ел
4; со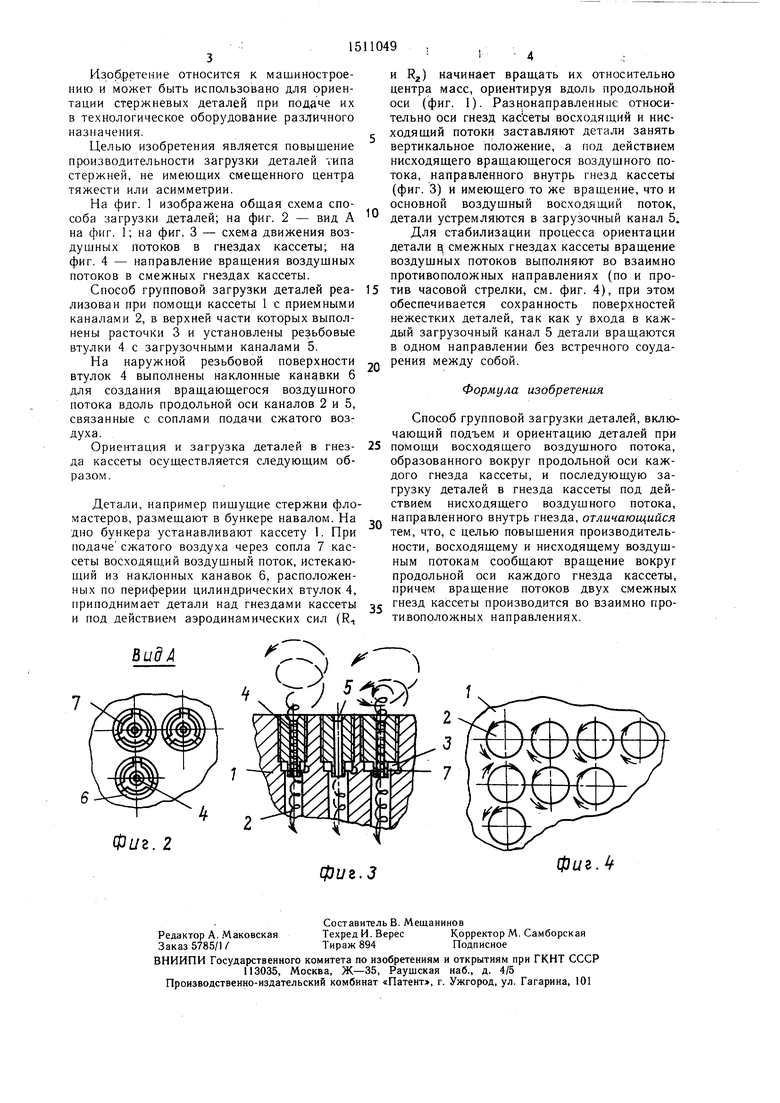
| название | год | авторы | номер документа |
|---|---|---|---|
| СТРУЙНОЕ ЗАГРУЗОЧНОЕ УСТРОЙСТВО | 2001 |
|
RU2199428C2 |
| Способ групповой загрузки деталей | 1989 |
|
SU1696257A1 |
| Устройство для групповой загрузки деталей | 1980 |
|
SU897469A1 |
| Устройство для групповой загрузки деталей | 1973 |
|
SU450698A2 |
| Устройство для групповой загрузки деталей | 1973 |
|
SU450699A1 |
| УСТРОЙСТВО ДЛЯ ГРУППОВОЙ ЗАГРУЗКИ ДЕТАЛЕЙ | 1973 |
|
SU404606A1 |
| Устройство для загрузки в штыревую кассету деталей | 1983 |
|
SU1156897A1 |
| Устройство для групповой загрузки деталей | 1978 |
|
SU753595A1 |
| Устройство для групповой загрузки деталей в кассеты | 1983 |
|
SU1152053A1 |
| Устройство для групповой сборки деталей | 1978 |
|
SU751564A1 |
Изобретение относится к машиностроению и может быть использовано для ориентации стержневых деталей при подачи их в технологическое оборудование различного назначения. Целью изобретения является повышение производительности загрузки деталей типа стержней, не имеющих смещенного центра тяжести или ассиметрии. Детали, помещенные на кассету 1, поднимаются вращающимся восходящим воздушным потоком, истекающим из наклонных канавок втулок 4 каждого гнезда кассеты, ориентируются вдоль своей продольной оси и продольной оси загрузочного канала 5 под действием аэродинамических сил (R1 и R2), а после принятия вертикального положения засасываются нисходящим воздушным потоком внутрь загрузочных каналов 5 гнезд кассеты, вращающимся в том же направлении, что и основной восходящий поток. Из-за вращения воздушных потоков в двух смежных гнездах кассеты во взаимно-противоположных направлениях достигается стабильность ориентации деталей. В зоне каждого из гнезд устраняется соударение деталей между собой из-за вращения воздушных потоков в одном направлении. 4 ил.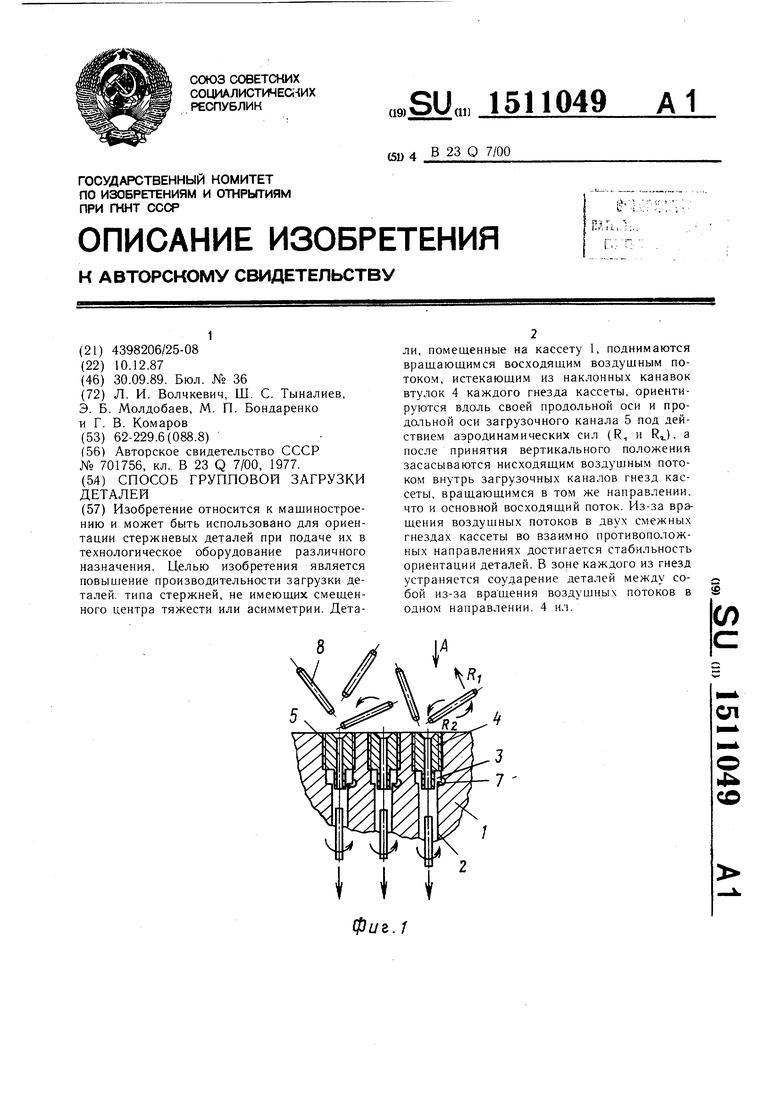
Фиг.1
Изобретение относится к машиностроению и может быть использовано для ориентации стержневых деталей при подаче их в технологическое оборудование различного назначения.
Целью изобретения является повышение производительности загрузки деталей типа стержней, не имеющих смещенного центра тяжести или асимметрии.
На фиг. 1 изображена общая схема способа загрузки деталей; на фиг. 2 - вид А на фиг. 1; на фиг. 3 - схема движения воздушных потоков в гнездах кассеты; на фиг. 4 - направление вращения воздушных потоков в смежных гнездах кассеты.
Способ групповой загрузки деталей pea- 15 тив часовой стрелки, см. фиг. 4), при этом
лизован при помощи кассеты 1 с приемными каналами 2, в верхней части которых выполнены расточки 3 и установлены резьбовые втулки 4 с загрузочными каналами 5.
На наружной резьбовой поверхности втулок 4 выполнены наклонные канавки 6 для создания вращающегося воздушного потока вдоль продольной оси каналов 2 и 5, связанные с соплами подачи сжатого воздуха.
Ориентация и загрузка деталей в гнезда кассеты осуществляется следующим образом.
20
25
обеспечивается сохранность поверхностей нежестких деталей, так как у входа в каждый загрузочный канал 5 детали вращаются в одном направлении без встречного соударения между собой.
Формула изобретения
Способ групповой загрузки деталей, включающий подъем и ориентацию деталей при помощи восходящего воздушного потока, образованного вокруг продольной оси каждого гнезда кассеты, и последующую загрузку деталей в гнезда кассеты под действием нисходящего воздушного потока, направленного внутрь гнезда, отличающийся тем, что, с целью повышения производительности, восходящему и нисходящему воздушным потокам сообщают вращение вокруг продольной оси каждого гнезда кассеты, причем вращение потоков двух смежных гнезд кассеты производится во взаимно противоположных направлениях.
Детали, например пишущие стержни фломастеров, размещают в бункере навалом. На дно бункера устанавливают кассету 1. При подаче сжатого воздуха через сопла 7 кассеты восходящий воздущный поток, истекающий из наклонных канавок 6, расположенных по периферии цилиндрических втулок 4, приподнимает детали над гнездами кассеты и под действием аэродинамических сил (R
ВидА
Фиг. 2
и Rj) начинает вращать их относительно центра масс, ориентируя вдоль продольной оси (фиг. 1). Разнонаправленные относительно оси гнезд кас сеты восходящий и нисходящий потоки заставляют детали занять вертикальное положение, а под действием нисходящего вращающегося воздушного потока, направленного внутрь гнезд кассеты (фиг. 3) и имеющего то же вращение, что и основной воздущный восходящий поток, детали устремляются в загрузочный канал 5. Для стабилизации процесса ориентации детали ц смежных гнездах кассеты вращение воздушных потоков выполняют во взаимно противоположных направлениях (по и про
обеспечивается сохранность поверхностей нежестких деталей, так как у входа в каждый загрузочный канал 5 детали вращаются в одном направлении без встречного соударения между собой.
Формула изобретения
Способ групповой загрузки деталей, включающий подъем и ориентацию деталей при помощи восходящего воздушного потока, образованного вокруг продольной оси каждого гнезда кассеты, и последующую загрузку деталей в гнезда кассеты под действием нисходящего воздушного потока, направленного внутрь гнезда, отличающийся тем, что, с целью повышения производительности, восходящему и нисходящему воздушным потокам сообщают вращение вокруг продольной оси каждого гнезда кассеты, причем вращение потоков двух смежных гнезд кассеты производится во взаимно противоположных направлениях.
| Способ групповой загрузки деталей | 1977 |
|
SU701756A1 |
