Изобретение относится к струйной термоабразивной обработке поверхностей изделий, выполненных из металла или других материалов, может быть также использовано в устройствах для разрушения горных пород, нанесения термостойких покрытий на поверхность материала и др.
Известен способ термоабразивной обработки поверхностей [1], в котором абразивный материал подается в камеру сгорания (КС) горелки. Такой способ имеет ряд существенных недостатков:
1. Расходный бак абразива должен наддуваться до давления, превышающего давление рабочего тела в КС горелки.
2. Возникают сложности с охлаждением устройства ввода частиц абразива (ЧА) в КС.
3. Сопло горелки подвергается эрозионному воздействию частиц абразива, что снижает ресурс работы сопла.
4. Вследствие большого времени пребывания ЧА в КС и в докритической части сопла горелки может иметь место прогрев частиц абразива до перехода их в аморфное состояние.
5. При относительно больших расходах ЧА вследствие отбора тепла от газообразных продуктов сгорания снижается температура газовой фазы, что отрицательно влияет на эффективность работы горелки.
Известно устройство для очистки литья [2], которое содержит камеру сгорания детонационного типа, снабженную выходным соплом с диффузором, и установленное в диффузоре сопло (приемная камера) для ЧА, соединенное с магистралью подачи ЧА через регулятор расхода.
В этом устройстве абразив подается за соплом КС, что исключает влияние подачи ЧА на работу горелки и освобождает устройство [2] от ряда вышеизложенных недостатков, присущих способу [1].
Однако устройство [2] и реализуемый им способ термоабразивной очистки поверхностей также имеют ряд существенных недостатков:
1. Сложная схема управления процессом очистки затрудняет промышленную эксплуатацию устройства.
2. Импульсный режим работы устройства с использованием явления детонации, наличие перемещающихся узлов в КС, телескопического соединения и сильфонного уплотнения должно отрицательно сказываться на надежности и ресурсе работы устройства.
3. Подача ЧА в приемную камеру, установленную за соплом горелки, осуществляется через регулятор расхода без использования эжектирующего эффекта истекающей из сопла КС струи, что требует наддува расходного бака абразива для обеспечения необходимого перепада давления на регуляторе расхода (отсутствие наддува расходного бака при подаче ЧА самотеком может привести к нестабильности подачи и ухудшению условий регулирования расхода ЧА).
4. Разгон частиц абразива, поступающих в приемную камеру, происходит в свободной струе, истекающей из сопла КС без использования специальных устройств, повышающих эффективность ускорения частиц, что снижает их скорость при набегании на обрабатываемую поверхность.
Задачей изобретения является повышение надежности и ресурса работы КС, обеспечение условий стабильной подачи ЧА без наддува расходного бака, повышение кинетической энергии частиц абразива на выходе из устройства и эффективности воздействия двухфазной струи на обрабатываемый материал.
Указанная задача решается за счет того, что в предлагаемом способе применяется воздействие на обрабатываемую поверхность высокотемпературной высокоскоростной двухфазной струи, состоящей из газообразных продуктов сгорания топлива и частиц абразива, получаемой за счет подачи в приемную камеру за соплом горелки частиц абразива и их разгона высокотемпературным сверхзвуковым потоком продуктов сгорания топлива, когда приемную камеру используют в виде эжектора, а разгон частиц осуществляют в установленном за эжектором газодинамическом ускорителе ЧА, исходя из условий исключения образования внутри ускорителя скачков уплотнения, тормозящих газовый поток до скорости, меньшей скорости звука, и нагрева ЧА до перехода в аморфное состояние.
Устройство для реализации вышеизложенного способа очистки поверхностей содержит тракты подвода окислителя, горючего и частиц абразива, горелку, состоящую из форкамеры, камеры сгорания, сопла и воспламенителя, и приемную камеру, и отличается от известных аналогов тем, что приемная камера для ЧА, установленная на выходе из сопла горелки и соосно с ним, выполнена в виде эжектора, на выходе из которого и соосно с ним установлен газодинамический ускоритель ЧА, выполненный в виде цилиндрического патрубка, геометрические размеры которого выбраны из условий исключения образования внутри него отрицательных факторов, перечисленных в описанном выше способе. В случаях использования устройства для очистки внутренних поверхностей изделий, в частности труб малого диаметра, тракты подвода окислителя, горючего и частиц абразива с целью уменьшения миделева сечения устройства могут быть выполнены в виде расположенных вдоль наружной поверхности устройства коробов, а продольная ось узла, состоящая из последовательно расположенных сопла, эжектора и газодинамического ускорителя ЧА, может быть расположена под углом к оси горелки.
При этом с целью повышения эффективности очистки внутренних поверхностей труб малого диаметра могут быть использованы два или более узлов, каждый из которых состоит из последовательно расположенных сопла, эжектора и газодинамического ускорителя ЧА, смонтированных на трубе для прохода продуктов сгорания, расположенной на выходе из камеры сгорания горелки, причем продольные оси узлов расположены под углом к оси горелки.
Расстояния между узлами и углы наклона их продольных осей к оси горелки могут быть как одинаковыми, так и различными.
На фиг. 1 представлен продольный разрез устройства для термоабразивной очистки поверхностей.
Устройство содержит горелку 1, включающую в себя форкамеру 3, камеру сгорания 6, сопло 7, воспламенитель 2, тракт подвода окислителя 4, тракт подвода горючего 5, установленный за соплом 7 соосно с ним эжектор 8 с трактом подвода ЧА 9 и установленный за эжектором 8 соосно с ним газодинамический ускоритель ЧА 10.
Способ очистки поверхностей изделий реализуется в данном устройстве следующим образом.
Окислитель и горючее поступают по трактам подвода соответственно 4 и 5 в форкамеру 3 и камеру сгорания 6, в которой после срабатывания воспламенителя 2 и выхода горелки на рабочий режим происходит процесс сгорания компонентов топлива. Образовавшиеся продукты сгорания (ПС) истекают через сверхзвуковое сопло горелки 7 в полость разрежения эжектора 8. Замыкаясь на цилиндрическую поверхность эжектора 8, сверхзвуковая струя ПС создает разрежение в полости эжектора, необходимое для стабильной подачи ЧА по тракту его подвода 9 при условии, что в расходном баке абразива давление равно давлению окружающей среды.
Таким образом, подача частиц абразива производится за счет перепада давлений в расходном баке абразива и в эжекторе, и работа горелки 1 не связана с подачей ЧА, что исключает ряд существенных недостатков, присущих [1].
На выходе из эжектора 8 соосно с ним установлен газодинамический ускоритель ЧА 10, представляющий собой цилиндрический патрубок, геометрические размеры которого выполнены таким образом, чтобы на всем его протяжении имело место сверхзвуковое течение газа.
Известно [3] , что при работе сопла, из которого истекает сверхзвуковая струя, может иметь место режим перерасширения, характеризующийся тем, что в струе устанавливается давление, меньшее давления окружающей среды.
Такой режим имеет место в нашем устройстве при замыкании струи на цилиндрические стенки эжектора 8. Наиболее эффективный разгон ЧА в газодинамическом ускорителе 10 будет иметь место в том случае, если скорости газа в нем будут максимальными, а следовательно, сверхзвуковыми (U≈800...1700 м/с).
С другой стороны, известно [3], что на режиме глубокого перерасширения при значительных разностях давлений окружающей среды и в полости разрежения эжектора, в зоне разрежения (в нашем случае в полостях разрежения эжектора 8 или газодинамического ускорителя частиц абразива 10) могут образовываться скачки уплотнения, за которыми реализуется повышение температуры и давления газа и снижение скорости газа до величины, меньшей скорости звука (Uзв≈ 400. ..650 м/с).
Таким образом, наличие скачков уплотнения внутри газодинамического ускорителя ЧА 10 приводит к снижению скорости частиц на выходе из него и, как следствие, к снижению эффективности очистки поверхностей изделий.
Следовательно, геометрические размеры газодинамического ускорителя ЧА должны быть выбраны, с одной стороны, из условия получения достаточно высокого разрежения в полости эжектора 8 для обеспечения стабильной подачи ЧА, с другой стороны - исключения появления скачков уплотнения внутри газодинамического ускорителя ЧА.
При наличии сверхзвукового течения газа в газодинамическом ускорителе ЧА 10 сокращается по сравнению с течением со скоростью, меньшей скорости звука, также время пребывания в нем ЧА (оно может быть на порядок ниже времени пребывания ЧА в зоне высоких температур при подаче их в КС [1]), что приводит к меньшему прогреву ЧА внутри устройства и исключению возможности перехода их в аморфное состояние, что повышает эффективность воздействия на обрабатываемую поверхность.
Расчеты показывают, что такие условия могут быть достигнуты при отношений диаметра цилиндрической части эжектора 8 к диаметру критического сечения сопла горелки 7  и отношении длины газодинамического ускорителя ЧА к его внутреннему диаметру Ly/Dy=10...20.
и отношении длины газодинамического ускорителя ЧА к его внутреннему диаметру Ly/Dy=10...20.
Зачастую возникает необходимость производить очистку внутренних поверхностей труб малого диаметра. Расчеты и экспериментальные исследования показывают, что конструктивно можно выполнить горелку с наружным диаметром Dнар≈50 мм, а следовательно, создать устройство для очистки внутренней поверхности труб диаметром Dвн≥50 мм. Однако такое устройство имеет некоторые особенности по сравнению с устройством, представленном на фиг.1.
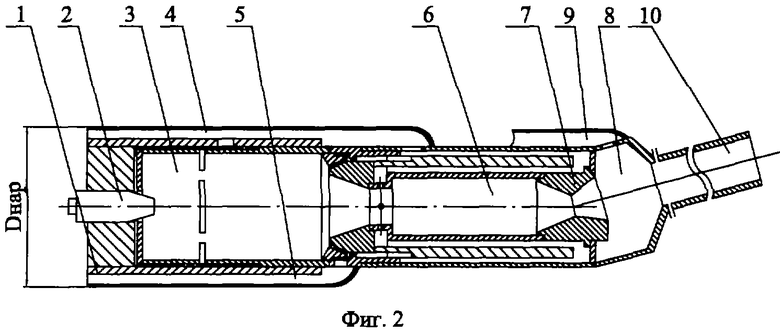
На фиг.2 представлен продольный разрез устройства для очистки внутренних поверхностей труб малого диаметра. Так же, как на фиг.1, устройство фиг.2 содержит горелку 1, включающую в себя форкамеру 3, камеру сгорания 6, сопло 7, воспламенитель 2, тракт подвода окислителя 4, тракт подвода горючего 5, установленный за соплом 7 соосно с ним эжектор 8 с трактом подвода ЧА 9 и установленный за эжектором 8 соосно с ним газодинамический ускоритель ЧА 10.
В отличие от фиг.1 в устройстве фиг.2 продольная ось узла, состоящего из соосно расположенных сопла 7, эжектора 8 и газодинамического ускорителя ЧА 10, расположена под углом к оси горелки 1. Таким образом, двухфазная струя, истекающая из устройства при расположении устройства внутри трубы, будет воздействовать на очищаемую внутреннюю поверхность трубы под определенным углом. При этом наиболее эффективная очистка поверхности будет иметь место, когда двухфазная струя направлена на поверхность трубы под углом 90o. Однако в этом случае имеет место наименьшее расстояние от среза сопла до обрабатываемой поверхности и меньшие возможности для разгона ЧА до требуемой скорости.
Таким образом, в зависимости от внутреннего диаметра трубы и конструктивных параметров устройства требуется оптимизация угла наклона оси узла, состоящего из сопла, эжектора и газодинамического ускорителя ЧА, к оси горелки.
Другой особенностью устройства фиг.2 является то, что с целью сокращения миделева сечения устройства (Dнар), которое должно быть меньше внутреннего диаметра трубы, тракты подвода окислителя 4, горючего 5 и частиц абразива 9 выполнены в виде расположенных вдоль наружной поверхности устройства коробов.
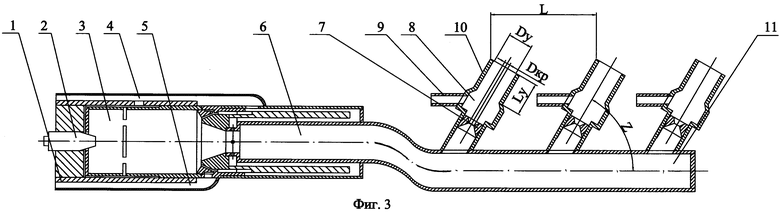
Повысить эффективность работы устройства, представленного на фиг.2, можно за счет использования в конструкции нескольких узлов, каждый из которых состоит из последовательно соосно расположенных сопла, эжектора и газодинамического ускорителя ЧА, как это показано на фиг.3. Вышеупомянутые узлы горелки расположены на трубе 11 для прохода продуктов сгорания топлива, установленной на выходе из камеры сгорания, при этом расстояния L между узлами и углы наклона узлов к оси горелки Z могут быть как одинаковыми, так и различными.
Повышение эффективности устройства фиг.3 достигается за счет того, что с ростом количества узлов, состоящих из сопла, эжектора и газодинамического ускорителя ЧА, уменьшается при постоянных параметрах горелки 1 диаметр критического сечения Dкp в каждом узле, что приводит при прочих равных условиях к уменьшению внутреннего диаметра ускорителя Dy и росту отношения Ly/Dy, что улучшает условия разгона частиц абразива.
Литература
1. Патент РФ 216756, "Способ термоабразивной обработки поверхностей и устройство для его осуществления", 1999 г.
2. А.с. 569444, "Устройство для очистки литья", 1977 г.
3. Алемасов В.Е., "Теория ракетных двигателей", Оборонгиз, 1963 г.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГОРЕЛКА ДЛЯ РЕЗКИ МЕТАЛЛИЧЕСКОГО МАТЕРИАЛА И ОБРАБОТКИ ПОВЕРХНОСТИ | 2002 |
|
RU2201319C1 |
| ГОРЕЛКА ТЕРМОГАЗОСТРУЙНОГО РЕЗАКА | 2000 |
|
RU2169648C1 |
| Устройство термоабразивной обработки поверхностей изделий и материалов | 2023 |
|
RU2806459C1 |
| ГАЗОВАЯ ГОРЕЛКА | 1991 |
|
RU2007663C1 |
| ГАЗОТУРБИННАЯ УСТАНОВКА НА ТОПЛИВНОМ ГАЗЕ ВЫСОКОГО ДАВЛЕНИЯ | 1996 |
|
RU2149273C1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
| СПОСОБ ВКЛЮЧЕНИЯ ПЛАЗМЕННОГО ТИРИСТОРА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1993 |
|
RU2144716C1 |
| ТОПЛИВНЫЙ НАСОС ВЫСОКОГО ДАВЛЕНИЯ | 1994 |
|
RU2124139C1 |
| СНАРЯД С ГОТОВЫМИ ПОРАЖАЮЩИМИ ЭЛЕМЕНТАМИ | 1998 |
|
RU2148244C1 |
| СПОСОБ ПОВЫШЕНИЯ ПРОБИВНОГО ДЕЙСТВИЯ КУМУЛЯТИВНОГО ЗАРЯДА | 1996 |
|
RU2100761C1 |
Изобретение относится к струйной термоабразивной обработке поверхностей изделий, выполненных из металла или других материалов, и может быть использовано для разрушения горных пород и нанесения термостойких покрытий. Способ заключается в воздействии на обрабатываемую поверхность высокотемпературной высокоскоростной двухфазной струи, состоящей из газообразных продуктов сгорания топлива и частиц абразива. В приемную камеру за соплом горелки подают частицы абразива и разгоняют их высокотемпературным сверхзвуковым потоком продуктов сгорания. Используют приемную камеру в виде эжектора. На выходе из него соосно установлен газодинамический ускоритель для разгона частиц абразива, выполненный в виде цилиндрического патрубка, геометрические размеры которого выбраны из условий исключения образования внутри ускорителя скачков уплотнения, тормозящих газовый поток до скорости, меньшей скорости звука, и нагрева частиц абразива до перехода в аморфное состояние. В результате достигается повышение надежности и ресурса работы камеры сгорания горелки, обеспечение стабильной подачи частиц абразива, повышение кинетической энергии частиц абразива на выходе из устройства и эффективность воздействия двухфазной струи на обрабатываемый материал. 2 с. и 3 з.п. ф-лы, 3 ил.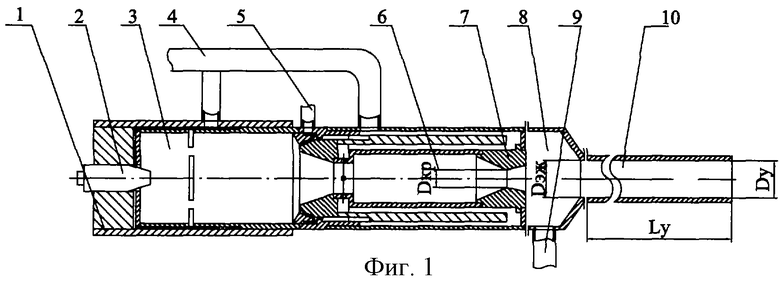
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167756C2 |
| Устройство для очистки литья | 1974 |
|
SU569444A1 |
| Устройство для струйно-абразивной обработки поверхности | 1991 |
|
SU1834792A3 |
| 0 |
|
SU221534A1 | |
| US 5607342, 04.03.1997 | |||
| Шланговое соединение | 0 |
|
SU88A1 |
| Погрузочная машина | 1984 |
|
SU1155781A1 |

