Изобретение относится к автоматизации производственных процессов и может найти применение в устройствах ориентации цилиндрических деталей для технологических процессов непрерывного производства.
Известно устройство для ориентированной подачи деталей, содержащее наклонно установленные и состыкованные между собой под прямым углом подающий и ориентирующий лотки, прямолинейный нож, закрепленный на рабочей поверхности ориентирующего лотка параллельно его оси, при этом подающий и ориентирующий лотки снабжены соответственно упором и ограничительным щитком (А.с. СССР №1407758, В 23 Q 7/08, 07.07.1988).
Недостатком указанного устройства является конструктивное исполнение подающего лотка и состыкованного с ним под прямым углом ориентирующего лотка с прямолинейным ножом, при котором правильно ориентированная деталь катится по ориентирующему лотку и поступает под ограничительный щиток, а неправильно ориентированная деталь не попадает проточкой на прямолинейный нож и соскальзывает с ориентирующего лотка, что снижает общее количество сориентированных деталей, поступающих в накопитель, тем самым снижаются технологические возможности устройства.
Наиболее близким из известных технических решений является устройство для ориентации цилиндрических деталей с профилированным торцом, содержащее диск с гнездами, установленный над неподвижным основанием, наклонную платформу, выполненную в пазу неподвижного основания и установленную на выходном конце лотка вибробункера (А.с. СССР №585042, В 23 Q 7/02, 25.12.1977).
Недостатком данного устройства является конструктивное исполнение диска с гнездами и наклонной платформы, тем самым не обеспечивается непрерывный захват ориентируемых деталей при захвате каждой детали в гнездо диска и требуется полная остановка вращательного движения диска до полного захода детали в гнездо, что снижает технологичность процесса ориентирования деталей в устройстве.
Данное устройство имеет низкий технический уровень, что обусловлено конструктивным исполнением диска и наклонной платформы, поскольку установка ориентируемой детали по профилированному торцу в гнездо диска устройства может быть осуществлена только при остановке диска, тем самым снижается непрерывность подачи деталей в приемный лоток и увеличивается время ориентирования каждой детали.
Важнейшей задачей данного изобретения является создание новой конструкции механизма ориентирования с системой взаимодействия базирующего диска и ориентирующего ножа в процессе ориентирования цилиндрических деталей с поочередным согласованием операций захвата деталей в радиальные пазы и кругового транспортирования деталей с одновременным осевым перемещением цилиндрических деталей в гнездо ориентирующего диска посредством ориентирующего ножа, что повышает непрерывность технологического процесса ориентирования деталей с одновременной установкой цилиндрической детали параллельно оси вращения базирующего и транспортирующего дисков поддерживающим ножом, что обеспечивает повышение интенсивности процесса ориентирования деталей, тем самым расширяются технологические возможности устройства.
Техническим результатом заявленного устройства является новая технологическая схема ориентирования цилиндрических деталей с рабочим циклом, реализующая новое взаимодействие ориентирующего ножа и детали в процессе непрерывного кругового транспортирования, что обеспечивает надежный захват и фиксацию детали по поверхности канавки с осевым перемещением в гнездо ориентирующего диска, позволяет повысить производительность процесса ориентирования деталей и расширить функциональные возможности устройства.
Технический результат достигается тем, что устройство для ориентации цилиндрических деталей содержит входной лоток, неподвижное основание, механизм ориентирования и выходной лоток, при этом оно снабжено установленной на неподвижном основании горизонтальной осью вращения и кожухом для подачи деталей со входного лотка, механизм ориентирования предназначен для ориентирования деталей по внешнему контуру и выполнен в виде транспортирующего и базирующего дисков, установленных соосно с возможностью синхронного вращения на горизонтальной оси вращения, установленного над неподвижным основанием ориентирующего диска с гнездами и ориентирующего и поддерживающего ножей, транспортирующий и базирующий диски выполнены с радиальными пазами, образующими захватные органы для захвата цилиндрических деталей по наружной поверхности при их подаче со входного лотка канавкой или рабочим торцом вперед параллельно горизонтальной оси вращения до упора в кромку ориентирующего ножа, поддерживающий нож выполнен в виде жестко закрепленного на неподвижном основании кругового сектора с радиусом, соответствующим внутреннему радиусу радиальных пазов базирующего диска, для установки детали параллельно горизонтальной оси вращения при ее перемещении в гнездо ориентирующего диска, ориентирующий нож выполнен в виде кругового сектора переменного радиуса и с кромкой в виде винтовой поверхности для захвата и фиксации расположенной в радиальных пазах транспортирующего и базирующего дисков канавкой вперед детали при ее осевом перемещении в гнездо ориентирующего диска, а выходной лоток расположен на упомянутом основании и выполнен с приемной воронкой, сопряженной с поддерживающим ножом для обеспечения выдачи цилиндрических деталей рабочим торцом вперед.
Создание новой конструкции механизма ориентирования, выполненного в виде базирующего и транспортирующего дисков с радиальными пазами в единой системе с ориентирующим ножом, обеспечивает поочередное согласование операций захвата цилиндрической детали в радиальные пазы, фиксации детали по поверхности канавки с одновременным осевым перемещением детали в гнездо ориентирующего диска, тем самым обеспечивается новая технологическая схема взаимодействия механизма ориентирования с деталями и повышение непрерывности процесса ориентирования деталей.
Введение транспортирующего диска и базирующего диска с радиальными пазами при взаимодействии с поддерживающим ножом, сопряженным с приемной воронкой, обеспечивает круговое транспортирование деталей от позиции захвата до выдачи с одновременной установкой цилиндрических деталей поддерживающим ножом параллельно оси вращения транспортирующего диска и базирующего диска, что позволяет повысить интенсивность процесса ориентирования деталей.
Проведенный заявителем анализ уровня техники, включающий поиск по патентным и научно-техническим источникам информации и выявление источников, содержащих сведения об аналогах заявленного изобретения, позволяет установить, что заявителем не обнаружен аналог, характеризующийся признаками, идентичными всем осуществленным признакам заявленного изобретения, а определение из перечня выявленных аналогов прототипа как наиболее близкого по совокупности признаков аналога позволяет выявить совокупность существенных по отношению к усматриваемому техническому результату отличительных признаков в заявленном объекте, изложенном в формуле изобретения.
Следовательно, заявленное изобретение соответствует требованию “новизна” по действующему законодательству.
Для проверки соответствия заявленного изобретения требованию изобретательского уровня заявитель провел дополнительный поиск известных решений с целью выявления признаков, совпадающих с отличительными от прототипа признаками заявленного изобретения, результат которого показывает, что заявленное изобретение не следует для специалистов явным образом из известного уровня техники.
Следовательно, заявленное изобретение соответствует требованию “изобретательский уровень”.
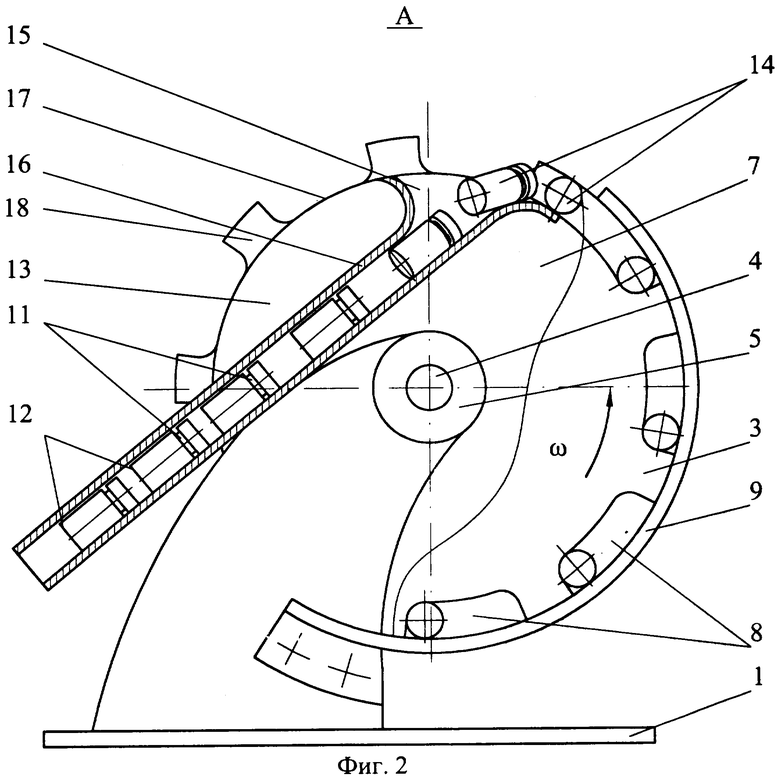
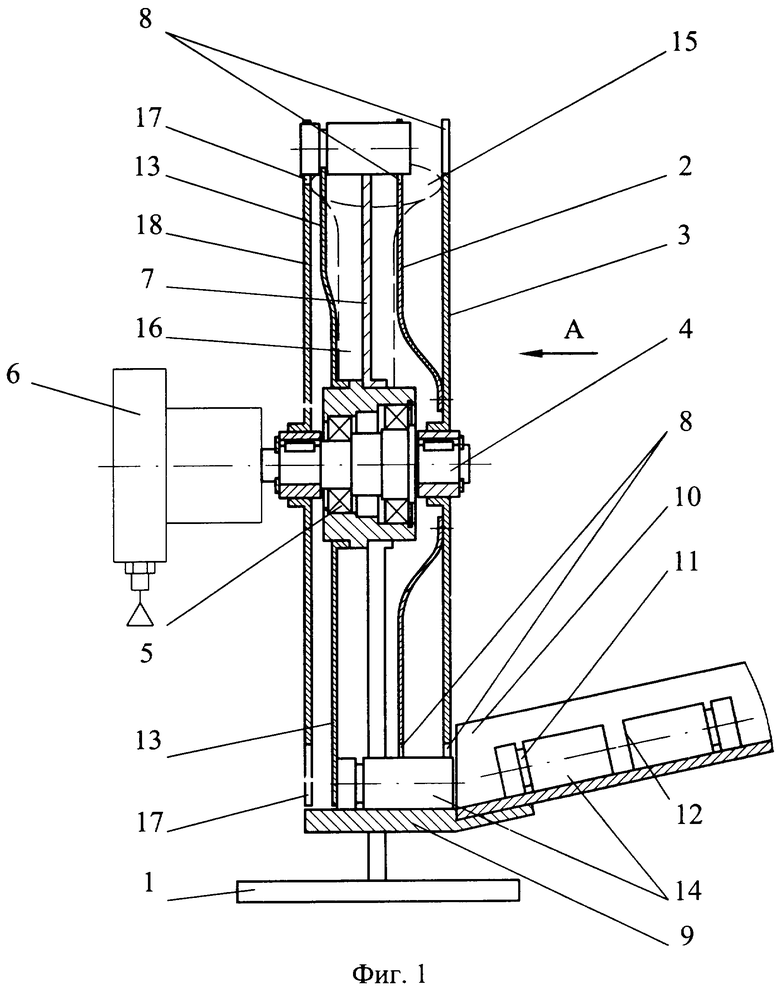
Данное устройство представлено на чертежах: фиг.1 - общий вид устройства; фиг.2 - вид А на фиг.1.
Устройство для ориентации цилиндрических деталей содержит основание 1, механизм ориентирования, выполненный в виде транспортирующею диска 2 и базирующего диска 3, закрепленных соосно на горизонтальной оси вращения 4, которая посредством подшипникового узла 5 установлена на основании 1 и соединена с пневмовихревым приводом 6, обеспечивающим вращательное движение транспортирующего диска 2 и базирующего диска 3, и поддерживающий нож 7, жестко закрепленный на основании 1 и выполненный в виде кругового сектора (фиг.1, 2). По круговому контуру транспортирующего диска 2 и базирующего диска 3 выполнены радиальные пазы 8, равномерно расположенные по окружности дисков 2 и 3 и образующие захватные органы. При этом радиальные пазы 8 закрыты снаружи кожухом 9, внутренний радиус радиальных пазов 8 базирующего диска 3 соответствует радиусу поддерживающего ножа 7, что обеспечивает расположение цилиндрической детали на поверхности радиального паза 8 в базирующем диске 3 и по поддерживающему ножу 7 для обеспечения кругового транспортирования цилиндрической детали от позиции захвата до выдачи.
По кожуху 9 со входного лотка 10 последовательно подаются параллельно оси вращения 4 цилиндрические детали канавкой 11 вперед либо рабочим торцом 12 вперед (фиг.1) и поступают в радиальные пазы 8 транспортирующего диска 2 и базирующего диска 3 до упора в кромку ориентирующего ножа 13, что обеспечивает захват цилиндрических деталей 14 по наружной цилиндрической поверхности и отделение от последующего потока. При синхронном вращательном движении транспортирующего диска 2 и базирующего диска 3 обеспечивается непрерывное круговое транспортирование цилиндрических деталей от позиции захвата к приемной воронке 15 выходного лотка 16, установленного на неподвижном основании 1 (фиг.1, 2).
При круговом транспортировании цилиндрическая деталь 14, расположенная в радиальных пазах 8 канавкой 11 вперед, фиксируется кромкой ориентирующего ножа 13 по поверхности канавки 11. Ориентирующий нож 13 выполнен в виде кругового сектора переменного радиуса, неподвижно установленного на основании 1, кромка которого выполнена по винтовой поверхности, что обеспечивает ориентирование деталей по внешнему контуру посредством осевого перемещения цилиндрической детали 14 в гнездо 17 ориентирующего диска 18, установленного на горизонтальной оси вращения 4 и синхронно вращающегося с транспортирующим диском 2 и базирующим диском 3. При круговом транспортировании цилиндрическая деталь 14, расположенная в радиальных пазах 8 рабочим торцом 12 вперед, не фиксируется кромкой ориентирующего ножа 13 по поверхности канавки 11, что обеспечивает неизменность положения детали 14 в осевом направлении при круговом транспортировании в пазах 8 транспортирующею диска 2 и базирующего диска 3. При этом радиус ориентирующего ножа 13 превышает радиус поддерживающего ножа 7 при его сопряжении с приемной воронкой 15 на величину, соответствующую глубине канавки 11 на цилиндрической поверхности детали 14.
При круговом транспортировании деталь 14 перемещается дисками 2 и 3 по внутренней поверхности кожуха 9 и ось симметрии детали 14 находится ниже оси вращения 4 (фиг.2). При подаче детали 14 к приемной воронке 15 ось симметрии детали располагается выше оси вращения 4 и деталь, захваченная в радиальных пазах 8 канавкой 11 вперед, устанавливается параллельно оси вращения 4 посредством поддерживающего ножа 7 по поверхности гнезда 17 ориентирующего диска 18 (фиг.1), а деталь 14, расположенная в радиальных пазах 8 рабочим торцом 12 вперед, устанавливается параллельно оси вращения 4 посредством поддерживающего ножа 7 по поверхности радиального паза 8 базирующего диска 3, что обеспечивает расположение рабочего торца 12 деталей по кромке поддерживающего ножа 7, сопряженного с приемной воронкой 15 выходного лотка 16. Сопряжение приемной воронки 15 по кромке поддерживающего ножа 7 обеспечивает выдачу на выходной лоток 16 цилиндрических деталей 14, сориентированных в единое положение рабочим торцом 12 вперед.
Введение механизма ориентирования, выполненного в виде транспортирующего диска и базирующего диска с радиальными пазами при взаимодействии с ориентирующим ножом обеспечивает поочередное согласование операций захвата цилиндрической детали в радиальные пазы, фиксации по поверхности канавки с одновременным осевым перемещением детали в гнездо ориентирующего диска, что повышает непрерывность процесса ориентирования деталей.
Устройство работает следующим образом.
Устройство для ориентации цилиндрических деталей выполнено в виде механизма ориентирования, содержащего транспортирующий диск 2 и базирующий диск 3, закрепленные соосно на горизонтальной оси вращения 4, и поддерживающего ножа 7 в виде кругового сектора, установленного на основании 1. Транспортирующий диск 2 и базирующий диск 3 снабжены радиальными пазами 8 и под действием пневмовихревого привода 6 имеют возможность совершать вращательное движение (фиг.1, 2).
Со входного лотка 10 цилиндрические детали 14, расположенные по наружной цилиндрической поверхности канавкой 11 вперед либо рабочим торцом 12 вперед, последовательно подаются параллельно оси вращения 4 на внутреннюю поверхность кожуха 9 в радиальные пазы 8 транспортирующего диска 2 и базирующего диска 3 до упора в кромку ориентирующего ножа 13. Посредством синхронного вращательного движения дисков 2 и 3 обеспечивается захват каждой детали 14 в радиальные пазы 8, отделение детали от последующего потока деталей, находящихся на входном лотке 10, и круговое транспортирование от входного лотка 10 до приемной воронки 15 выходного лотка 16.
Цилиндрическая деталь 14, расположенная в радиальных пазах 8 канавкой 11 вперед, при круговом транспортировании фиксируется кромкой ориентирующего ножа 13 по поверхности канавки и смещается в осевом направлении в гнездо 17 ориентирующего диска 18 посредством выполнения кромки ориентирующего ножа 13 по винтовой поверхности (фиг.1). При этом переменность радиуса ориентирующего ножа 13 обеспечивает формирование упора для цилиндрической детали 14 при загрузке в радиальные пазы 8 и надежную фиксацию при осевом перемещении в гнездо 17 ориентирующего диска 18, который вращается синхронно с транспортирующим диском 2 и базирующим диском 3. При перемещении в гнездо 17 цилиндрическая деталь 14 устанавливается параллельно оси вращения 4 поддерживающим ножом 7 и располагается по поверхности гнезда 17 и кромке поддерживающего ножа 7, что обеспечивает ориентирование деталей 14 по внешнему контуру. При этом рабочий торец 12 цилиндрической детали 14 опирается на кромку поддерживающего ножа 7, сопряженного с приемной воронкой 15.
Цилиндрическая деталь 14, расположенная в радиальных пазах 8 рабочим торцом 12 вперед, при круговом транспортировании не фиксируется кромкой ориентирующего ножа 13, так как величины шага винтовой поверхности ориентирующего ножа 13 недостаточно, чтобы совместить кромку ориентирующего ножа 13 и канавку на наружной поверхности детали 14, что обеспечивает неизменность положения детали 14 в осевом направлении. При этом деталь 14 устанавливается параллельно оси вращения 4 посредством поддерживающего ножа 7 и располагается наружной цилиндрической поверхностью по кромке поддерживающего ножа 7 и паза 8 базирующего диска 3, а рабочий торец 12 детали 14 удерживается по кромке поддерживающего ножа 7, что обеспечивает ориентирование детали 14 по внешнему контуру.
Рабочий торец 12 цилиндрических деталей 14, загруженных в радиальные пазы 8 транспортирующего диска 2 и базирующего диска 3, независимо от первоначального положения (канавкой 11 вперед либо рабочим торцом 12 вперед) после ориентирования по внешнему контуру опирается на кромку поддерживающего ножа 7. Сопряжение приемной воронки 15 выходного лотка 16 по кромке поддерживающего ножа 7 обеспечивает лишение детали 14 одной точки опоры (по поддерживающему ножу 7) и выдачу на выходной лоток 16 деталей 14, сориентированных в единое положение рабочим торцом 12 вперед (фиг.1, 2).
Таким образом, вышеизложенное свидетельствует о выполнении при использовании заявленного изобретения следующей совокупности условий:
- устройство для ориентации цилиндрических деталей с новой конструкцией механизма ориентирования в виде транспортирующего диска и базирующего диска, обеспечивающего в процессе ориентирования цилиндрических деталей поочередное согласованием операций захвата деталей в радиальные пазы и кругового транспортирования деталей с одновременным осевым перемещением цилиндрических деталей в гнездо ориентирующего диска посредством взаимодействия ориентирующего ножа и канавки цилиндрической детали, что повышает непрерывность технологического процесса ориентирования деталей с одновременной установкой цилиндрической детали параллельно оси вращения базирующего и транспортирующего дисков поддерживающим ножом, что обеспечивает повышение интенсивности процесса ориентирования деталей, тем самым расширяются технологические возможности устройства;
- для заявленного изобретения, в том виде как оно охарактеризовано в формуле изобретения, подтверждена возможность его осуществления в соответствии с описанием и прилагаемыми чертежами;
- разработанное устройство, воплощающее заявленное изобретение при его осуществлении, способно обеспечить достижение усматриваемого технического результата.
Следовательно, заявленное изобретение соответствует требованию “промышленная применимость”.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для ориентации плоских деталей | 1990 |
|
SU1759600A1 |
| Устройство для ориентирования деталей | 1976 |
|
SU654389A1 |
| СЕЛЕКТОРНОЕ УСТРОЙСТВО | 1996 |
|
RU2103146C1 |
| Устройство для ориентации деталей | 1980 |
|
SU933551A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1998 |
|
RU2129945C1 |
| Устройство для обработки деталей абразивной средой | 1982 |
|
SU1117197A1 |
| МАШИНА ДЛЯ НАПОЛНЕНИЯ КОНСЕРВНЫХ БАНОК | 1930 |
|
SU39012A1 |
| УСТРОЙСТВО ВТОРИЧНОЙ ОРИЕНТАЦИИ ПЛОСКИХ ДЕТАЛЕЙ | 1996 |
|
RU2096160C1 |
| Бункерное загрузочное устройство | 1977 |
|
SU680854A1 |
| Устройство для ориентации ступенчатых деталей | 1985 |
|
SU1268365A1 |
Изобретение относится к автоматизации производственных процессов и может быть использовано в устройствах ориентации цилиндрических деталей для технологических процессов непрерывного производства. Устройство содержит входной лоток, неподвижное основание, механизм ориентирования и выходной лоток. На неподвижном основании установлена горизонтальная ось вращения. Для подачи деталей со входного лотка использован кожух. Механизм ориентирования устройства предназначен для ориентирования деталей по внешнему контуру и выполнен в виде транспортирующего и базирующего дисков, установленных соосно с возможностью синхронного вращения на горизонтальной оси вращения, установленного над неподвижным основанием ориентирующего диска с гнездами и ориентирующего и поддерживающего ножей. Транспортирующий и базирующий диски выполнены с радиальными пазами, образующими захватные органы для захвата цилиндрических деталей по наружной поверхности при их подаче со входного лотка канавкой или рабочим торцом вперед параллельно горизонтальной оси вращения до упора в кромку ориентирующего ножа. Поддерживающий нож выполнен в виде жестко закрепленного на неподвижном основании кругового сектора с радиусом, соответствующим внутреннему радиусу радиальных пазов базирующего диска, для установки детали параллельно горизонтальной оси вращения при ее перемещении в гнездо ориентирующего диска. Ориентирующий нож выполнен в виде кругового сектора переменного радиуса и с кромкой в виде винтовой поверхности для захвата и фиксации расположенной в радиальных пазах транспортирующего и базирующего дисков канавкой вперед детали при ее осевом перемещении в гнездо ориентирующего диска. Выходной лоток расположен на упомянутом основании и выполнен с приемной воронкой, сопряженной с поддерживающим ножом для обеспечения выдачи цилиндрических деталей рабочим торцом вперед. Использование такой конструкции обеспечивает надежный захват и фиксацию детали по поверхности канавки с осевым перемещением в гнездо ориентирующего диска в процессе непрерывного кругового транспортирования детали, а также позволяет повысить производительность процесса ориентирования деталей и расширить функциональные возможности устройства. 2 ил.
Устройство для ориентации цилиндрических деталей, содержащее входной лоток, неподвижное основание, механизм ориентирования и выходной лоток, отличающееся тем, что оно снабжено установленной на неподвижном основании горизонтальной осью вращения и кожухом для подачи деталей со входного лотка, механизм ориентирования предназначен для ориентирования деталей по внешнему контуру и выполнен в виде транспортирующего и базирующего дисков, установленных соосно с возможностью синхронного вращения на горизонтальной оси вращения, установленного над неподвижным основанием ориентирующего диска с гнездами и ориентирующего и поддерживающего ножей, транспортирующий и базирующий диски выполнены с радиальными пазами, образующими захватные органы для захвата цилиндрических деталей по наружной поверхности при их подаче со входного лотка канавкой или рабочим торцом вперед параллельно горизонтальной оси вращения до упора в кромку ориентирующего ножа, поддерживающий нож выполнен в виде жестко закрепленного на неподвижном основании кругового сектора с радиусом, соответствующим внутреннему радиусу радиальных пазов базирующего диска, для установки детали параллельно горизонтальной оси вращения при ее перемещении в гнездо ориентирующего диска ориентирующий нож выполнен в виде кругового сектора переменного радиуса и с кромкой в виде винтовой поверхности для захвата и фиксации расположенной в радиальных пазах транспортирующего и базирующего дисков канавкой вперед детали при ее осевом перемещении в гнездо ориентирующего диска, а выходной лоток расположен на упомянутом основании и выполнен с приемной воронкой, сопряженной с поддерживающим ножом для обеспечения выдачи цилиндрических деталей рабочим торцом вперед.
| Устройство для ориентации цилиндрических деталей | 1976 |
|
SU585042A1 |
| Устройство для ориентации цилиндрических деталей с профилированными торцами | 1979 |
|
SU992156A1 |
| Устройство для ориентирования деталей с профилированным торцом | 1982 |
|
SU1046067A1 |
| УСТРОЙСТВО ДЛЯ ОРИЕНТАЦИИ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1992 |
|
RU2014198C1 |
| Прибор для охлаждения жидкостей в зимнее время | 1921 |
|
SU1994A1 |

