Изобретение относится к технологиям нанесения упрочняющих, защитных и декоративных покрытий на изделия из металла, стекла и керамики для придания им различных функциональных свойств и цветовых оттенков. Изобретение может быть использовано в устройствах для финишной очистки и активации поверхности изделий перед нанесением покрытий и ионного ассистирования в процессе напыления покрытий в вакууме. Получаемые по предлагаемому способу композиционные покрытия могут быть использованы в различных отраслях промышленности для упрочнения деталей, увеличения их коррозионной стойкости и износостойкости.
Известен способ нанесения покрытий на изделия с использованием магнетронного разряда, создающего в атмосфере рабочего реакционноспособного газа потоки плазмы и потоки атомов материала мишени, а также источника с разрядом в скрещенных электрическом и магнитном полях с образованием направленного ионного потока [1]. При таком способе производительность процесса нанесения покрытия, очистку и активацию поверхности изделий обеспечивает ионный источник, и качество покрытий зависит от его параметров: тока разряда (Iр = 3 А) и энергии ионов в потоке плазмы (E = 25 - 700 эВ). Максимальная скорость нанесения покрытий лежит в узкой области давлений 0,1 - 0,3 Па.
Расширить диапазон давлений без потери скорости нанесения покрытий не удается вследствие низкой концентрации плазмы, генерируемой ионным источником и зависящей, в основном, от разрядного тока, который уменьшается с понижением давления вплоть до погасания разряда при давлении < 0,1 Па. С другой стороны, даже при незначительном превышении разрядного тока ионного источника над разрядным током магнетронного источника, составляющим несколько ампер, наблюдается несогласование генерируемого им потока газовых ионов с потоком атомов мишени магнетронного источника. Это ведет к ухудшению качества композиционных покрытий, проявляющемуся в нарушении их стехиометрии и разрыхлении структуры [1]. При увеличении разрядного тока (> 10 А) разряд в ионном источнике переходит из диффузной в контрагированную форму горения с образованием катодного пятна. Такой режим работы является аварийным для ионного источника, т.к. приводит к сильной эрозии его электродов и неконтролируемому запылению подложки. Кроме того, при таком методе обработки очистка и активация поверхности изделий происходит лишь в зоне направленного ионного потока, что не позволяет обрабатывать крупногабаритные детали и изделия сложной формы, а при больших токах разряда в таких системах, вследствие большой величины катодного падения потенциала (до ~ 700 В), происходит распыление материала конструкций узла плазмообразования с последующим запылением поверхности изделия этим материалом, что ухудшает адгезионные свойства покрытия.
Наиболее близким по техническому решению является способ нанесения покрытий в вакууме с большой скоростью роста толщины слоя, основанный на конденсации вещества из плазменной фазы, созданной катодным пятном вакуумной дуги, с бомбардировкой поверхности ионами металла в присутствии реакционноспособного газа. (Метод КИБ) [2].
Важнейшими параметрами такого процесса нанесения покрытий являются количество ионов и атомов материала катода и давление реакционноспособного газа, определяющие основные свойства покрытия - фазовый состав, микротвердость и т.д. Увеличение скорости нанесения композиционных покрытий по методу КИБ возможно за счет увеличения тока дуги. Однако при этом для получения композиционных покрытий стехиометрического состава необходимо увеличить долю реакционноспособного газа, что приводит к повышению давления в камере. При давлении в камере выше, чем 0,1 Па резко падает скорость осаждения покрытий вследствие столкновений молекул распыленного вещества с молекулами рабочего газа и обратной диффузии распыляемого материала к катоду. Финишная подготовка поверхности изделий для получения хорошей адгезии по методу КИБ осуществляется ионами металла, извлекаемыми из плазмы дугового разряда распылителя. Недостатком такой подготовки является то, то на изделия необходимо подавать отрицательный потенциал до 1500 В, т.е. обработке подлежат только электропроводящие изделия. При такой подготовке хорошая адгезия происходит только при нагреве изделий до температуры выше 450oC. Это приводит к отпуску многих инструментальных и конструкционных сталей и потере их объемной прочности. Кроме того, при таком способе финишной подготовки не исключается подпыление поверхности изделий материалом мишени, что в некоторых случаях является недопустимым.
Техническим результатом предлагаемого изобретения является увеличение скорости нанесения композиционного покрытия, улучшение его качества и увеличение адгезии покрытий на изделиях из металла, стекла и керамики больших габаритов и сложной формы.
Указанный технический результат достигается тем, что нанесение покрытий на изделия в вакууме производят по способу, включающему распыление катодной мишени дуговым разрядом и осаждение получаемого потока на изделия с одновременным воздействием на изделия плазмой реакционноспособного газа, создаваемой согласно изобретению несамостоятельным дуговым разрядом с накаленным катодом при давлении рабочих газов от 0,01 Па до 5 Па и токе разряда от 10 А до 300 А, которая равномерно заполняет вакуумный объем с концентрацией 1010 - 1011 частиц/см3 и однородно воздействует на помещенные в нее обрабатываемые изделия сложной формы.
Кроме того, поверхность изделий перед нанесением покрытий очищают и активируют ионами плазмы генератора с термоэмиссионным катодом. Использование термоэмиссионного катода позволяет за счет изменения его эмиссии контролировать ток разряда в широком диапазоне от 10 А до 300 А, реализуя режим несамостоятельного дугового разряда без катодного пятна при низких давлениях. Такой разряд генерирует плазму с минимальными примесями вещества катода, что весьма важно при использовании его для очистки и активации поверхности изделий, и исключает недостатки, присущие способу обработки с применением источника плазмы на основе разрядов в скрещенных электрическом и магнитном полях.
Нижний рабочий предел по току несамостоятельной дуги Iр ≤ 10 А характерен для области предельно низких давлений напускаемого газа P ≤ 0,01 Па и связан с неустойчивостью зажигания и горения разряда вследствие уменьшения столкновений и соответствующего уменьшения вероятности ионизации электронами молекул рабочего газа, что является основным фактором устойчивого существования несамостоятельной дуги. Верхний рабочий предел по току Iр ≥ 300 А связан с увеличением вероятности перехода к самостоятельному дуговому разряду с образованием катодного пятна, которое вызывает значительную эрозию электродов разрядной системы.
Рабочий диапазон предлагаемого способа по давлению напускаемого в систему газа связан с одной стороны условиями зажигания и устойчивого горения несамостоятельного дугового разряда P ≥ 0,01 Па, а с др. стороны P ≲ 5 Па падением скорости напыления покрытий вследствие существенного влияния столкновений и рассеяния атомов распыляемого вещества мишени на молекулах и атомах напускаемого газа.
Напуск реакционного газа через генератор на основе несамостоятельного дугового разряда позволяет получать плазму с высокой степенью ионизации и относительно высокой температурой электронов при низком давлении. Полученная плазма, взаимодействуя с плазмой дугового распылителя, создает повышенную концентрацию ионов и возбужденных атомов газа и металла. Процентное содержание ионов и атомов реакционноспособного газа вблизи поверхности изделий регулируется независимо и в широких пределах за счет изменения тока несамостоятельного разряда без изменения давления. Это дает возможность контролировать процесс роста покрытия и его стехиометрию, повысить ток дугового распылителя в несколько раз по сравнению со способом - прототипом, увеличить скорость нанесения покрытий в 2,5 раза и улучшить его качество.
Перед нанесением покрытий поверхность изделий очищают и активируют ионами плазмы несамостоятельного дугового разряда, которые, ускоряясь до энергии (5 - 7) к • Tе в пристеночном слое пространственного заряда у поверхности изделий, активно ее бомбардируют. Причем, т.к. толщина пристеночного слоя при концентрации плазмы 1010 - 1011 см-3, характерных для предлагаемого способа обработки, составляет доли миллиметра, а достигаемая однородность ее распределения в зоне обработки не хуже ± 20% от среднего значения, то обработка изделий сложной формы происходит эффективно и однородно со всех сторон.
Как показали исследования, скорость травления поверхности неподвижных образцов из стекла, находящихся на расстоянии 220 мм от плазмогенератора при токе несамостоятельного дугового разряда 100 А, составляет 1 мкм/час, а образцов из нержавеющей стали 12Х18Н10Т - 0,3 мкм/час без подачи смещения. Если на образец из стали подавалось отрицательное смещение - 1000 В, то скорость травления его поверхности возрастала до 2 мкм/час.
Экспериментально измеренная скорость напыления TiN на неподвижный образец из нержавеющей стали, расположенный на расстоянии 220 мм от катода дугового испарителя, составляла 30 мкм/час при токе дугового испарителя 150 А и токе разряда плазмогенератора 50 А. При этом достигалось согласование скорости распыления катодной мишени дуговым разрядом, т.е. поставки к напыляемой поверхности ионов и атомов металла и скорости генерации ионов реакционноспособного газа, необходимого для синтеза композита TiN по составу и свойствам близкого к стехиометрическому составу. В промышленных напылительных технологических установках нанесение покрытий осуществляется одновременно на несколько деталей, расположенных на вращающемся столе, поэтому увеличение скорости травления, улучшение однородности финишной обработки и повышение скорости напыления композиционных покрытий на поверхность является необходимым условием для повышения производительности реального технологического процесса.
Нанесение покрытий из нитрида титана (TiN) и окислов титана (TiOx) на изделия из металла, стекла и керамики осуществлялось в установке, схематично представленной на фиг. 1. Устройство содержит вакуумную камеру 1 размерами 600х600х600 мм, на боковых стенках которой установлены электродуговой распылитель 2 и плазмогенератор 3 на основе несамостоятельного дугового разряда с накаленным катодом. Подачу рабочих газов осуществляют в плазмогенератор 3 с помощью системы напуска 4. Источники 5 обеспечивают электропитание распылителя 2 и плазмогенератора 3. Повторный стол 6 диаметром 500 мм, электрически изолированный от камеры 1, перемещает изделия в плазме дуговых разрядов.
Заявляемый способ нанесения покрытий осуществляется следующим образом. Изделия из нержавеющей стали, стекла и керамики устанавливаются по максимальному диаметру поворотного стола 6. В вакуумной камере 1 создается разрежение 3 • 10-3 Па. От системы подачи газа 4 через плазмогенератор 3 в рабочую зону подается плазмообразующий газ, например Ar. Источники 5 обеспечивают зажигание и горение несамостоятельного дугового разряда с накаленным катодом. Изделия перемещаются в плазме этого разряда, и происходит очистка и активация поверхности изделий ионами аргоновой плазмы. Режимы очистки и активации приведены в табл. 1. Для проведения процесса нанесения композиционного покрытия газ аргон в плазмогенераторе 3 затем заменяется реакционноспособным газом, например азотом. Подается электропитание на электродуговой испаритель 2. На катоде испарителя возбуждается катодное пятно и происходит распыление материала катода, например титана. Азотная плазма несамостоятельного дугового разряда взаимодействует с титановой плазмой электродугового распылителя на поверхности изделий, в результате чего образуется покрытие из нитрида титана. Режимы напыления покрытия из нитрида титана приведены в табл. 2.
Из табл. 1 следует, что, используя предлагаемый способ финишной очистки, можно, не увеличивая время технологического цикла, существенно (более чем в 3 раза) увеличить адгезию покрытий.
Из табл. 2 видно, что максимальная скорость напыления композиционных покрытий на подложки из металла, стекла и керамики в 2-2,5 раза превышает скорость напыления при использовании способа - прототипа.
Проведенные методом просвечивающей электронной микроскопии исследования микроструктуры полученных покрытий свидетельствуют о том, что осуществляемая одновременно с формированием покрытий TiN обработка поверхности плотной низкотемпературной газоразрядной плазмой препятствует формированию высокоэнергетического структурного состояния, резко снижает плотность дефектов (дислокаций, дисклинаций) в образующихся субмикрокристаллитах и уровень внутренних напряжений, формирующихся в процессе роста покрытий. Полученные предлагаемым способом покрытия TiN имели состав, близкий к стехиометрическому составу. Все эти факторы способствуют улучшению служебных характеристик покрытия: повышению твердости, увеличению износостойкости и коррозионной стойкости.
Испытания адгезионных свойств образцов с покрытиями, полученными предлагаемым способом, показали, что отрыв покрытия от изделия происходит при усилиях свыше 150 кг/см2, что в 2 - 3 раза выше, чем после обработки по способу-прототипу.
Предлагаемый способ был реализован также в технологическом цикле, с использованием специально разработанной высокопроизводительной вакуумной ионно-плазменной установки для нанесения защитно-декоративных покрытий на объемные изделия сложной формы. За один технологический цикл продолжительностью 70 - 90 минут на этой установке наносятся покрытия типа TiN или TiOx на 180 шт. изделий из металла, стекла или керамики размерами ~ 10 х 10 х 10 см3 сложной формы (посуда, фурнитура, бижутерия, культовые предметы и т.д.) с хорошим качеством и высокой адгезией покрытий на изделиях.
Таким образом, предлагаемый способ нанесения покрытий позволяет получать качественные покрытия на изделиях сложной формы из металла, стекла и керамики со скоростью напыления до 15 нм/с и с адгезионной прочностью ~ более 150 кг/см2, что в 2 - 3 раза выше значений аналогичных параметров, получаемых при использовании способа-прототипа.
Литература
1. Патент N 2023745, МПК C 23 C 14/35, 1994.
2. Андреев А.А., Гавриленко И.В., Кунченко В.В., Локошко В.В., Сопрыкин Л.И. Физика и химия обработки материалов, N 3, 1980, стр. 64 - 67.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ФОРМИРОВАНИЯ ИЗНОСОСТОЙКОГО ПОКРЫТИЯ НА ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ КОНСТРУКЦИОННОЙ СТАЛИ | 1998 |
|
RU2131480C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЙ В ВАКУУМЕ НА ИЗДЕЛИЯ ИЗ ЭЛЕКТРОПРОВОДНЫХ МАТЕРИАЛОВ И ДИЭЛЕКТРИКОВ | 2009 |
|
RU2409703C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ НИЗКОТЕМПЕРАТУРНОЙ ГАЗОРАЗРЯДНОЙ ПЛАЗМЫ | 1997 |
|
RU2116707C1 |
| СПОСОБ НАНЕСЕНИЯ КОМПОЗИЦИОННЫХ ПОКРЫТИЙ В ВАКУУМЕ | 2003 |
|
RU2256724C1 |
| ДУГОВОЙ ГЕНЕРАТОР ГАЗОРАЗРЯДНОЙ ПЛАЗМЫ С ХОЛОДНЫМ ПОЛЫМ КАТОДОМ | 2002 |
|
RU2227962C2 |
| СПОСОБ ВАКУУМНОЙ ОБРАБОТКИ ВНУТРЕННЕЙ ПОВЕРХНОСТИ ТРУБ | 1992 |
|
RU2039845C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОВЕРХНОСТНЫХ СПЛАВОВ | 1997 |
|
RU2111281C1 |
| СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА ИЗДЕЛИЯ ИЗ ТВЕРДЫХ СПЛАВОВ | 2009 |
|
RU2415966C1 |
| МАГНЕТРОННАЯ РАСПЫЛИТЕЛЬНАЯ СИСТЕМА | 2002 |
|
RU2242821C2 |
| ПЛАЗМЕННЫЙ ЭМИТТЕР ЭЛЕКТРОНОВ | 2010 |
|
RU2427940C1 |

Изобретение относится к технологиям нанесения упрочняющих, защитных и декоративных покрытий на изделия из металла, стекла и керамики для придания им различных функциональных свойств и цветовых оттенков. Способ включает электродуговое распыление катодной мишени и осаждение получаемого потока на изделия в атмосфере реакционноспособного газа, при этом реакционноспособный газ предварительно ионизируют в плазмогенераторе на основе несамостоятельного дугового разряда с накаленным катодом при давлении от 0,01 Па до 5 Па и токе разряда от 10 А до 300 А. Способ позволяет увеличить скорость нанесения покрытий, улучшить его качество и увеличить адгезию. 1 з.п. ф-лы, 1 ил., 2 табл.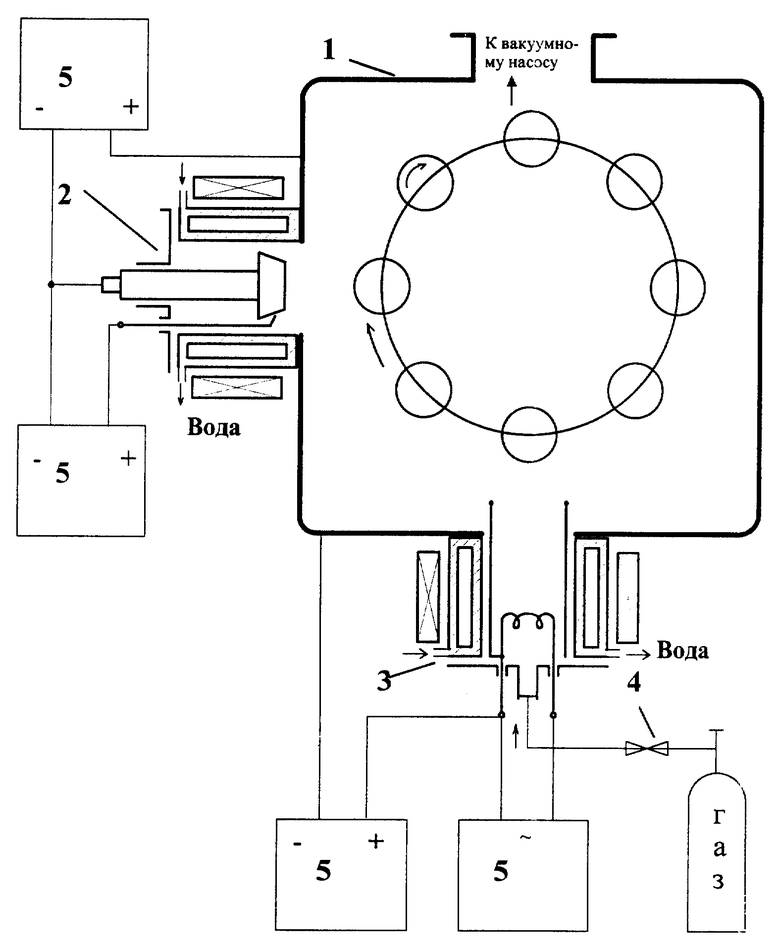
| Андреев А.А | |||
| и др | |||
| Физика и химия обработки материалов, 1980, N 3, с.64 - 67 | |||
| СПОСОБ ОЧИСТКИ ВИНА ОТ ИЗББ1ТОЧНОГО КОЛИЧЕСТВА | 0 |
|
SU279550A1 |
| DE 3913716 A1, 31.10.1990 | |||
| УСТРОЙСТВО ДЛЯ ВЗЯТИЯ ЦИЛИНДРИЧЕСКИХ КОСТНО-ХРЯЩЕВЫХ ТРАНСПЛАНТАТОВ | 2002 |
|
RU2218113C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗНОСОСТОЙКИХ ПОКРЫТИЙ НА ИЗДЕЛИЯХ ИЗ ТВЕРДЫХ СПЛАВОВ | 1989 |
|
RU1783856C |

