Изобретение относится к области электротехники, а именно к технологии изготовления контактов вакуумных дугогасительных камер.
Известен способ [Патент РФ 2063086, МПК 6 Н 01 H 33/66, 1994г.], в котором технология изготовления контактов состоит из следующих этапов:
- смешивание проводящего металлического порошка с термостойким порошковым материалом, имеющим более высокую температуру плавления, чем проводящий металлический порошок;
- прессование полученной смеси, чтобы получить заготовку;
- предварительное спекание заготовки в атмосфере высокочистого водорода;
- окончательное спекание, уплотнение и обезгаживание заготовки диффузионной сваркой.
Недостатками известного способа изготовления контактов являются нетехнологичность процесса, выраженная в длительных термических операциях; закрытая пористость спеченной заготовки и в результате - низкое качество обезгаживания всего объема спеченного материала.
Наиболее близким по технической сущности и достигаемому результату к предлагаемому изобретению является способ изготовления контактов [Патент США 4723589 от 88.02.09, МПК В 22 D 23/00], в котором заготовку, изготовленную из материала, содержащего медь, сталь и керамику, устанавливают в вакуумную камеру против плазменного пистолета и подогревают с помощью плазмы. Затем в плазменный пистолет подают заданное количество по меньшей мере двух порошкообразных металлов из группы, в которую входят медь, хром, висмут и литий. Металлы могут быть в чистом виде или иметь форму сплавов. Металлический порошок захватывается плазменной дугой и с большой скоростью направляется на поверхность заготовки. После удара о поверхность заготовки указанные металлы затвердевают и образуют безпористое покрытие.
Недостатками известного способа, принятого за прототип, является повышенное газосодержание электродной заготовки из-за необходимости применения в плазмотроне плазмообразующего газа; крупнозернистая структура покрытия, определяемая дисперсностью напыляемых порошков; низкая прочность сцепления покрытия с подложкой и достаточно высокая остаточная пористость напыленного слоя. Минимальная пористость напыленных покрытий находится в пределах 3-5% (см. Кудинов В.В., Иванов В.М. Нанесение плазмой тугоплавких покрытий. М.: Машиностроение, 1981, 192 с.).
Основной задачей, на решение которой направлено предлагаемое изобретение, является создание способа изготовления контактов вакуумной дугогасительной камеры, при осуществлении которого достигается повышение технологичности процесса получения высокоплотного контактного материала и улучшение качества контактов за счет получения более мелкодисперсного и обезгаженого контактного материала.
Данная задача решается тем, что в предлагаемом способе изготовления контактов вакуумной дугогасительной камеры предварительно готовят порошковую смесь по крайней мере из двух порошковых компонентов - проводящего и термостойкого, и наносят покрытие из порошковой смеси на заготовку из материала с высокой электропроводностью в вакуумной камере.
Новым является то, что покрытие наносят на заготовку методом электронно-лучевой наплавки.
Во всех известных в настоящее время применениях электронно-лучевой наплавки причина формирования мелкодисперсной структуры покрытия - большая скорость охлаждения в интервалах кристаллизации жидкометаллической ванны и последующих структурных превращений в закристаллизовавшемся сплаве. Формирование конечной структуры покрытия при электронно-лучевой наплавке при этом проходит через следующие последовательные этапы:
1) расплавление электронным лучом металлических компонентов порошковой смеси;
2) перемешивание расплавленных компонентов с образованием жидкого раствора;
3) быстрая кристаллизация жидкого раствора с образованием мелкозернистой структуры сплава;
4) быстрое охлаждение в области структурных превращений в сплаве с формированием мелкодисперсной структуры продуктов превращений.
В предлагаемом способе изготовления контактов порошковая смесь состоит из проводящего и термостойкого компонентов, которые из-за полной несмешиваемости в твердом и жидком состоянии не сплавляются, а образуют так называемый псевдосплав, то есть механическую смесь компонентов (в приведенном нами примере - меди и хрома). Поэтому вышеуказанная схема формирования мелкодисперсной структуры в псевдосплавах не может быть реализована, так как отсутствует этап - "перемешивание расплавленных компонентов с образованием жидкого раствора". Кроме того, известно, что "при полной несмешиваемости в жидком и твердом состояниях смачивание отсутствует..." [Сумм Б.Д., Горюнов Ю. В. Физико-химические основы смачивания и растекания. М.: Химия, 1976, с. 91] . Отсутствие смачивания препятствует уплотнению и приводит к повышенной пористости [Анциферов В. Н. , Бобров Г.В., Дружинин Л.К. и др. Порошковая металлургия и напыленные покрытия. М.: Металлургия, 1987, с. 227]. Следовательно, уменьшение пористости при электронно-лучевой наплавке псевдосплавов не является очевидно ожидаемым результатом.
Это знание препятствовало использованию электронно-лучевой наплавки для изготовления контактов. Именно поэтому на дату подачи заявки из уровня техники были известны лишь плазменное напыление и метод порошковой металлургии изготовления контактов. Указанное в заявке уменьшение размера частиц хрома до 4-15 мкм по сравнению с исходными 90-160 мкм в наплавляемой порошковой смеси происходит благодаря разбиению крупных капель на мелкие под действием электронного луча. Такое измельчение не может быть достигнуто другими способами, используемыми для получения контактных материалов, в том числе способом плазменного напыления, используемым в прототипе.
Получение указанного в заявке технического эффекта - снижение пористости и мелкозернистости, не является ожидаемым результатом при изготовлении контактов методом электронно-лучевой наплавки.
Таким образом, использование электронно-лучевой наплавки для изготовления контактов, с указанным выше техническим эффектом, не следует явным образом из уровня техники.
В результате такого решения существенно повышается технологичность изготовления контактов и улучшается их качество. Улучшение качества объясняется тем, что в процессе электронно-лучевой наплавки каждая частица порошка подвергается воздействию электронного луча, в результате которого она нагревается и расплавляется, что приводит к переплаву контактного материала в вакууме и его полному обезгаживанию. Дополнительно, благодаря существованию интенсивных гидродинамических явлений в жидкометаллической ванне расплава, происходит диспергация частиц тугоплавкого соединения и его равномерное распределение по всему объему наплавленного слоя.
При осуществлении предлагаемого способа изготовления контактов вакуумной дугогасительной камеры предварительно готовят смесь проводящего металлического порошка, например медь ГОСТ 4960-75 (50-90 мкм), с термостойким порошковым материалом, например хром ТУ 14-1-1474-75 (90-160 мкм), в соотношении 1:1.
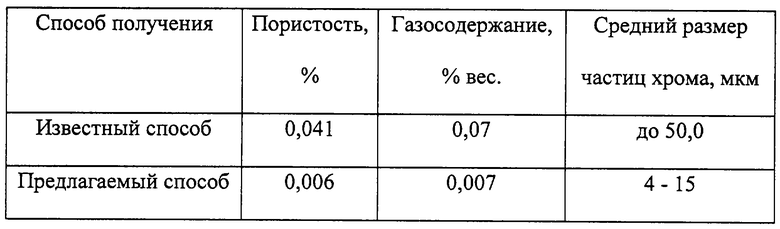
Электронно-лучевая наплавка осуществляется с помощью электронно-лучевой установки ЭЛУ-5, дополнительно оборудованной порошковым питателем и блоком развертки электронного луча [Панин В.Е., Дураков В.Г., Прибытков Г.А., Белюк С.И., Свитич Ю.В., Голобоков Н.Н., Дехонова С.З. Электронно-лучевая наплавка композиционных покрытий на основе карбида титана // Физика и химия обработки материалов, 1997, 2, с. 54-58]. В ЭЛУ-5 помещается вышеуказанная порошковая смесь медь-хром и медная заготовка. Затем из камеры откачивается воздух, то есть получается вакуум (Р=0,1 Па). Наплавка происходит путем подачи порошкового материала с помощью порошкового питателя в зону расплава, создаваемую электронным лучом. Наплавка происходит при ускоряющем напряжении 30 кВ и токе электронного луча 40 мА. Наплавляемая деталь перемещается относительно неподвижной электронной пушки и неподвижного порошкового питателя с линейной скоростью 4-5 мм/с. В результате наплавки на медной заготовке формируется медно-хромовое покрытие толщиной 4-5 мм. В таблице приведены свойства контактного материала медь - 50 вес.% хрома, полученного известным [Патент РФ 2063086] и предлагаемым способами.
Использование предлагаемого изобретения улучшает технологичность изготовления контактов за счет нанесения покрытия на заготовку методом электронно-лучевой наплавки, позволяющим существенно улучшить качество контактного материала за счет диспергации структурных составляющих, уменьшения пористости и обезгаживания в процессе наплавки в вакууме.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТОВ ВАКУУМНЫХ ДУГОГАСИТЕЛЬНЫХ КАМЕР | 2011 |
|
RU2493290C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТОВ ВАКУУМНОЙ ДУГОГАСИТЕЛЬНОЙ КАМЕРЫ | 1994 |
|
RU2063086C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОНТАКТОВ ВАКУУМНЫХ ДУГОГАСИТЕЛЬНЫХ КАМЕР | 1994 |
|
RU2063087C1 |
| Порошковый сплав для изготовления объемных изделий методом селективного спекания | 2017 |
|
RU2657968C1 |
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 2000 |
|
RU2205094C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИЦИОННОГО КАТОДА | 2009 |
|
RU2421844C1 |
| ПОРОШКОВЫЙ СПЛАВ НА ОСНОВЕ ЖЕЛЕЗА ДЛЯ ИЗНОСОСТОЙКОЙ НАПЛАВКИ И НАПЫЛЕНИЯ | 2015 |
|
RU2607066C2 |
| КОНТАКТ ВАКУУМНОЙ ДУГОГАСИТЕЛЬНОЙ КАМЕРЫ | 1994 |
|
RU2105373C1 |
| Способ формирования антикоррозионного покрытия на изделиях из низкоуглеродистой стали | 2016 |
|
RU2649218C1 |
| Порошковый сплав на основе железа | 2023 |
|
RU2805734C1 |
Изобретение относится к области электротехники, а именно к технологии изготовления контактов вакуумной дугогасительной камеры. Способ включает предварительное приготовление порошковой смеси по крайней мере из двух порошковых компонентов - проводящего и термостойкого, помещение заготовки из материала с высокой электропроводностью в вакуумную камеру и нанесение покрытия из порошковой смеси методом электронно-лучевой наплавки. Изобретение направлено на улучшение качества контактов за счет получения мелкодисперсного и обезгаженного контактного материала. 1 табл.
Способ изготовления контактов вакуумной дугогасительной камеры, при котором предварительно готовят порошковую смесь по крайней мере из двух порошковых компонентов - проводящего и термостойкого и наносят покрытие из порошковой смеси на заготовку из материала с высокой электропроводностью в вакуумной камере, отличающийся тем, что покрытие наносят на заготовку методом электронно-лучевой наплавки.
| US 4723586 A, 09.02.1988 | |||
| US 5501882 A, 26.03.1996 | |||
| СПОСОБ ЭЛЕКТРОННО-ЛУЧЕВОЙ НАПЛАВКИ | 1993 |
|
RU2118243C1 |
| SU 1484670 A1, 07.06.1988 | |||
| US 5492761 A, 20.02.1996 | |||
| Пожарный двухцилиндровый насос | 0 |
|
SU90A1 |

