t
Изобретение относится к обработке металлов давлением и предназначено для использования на линейных прокатных станах.
Известны линейные прокатные станы содержащие нагревательную печь/ передающие рольганги, обжимную клеть, клети, расположенные в линию по оси валков, привод к одной из них, обводные аппараты, холодильник 1.
Недостатком известного стана является малая производительность, низкая точность и качество проката.
Действующие линейные станы используют при прокатке профилей из легированных сталей, а также в случае производства профилей небольшими партиями из обычных сталей.
Известны также линейные прокатные станы, в которых клети,расположенные по оси валков, выполнены в несколько линий и каждая линия имеет индивидуальный привод. Преимуществом данного типа стана является возможность регулирования скоростного режима прокатки 2.
Однако и стан такого типа отличается низкой производительностью.
Йаиболее близким по .технической сущности к предлагаемому является
прокатный стан, содержащий нагревательную печь, обжимную клеть и клети, расположенные в две линии, прокатная клеть второй линии которого составляет с одной из клетей первой линии непрерывную группу, независимый привод обеих линий, обводные аппараты-рольганги установленные между линиями,и холодильник 3.
Недостатком стана, является то, что данный тип стана имеет низкую производительность, особенно при широком сортаменте по профилеразмергьм и маркам стали.
При переходе на прокатку профилей из другой марки стали необходимо в ряде случаев перераспределение обжатий, что требует перестройки или перевалки клетей, стана, тем самым
увеличиваются простои стана.
Цель изобретения - повышение производительности стана.
Для достижения указанной цели прокатный стан, содержащий нагревательную печь, обжимную клеть, клети, расположенные в две линии, прокатная клеть второй линии которого составляет с одной из клетей первой линии непрерывную г 6уппу, независимый привод обеих линий, обводные аппараты.
рольганги, установленные между линиями и холодильник, согласно изобретению, он снабжен рамой, установленной с возможностью перемещения вдоль первой линии стана по направляющим, на которой установлена клеть второй линии.
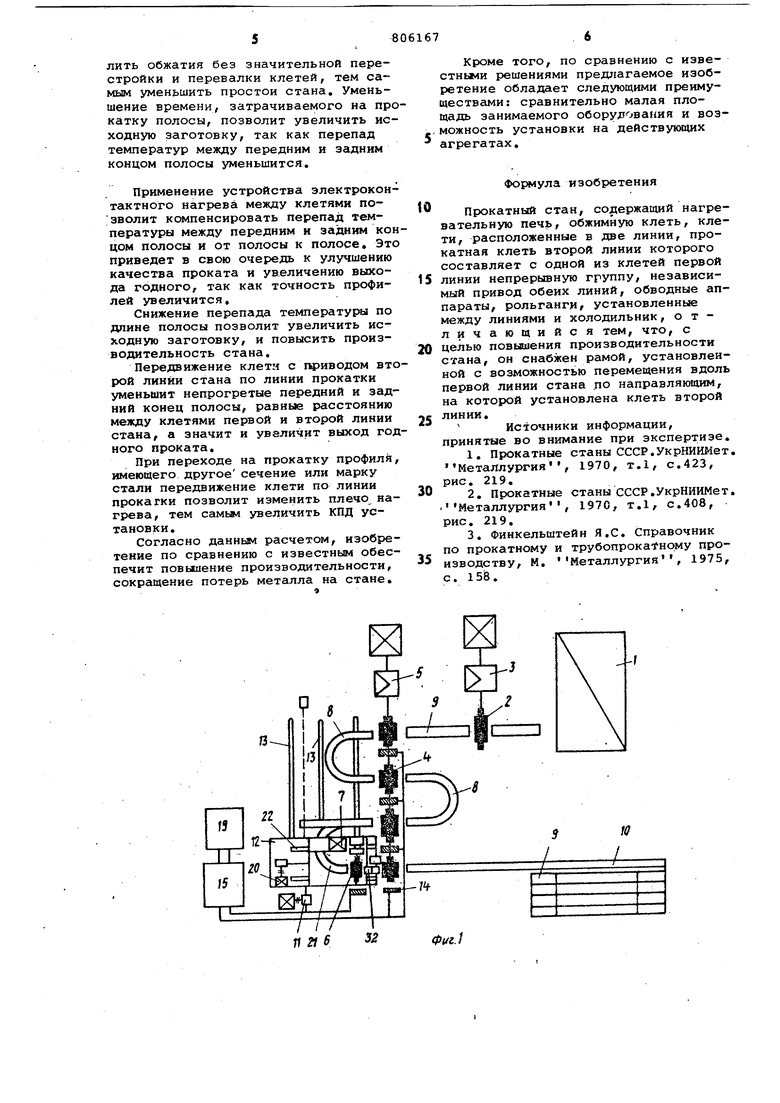
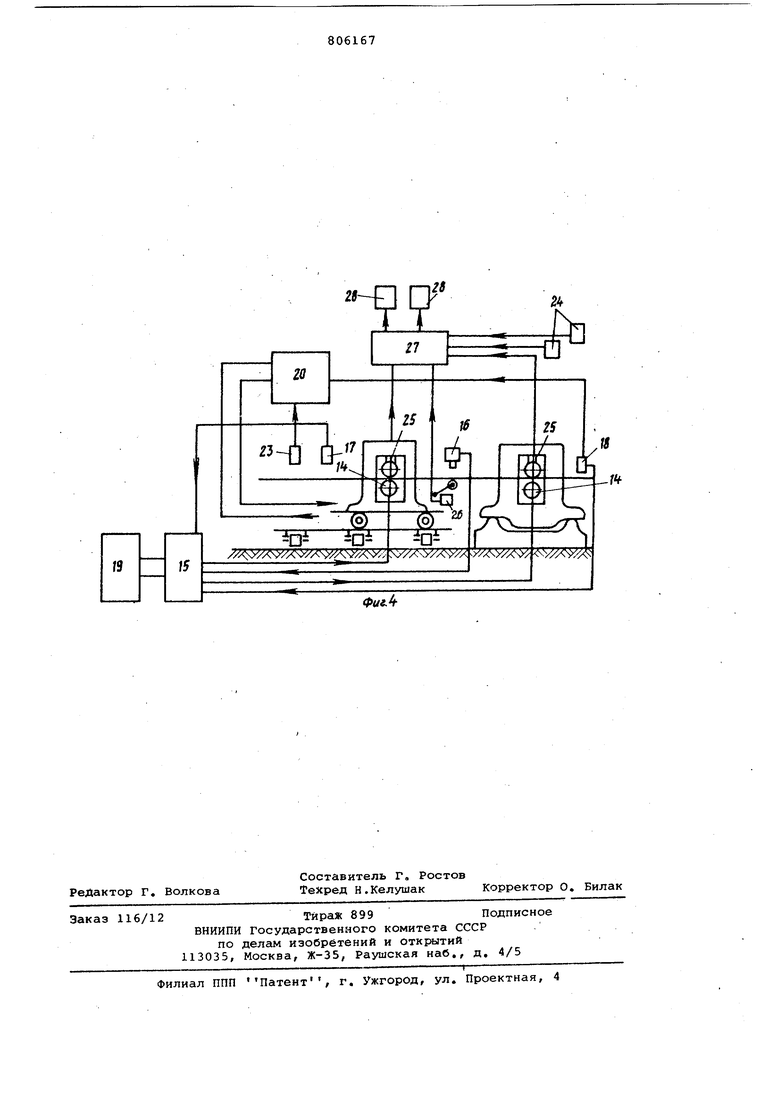
На фиг. 1 схематично изображен стан; на фиг, 2 - участок стана с клетью второй и первой линии, вид спереди; на фиг. 3 - то же, вид сбоку; на фиг 4 - схема системы управления участка стана с клетью второй и первой линии.
Прокатный стан содержит нагревательную печь 1, обжимную клеть 2 «с приводом 3, клети 4 первой линии с приводом 5, клеть 6 второй линии с приводом 7, обводные аппараты 8, ролганги 9, холодильник 10, механизм 11 .перемещения клети второй линии вдоль первой с рамой 12 и направляющим 13. Стан оборудован устройством электроконтактного нагрева между клетями которое содержит токопроводы 14 к вакам клетей, оборудование 15, регулируквдее величину пропускаемого электрческого тока в зависимости от изменения температуры полосы с датчиком 16 температуры, датчиками 17 и 18 наличия полосы перед второй и за первой линией стана, источник 19 энергии. Механизм 20 перемещения прокатной клети 6 с приводом 7 снабжен тележкой 21 и направляющими 22, расположенными на раме 12, датчиками 23 и 18 наличия мет.сшла.
Система управления содержит тахогенераторы 24, датчики 25 наличия металла в валках, датчики 26, определяющие натяжение между клетями, логическое управляющее 27 и исполнительное 28 устройства,
Обводной аппарат 19 из первой во вторую линию стана выполнен составным, причем его прямолинейный участок 30 установлен на плитовине раскатного поля, а криволинейный участок 31 смонтирован на тележке 21,
Соединитель.ный рольганг 32 между первой и второй линией стана выполнен также составньм. Одна часть 33 закреплена на тележке 21, а другая 34 - на клети 4.
В процессе работы после выбора, наиболее рационального размещения стана для данного профиля клеть 6 с приводом 7 на раме 12 с помощью механизма 11 по направляющим 13 устанавливается против одной из клетей 4
Проводится монтаж обводного аппарата 22, рольганга 32, датчиков 23, 17, 26, 16, 25 и 18,
Подключается оборудование 15, регулирующее- величину пропускаемого электрического тока к- токоподводам 14.
Заготовку нагревают в печи 1 и по рольгангу 9 подают в обжимную клеть
2. После прокатки в клети 2 полоса по рольгангу 9 поступает в клети 4, переходя из клети в клеть с помощью обводных аппаратов 8. Клеть 6 максимально приближена к клети 4. При поступлении полосы по обводному аппарату 29 в клети 6 и 4 срабатыв.ают щатчики 23, 17, 25, 16 и 18.
При срабатывании датчиков 23 и 18 включается механизм 20 и тележка 21
перемещается на расстояние, обеспечивающее наибольший электрический коэффициент полезного действия. При срабатывании датчиков 17 и 1Л включается источник 19 энергии и оборудование 15, регулирующее с помощью
датчика 16 температуры величину пропускаемого через полосу электрического тока в зависимости от изменения температуры полосы. При срабатывании датчиков 25 и 26 включается система
управления. Сигнал от датчика 26 поступает в логическое управляющее устройство 27, где сравнивается с сигналсм от тахогенераторов 24, Логическое управляющее устройство 27 подает сигнал рассогласования в исполнительное устройство 28, которое изменяет обороты валков клети 6, обеспечивая прокатку без натяжения и подпора,
При прохождении конца полосы первьм срабатывает датчик 23 и включает механизм 20 перемещения клети. Клеть 6 приближается к клети 4, тем самом уменьшая непрогретый участок конца полосы. После прохождения датчика 17,
отключается источник энергии 19 с оборудованием 15, .
При прохождении концом полосы датчика 25 отключается система управления,
Во время прокатки тележка 21 движется, поэтому рольганг 32 и обводной аппарат 29 выполняются составными. При переходе на другой профиль или марку стали повторяется .та же
последовательность операций.
Монтаж второй линии стана на раме с возможностью перемещения вдоль линии стана по направляющим позволит для стана с широким сортаментом при, необходимости дополнительной деформации полосы не увеличивать количество проходов в обжимной группе. Обжимные группы на станах данного типа, в основном, реверсивные, поэтому это дает значительную экономию времени,
5 затрачиваемого на прокатку полосы. Привод линии стана с клетями, расположенньлли по оси валков, как правило, один поэтому Ьбороты валков во всех клетях линии одинаковы. Поэтому передвижение и установка клети с приводом позволяет синхронизировать обороты валков, вести прокатку по более рациональной калибровке.
При прокатке профиля кз другой
5 марки стали позволит перераспределить обжатия без значительной перестройки и перевалки клетей, тем самым уменьшить простои стана. Уменьшение времени, затрачиваемого на пр катку полосы, позволит увеличить ис ходную заготовку, так как перепад температур между передним и задним концом полосы уменьшится. Применение устройства электрокон хактного нагрева между клетями позволит компенсировать перепад температуры между передним н задним ко цом полосы и от полосы к полосе. Эт приведет в свою очередь к улучшению качества проката и увеличению выхода годного, так как точность профилей увеличится, Снижение перепада температуры по длине полосы позволит увеличить исходную заготовку, и повысить производительность стана. Передвижение клети с приводом вто рой линии стана по линии прокатки уменьшит непрогретые передний и задний конец полосы, равные расстоянию между клетями первой и второй линии стана, а значит и увеличит выход год ного проката. При переходе на прокатку профиля, имеющего другое сечение или марку стали передвижение клети по линии прокагки позволит изменить плечо нагрева, тем самьм увеличить КПД установки. Согласно данным расчетом, изобретение по сравнению с известным обеспечит повыиение производительности, сокращение потерь металла на стане,
rrf
11 Z1 6 32
-;
Фиг.} Кроме того, по сравнению с известными решениями предлагаемое изобретение обладает следующими преимуществами: сравнительно малая площадь занимаемого оборудования и возможность установки на действующих агрегатах. Формула изобретения Прокатный стан, содержащий нагревательную печь, обжимную клеть, клети, расположенные в две линии, прокатная клеть второй линии которого составляет с одной из клетей первой линии непрерьшную группу, независимый привод обеих линий, обводные аппараты, рольганги, установленные между линиями и холодильник, отличающийся тем, что, с целью повышения производительности стана, он снабжен рамой, установленной с возможностью перемещения вдоль первой линии стана по направлякяцим, на которой установлена клеть второй линии. Источники информации, принятые во внимание при экспертизе, 1,Прокатные станы СССР.УкрНИИМет, Металлургия , 1970, т.1, с,423, рис, 219, 2,Прокатные станы ссСР,УкрНИИМет, Металлургия, 1970, т,1, с,408, рис, 219, 3,Финкельштейн Я,С, Справочник по прокатному и трубопрокатному производству, М, Металлургия, 1975, с. 158,
Cargr-g-TTba
p:::.. r:.d.-r.(
fflV

| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный стан для производства сортового металла и катанки | 1981 |
|
SU961807A1 |
| НЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН ДЛЯ ИЗГОТОВЛЕНИЯ ПРОФИЛЕЙ | 1995 |
|
RU2086317C1 |
| ПОЛУНЕПРЕРЫВНЫЙ ПРОКАТНЫЙ СТАН | 2009 |
|
RU2410172C1 |
| ПРОКАТНЫЙ СТАН ДЛЯ ПРОИЗВОДСТВА СОРТОВОГО ПРОКАТА | 1992 |
|
RU2020006C1 |
| КОМБИНИРОВАННЫЙ СОРТОВОЙ ПРОКАТНЫЙ СТАН | 1971 |
|
SU298389A1 |
| УНИВЕРСАЛЬНЫЙ ЛИТЕЙНО-ПРОКАТНЫЙ СТАН | 2000 |
|
RU2217247C2 |
| УНИВЕРСАЛЬНЫЙ МОДУЛЬ ПРОИЗВОДСТВА МЕТАЛЛОПРОКАТА И ИЗДЕЛИЙ | 2000 |
|
RU2252829C2 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2009 |
|
RU2399443C1 |
| ЛИТЕЙНО-ПРОКАТНЫЙ КОМПЛЕКС МЕТАЛЛУРГИЧЕСКОГО МИНИ-ЗАВОДА | 2011 |
|
RU2542049C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТАВРОВЫХ ПРОФИЛЕЙ | 1992 |
|
RU2030933C1 |

20 22
