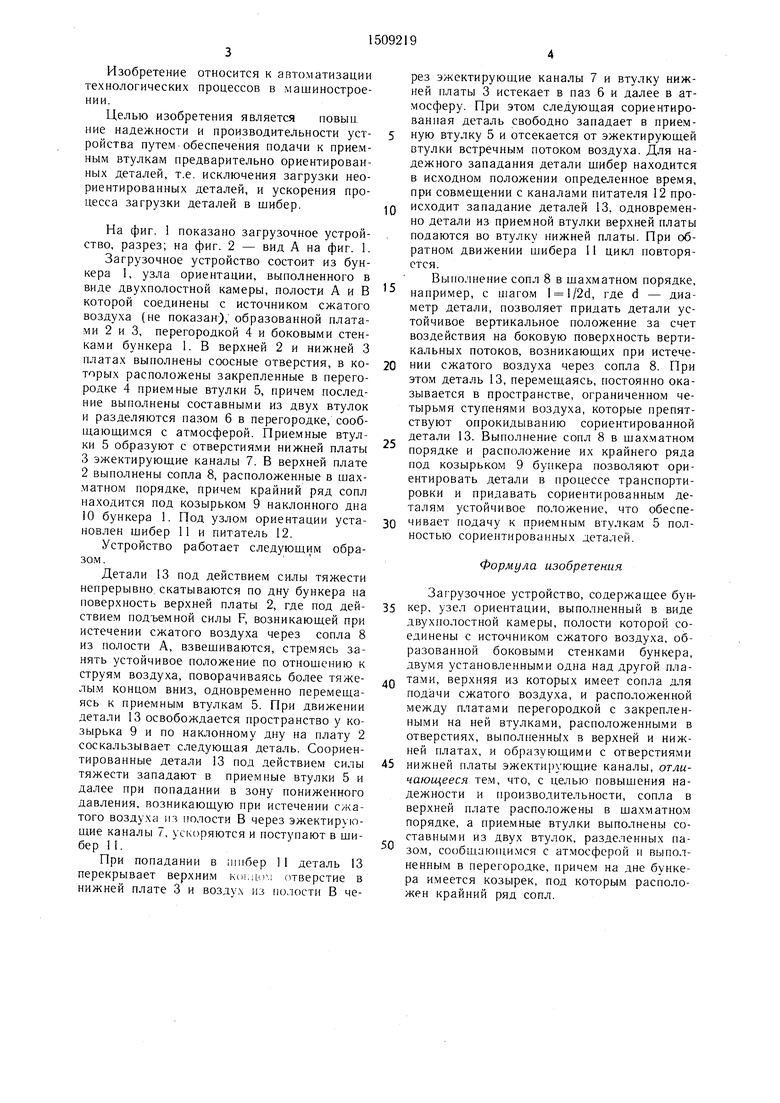
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1989 |
|
SU1692808A1 |
| Струйное загрузочное устройство | 1977 |
|
SU701757A1 |
| СТРУЙНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2199428C2 |
| Способ групповой загрузки деталей | 1987 |
|
SU1511049A1 |
| Струйный аппарат для пневмотранспорта сыпучих материалов | 1976 |
|
SU650906A1 |
| Способ групповой загрузки деталей | 1989 |
|
SU1696257A1 |
| Устройство для подачи крепежныхдЕТАлЕй | 1976 |
|
SU814710A1 |
| Устройство для контроля и сортировки сопл | 1988 |
|
SU1623799A1 |
| Флотационная машина | 1988 |
|
SU1660756A1 |
| Устройство для ориентации деталей | 1978 |
|
SU904988A1 |

Изобретение относится к автоматизации технологических процессов в машиностроении. Цель изобретения - повышение надежности и производительности устройства путем обеспечения подачи к приемным втулкам предварительно ориентированных деталей и ускорения процесса загрузки деталей в шибер. Детали 13 соскальзывают по дну бункера 1 на поверхность верхней платы 2, которая совместно с нижней платой 3, перегородкой 4 и стенками бункера образует двухполосную камеру, полости А и В которой связаны с источником сжатого воздуха. При истечении сжатого воздуха через сопла 8, расположенные в шахматном порядке на плате 2, детали взвешиваются, разворачиваются тяжелым концом вниз и одновременно перемещаются к приемным втулкам 5, которые закреплены в перегородке 4 и выполнены составными из двух втулок, одна из которых расположена в отверстиях верхней платы, а другая - с зазором в отверстиях нижней платы, образуя с ними эжектирующие каналы 7. Крайний ряд сопел расположен под козырьком 9 наклонного дна 10 бункера 1. В перегородке 4 выполнен паз 6, сообщающийся с атмосферой. 2 ил.
| Струйное загрузочное устройство | 1977 |
|
SU701757A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
