Изобретение относится к способам нанесения покрытий и может быть использовано преимущественно для получения коррозионно-стойких декоративных покрытий золотистого цвета на изделиях, устанавливаемых на открытом воздухе: наружная реклама, надписи и отделка на зданиях, кровля и пр.
Нитрид титана сам по себе является коррозионно-стойким материалом. Однако на объектах с некоррозионно-стойкой основой, например из обычных углеродистых сталей, установленных на открытом воздухе под воздействием атмосферных осадков, появляется ржавчина. Поэтому физико-механическое состояние основы оказывает большое влияние на качественные показатели покрытия при эксплуатации - адгезионную прочность, коррозионную стойкость, декоративность, цвет и блеск покрытия.
Известен способ получения коррозионно-стойких декоративных покрытий золотистого цвета, патент РФ 2039127, опубл. 09.07.95, бюл. 19, включающий нанесение на наружную поверхность прозрачных или непрозрачных подложек из различных материалов: металла, пластика, стекла или керамики, тонкой полупрозрачной пленки из нитрида титана в сочетании с металлическим подслоем алюминия и титана определенной толщины методом магнетронного распыления. Нанесение нитрида титана в виде полупрозрачной пленки в сочетании с металлическим слоем из алюминия позволяет получать покрытия с насыщенным золотистым цветом, благодаря высокому коэффициенту отражения.
Коррозионная стойкость по данному способу обеспечивается за счет слоя из нитрида титана, однако в условиях влажности между подложкой и материалом покрытия возможно протекание электрохимической коррозии, что не позволяет использовать его для получения долговечных покрытий на кровле, для отделки сооружений градостроительства, объектов культурно-исторического назначения, наружной рекламы и пр.
Известен способ нанесения вакуумного покрытия на полимеры, выбранный в качестве прототипа: Ю. В. Липни, Л.В. Рогачев и др. "Технология вакуумной металлизации полимерных материалов", Гомель: Гомельское отделение Белорусской инженерно-технологической академии, 1994 г., стр. 117 (5-ый абзац). В данном способе предложено для обеспечения надежной адгезионной прочности вакуумного покрытия проводить механическую обработку поверхности основы детали для придания ей шероховатости, а затем наносить грунтовочный лак для сглаживания неровностей под последующий вакуумный блестящий слой. Лаковый слой, толщиной 15-20 мкм, способствует образованию гладкой поверхности, которая повышает процент отражения падающего света и улучшает блеск золотистого покрытия из нитрида титана, а также обеспечивает барьерные свойства, препятствуя образованию химических соединений между материалами подложки и покрытия, вызывающих коррозию. Однако этого приема недостаточно для получения коррозионно-стойкого, декоративного покрытия на конструкциях из дешевых кородирующих материалов, используемых для строительных объектов.
Кроме того, общим недостатком покрытий из нитрида титана, получаемых существующими способами, является то, что если деталь имеет искривленную сферообразную поверхность, например купол собора, искривленные участки под определенным углом зрения кажутся темными, на них пропадает блеск, визуальное восприятие декоративности покрытия ухудшается. Это происходит потому, что нормали к точкам поверхности направлены в противоположную строну от глаза, и отраженный свет уходит в направлении этих нормалей, не попадая в поле зрения.
Задачей предлагаемого способа является повышение коррозионной стойкости и улучшение декоративности - насыщенности золотистого цвета - покрытий из нитрида титана на деталях из различных, преимущественно из некоррозионно-стойких, металлов любой геометрической формы.
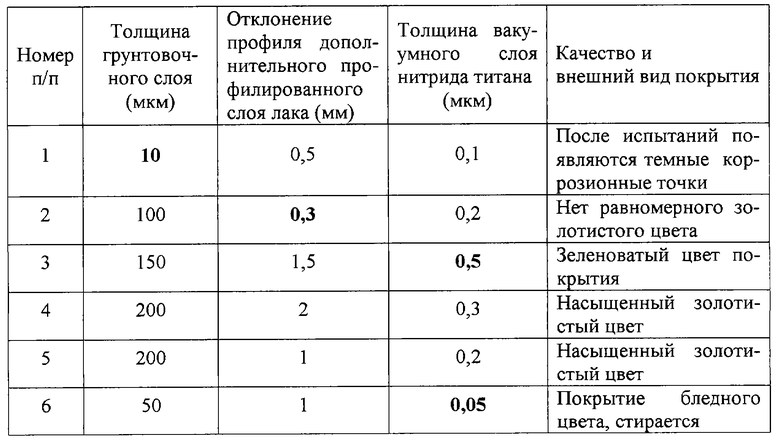
Поставленная задача и указанный технический результат достигается за счет того, что способ получения покрытий золотистого цвета, включающий механическую обработку поверхности подложки, нанесение грунтовочного лака и последующее нанесение вакуумным методом нитрида титана, предусматривает нанесение на грунтовочный лак дополнительного слоя лака с образованием профилированной поверхности, состоящей из неровностей - выступов и впадин, причем отклонение профиля составляет 0,5-2 мм, грунтовочный слой имеет толщину от 20 до 200 мкм, а слой нитрида титана наносят толщиной до 0,5 мкм.
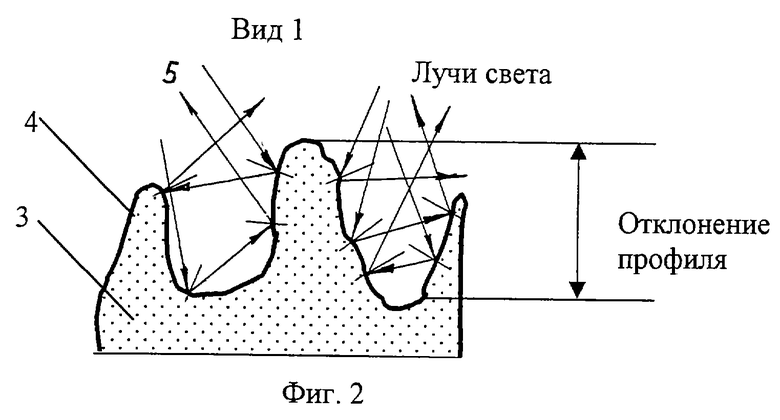
Величина неровностей поверхности промежуточного слоя лака подобрана таким образом, что поверхность готового изделия после нанесения тонкой пленки нитрида титана остается профилированной, состоящей из выступов и впадин, имеющих гладкую зеркальную поверхность, и, таким образом, отражение света от покрытия по закону отражения и преломления происходит по всем направлениям диффузионно, т.е свет рассеивается равномерно, и глаз воспринимает поверхность изделия как равномерно блестящую золотистого цвета, независимо от формы изделия и угла зрения на него. Уменьшение величины отклонения профиля нарушает равномерность диффузионного отражения света, пропадает эффект зрительного восприятия золотистого блеска поверхности, появляются темные пятна. Увеличение отклонения профиля свыше 2 мм приводит к тому, что капли лака растекаются по поверхности, она сглаживается и эффект не достигается. Слой группа толщиной 20÷200 мкм обеспечивает длительную защиту (до 35 лет) от электрохимической коррозии при воздействии атмосферных факторов. Дальнейшее увеличение толщины слоя не улучшает положительного эффекта и поэтому неоправданно. Увеличение толщины слоя нитрида титана свыше 0,5 мкм экономически невыгодно в силу своей дороговизны, а очень тонкий слой снижает срок службы покрытия за счет быстрого износа.
На фиг. 1 изображена структура покрытия, полученная предлагаемым способом.
На фиг.2 изображен в увеличенном виде профилированный слой покрытия, вид I.
На подложке 1 (фиг.1) образован слой грунта 2 и профилированный слой лака 3, на который вакуумным напылением нанесен слой нитрида титана 4, стрелки 5 (фиг.2) поясняют диффузионное отражение падающего света.
Способ осуществляют следующим образом.
Проводят предварительную подготовку поверхности металлическими щетками удаляют механические загрязнения, затрудняющие очистку водорастворимые соли, масло и жир смывают щелочным раствором. Ржавчину удаляют дробеструйной очисткой или шлифованием. Поверхность промывают изопропиловым спиртом, высушивают и удаляют пыль. На очищенную поверхность наносят слой двухкомпонентной эпоксидной грунтовки с отвердителем на основе полиамида с фосфатами цинка толщиной от 20 до 200 мкм, который помимо коррозионной защиты выравнивает и сглаживает поверхность. Для этого предварительно тщательно смешивают 4 части по объему эпоксидной смолы с 1 частью по объему отвердителя, разбавляют до 30% растворителем до вязкости, позволяющей наносить состав методом безвоздушного распыления при диаметре сопла безвоздушного распылителя от 0,015 до 0,021 мм.
Далее образуют дополнительный профилирующий слой лака, используя двухкомпонентный акрилово-полиуретановый лак и отвердитель, содержащий алифатический изоцианат. Для этого в полиуретановый лак добавляют отвердитель в соотношении 4:1 и разбавляют на 5-30% и наносят с помощью безвоздушного распылителя с диаметром сопла 0,011-0,013 мм в 4-5 слоев с интервалом 10 мин с расстояния 1,5 м отклонение профиля полученной поверхности контролируют визуально.
Слои грунтовки и лака наносят при температуре не ниже 5oС и относительной влажности воздуха до 80%, произведя расчет расхода по техническим характеристикам применяемого состава, условиям нанесения, конфигурации и типа окрашиваемой поверхности. На профилированную поверхность из лака вакуумным напылением наносят слой нитрида титана толщиной до 0,5 мкм.
Качество полученного покрытия в зависимости от количественных характеристик предлагаемого способа представлены в таблице, из которой видно, что предложенные интервалы значений характеристик в п.4 и 5 таблицы оптимальны и дают положительный результат.
Предлагаемым способом с использованием грунтовки и лака фирмы "ТИККУ-РИЛА" и безвоздушного электростатического распылителя фирмы "BOSCH" было нанесено покрытие на детали для отделки Храма Святого Георгия Победоносца на Поклонной горе, в частности на буквы для надписей и дефлекторы для вентиляционных сооружений, а также на комплект музыкальных колоколов - карильон производства голландской фирмы "ПЕТИТ и ФРИТСЕН" для звонницы. Данный способ получения покрытий золотистого цвета обеспечивает их долговечность (около 35 лет), стойкость к атмосферным воздействиям и износу, при этом покрытие декоративно обладает равномерным блеском и насыщенным золотистым цветом.
Изобретение относится к способам нанесения покрытий и может быть использовано преимущественно для получения коррозионно-стойких декоративных покрытий золотистого цвета на изделиях для объектов, устанавливаемых на открытом воздухе: наружная реклама, надписи на зданиях, кровля и пр. Изобретение направлено на повышение коррозионной стойкости и улучшение декоративности - насыщенности золотистого цвета - покрытий из нитрида титана на деталях из различных металлов любой геометрической формы. Способ включает механическую подготовку поверхности подложки, нанесение грунтовочного слоя и последующее нанесение вакуумным методом нитрида титана, грунтовочный слой наносят толщиной от 20 до 200 мкм, на него дополнительно наносят слой лака с образованием профилированной поверхности, состоящей из неровностей - выступов и впадин, причем среднеарифметическое отклонение профиля на длине 1,5 см составляет 0,5-2 мм, а слой нитрида титана наносят толщиной не более 0,5 мкм. 2 ил., 1 табл.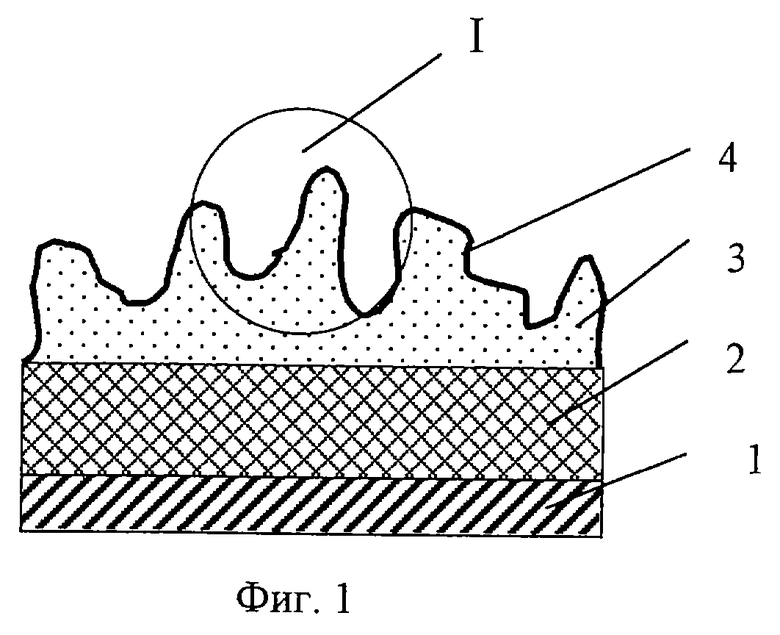
Способ получения покрытий золотистого цвета, включающий механическую подготовку поверхности подложки, нанесение грунтовочного лака и последующее нанесение вакуумным методом нитрида титана, отличающийся тем, что грунтовочный слой имеет толщину от 20 до 200 мкм, на него дополнительно наносят слой лака с образованием профилированной поверхности, состоящей из неровностей - выступов и впадин, причем среднеарифметическое отклонение профиля на длине 1,5 см составляет 0,5-2 мм, а слой нитрида титана наносят толщиной не более 0,5 мкм.
| ЛИПИН Ю.В | |||
| и др | |||
| Технология вакуумной металлизации полимерных материалов | |||
| - Гомель: Гомельское отделение Белорусской инженерно-технологической академии, 1994, с | |||
| Аппарат для испытания прессованных хлебопекарных дрожжей | 1921 |
|
SU117A1 |
| СПОСОБ ПОЛУЧЕНИЯ КОРРОЗИОННОСТОЙКИХ ПОКРЫТИЙ ЗОЛОТИСТОГО ЦВЕТА НА ПОДЛОЖКАХ | 1992 |
|
RU2039127C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ | 1998 |
|
RU2146724C1 |
| RU 97100079 A, 10.02.1999 | |||
| Способ приготовления сернистого красителя защитного цвета | 1915 |
|
SU63A1 |

