Изобретение относится к области технологии нанесения гальванических покрытий, а именно к подготовке поверхности изделий из нержавеющей стали перед гальваническим осаждением никеля.
Известен способ подготовки поверхности изделий из нержавеющей стали перед гальваническим никелированием путем анодной обработки изделий в растворе солевого агента - хлорида натрия (заявка Японии 00-58319, кл. МПК С 25 F 3/06, опубл. 19.12.85, бюл. 3.1458). Однако в известном способе не обеспечена достаточно высокая степень очистки поверхности изделий, в связи с чем в процессе последующего никелирования не будет обеспечена и достаточно высокая адгезия покрытия.
Наиболее близким по технической сущности и достигаемому техническому результату к заявляемому является способ подготовки поверхности изделий из нержавеющей стали путем электрохимической обработки в режиме катодного травления их в растворе кислотного агента - соляной кислоты (заявка Японии 62-12315, кл. МПК C 25 D 5/26, опубл. 18.03.87, 3-308).
Однако использование известного способа не обеспечивает требуемой степени активирования поверхности перед гальваническим никелированием из-за недостаточно высокой степени чистоты обработки, что свидетельствует о недостаточно высокой эффективности процесса катодной обработки. Кроме того, в связи со значительным испарением токсичных паров соляной кислота в известном способе не обеспечена экологическая чистота технологического процесса.
Задачей авторов предлагаемого изобретения является разработка эффективного способа подготовке поверхности изделий из нержавеющей стали, обеспечивающего высокие экологическую чистоту технологического процесса и степень очистки поверхности стальных изделии, что является основой повышения адгезии получаемого на этапе гальванического никелирования покрытия, надежно защищающего изделия от воздействия коррозионного фактора среды.
Новый технический результат, обеспечиваемый при использовании изобретения, состоит в повышении степени активирования поверхности изделий из нержавеющей стали перед гальваническим никелированием за счет повышения степени очистки их поверхности и обеспечения требуемой степени шероховатости, а также в повышении экологической чистоты технологического процесса и равномерном распределении прочности сцепления никелевого покрытия по всей покрываемой поверхности.
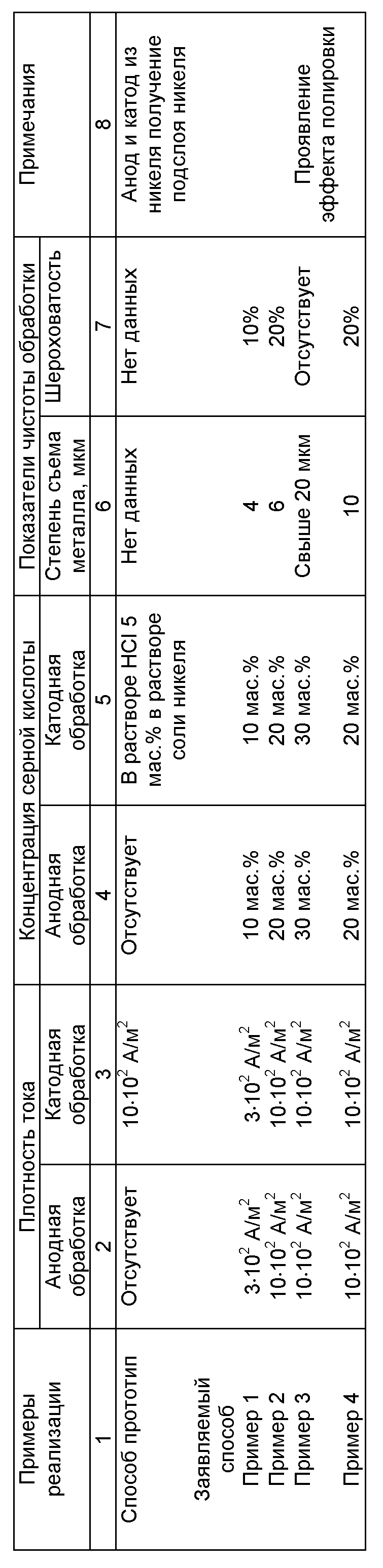
Поставленная задача достигается тем, что способ подготовки поверхности изделий из нержавеющей стали перед гальваническим никелированием включает промывку изделий в воде, обезжиривание, электрохимическую обработку в водном растворе серной кислоты, при этом электрохимическая обработка включает операции анодного, а затем катодного травления, операции осуществляют при плотности тока (3-10)•102 А/м2 и концентрации серной кислоты 10-20 мас.%.
Операции анодного и катодного травления повторяют в течение не более половины времени одной операции.
Предлагаемый способ поясняется следующим образом.
Первоначально готовят в пределах заявляемых концентраций водный раствор кислотного агента, в качестве которого в предлагаемом способе используют серную кислоту. Экспериментально установлено, что при электрохимической обработке в растворе указанной кислоты в заявляемых условиях наблюдается появление большего количества пузырьков газа в объеме электролизера и у поверхности обрабатываемых изделий, создающих эффект более интенсивного барботирования растора, чем при использовании других электролитов, что способствует более полному удалению пленок оксидов металлов и других загрязнений с поверхности изделий, чем это достигнуто в прототипе.
Электрохимическая обработка поверхности стальных изделий в предлагаемом способ включает в себя две последовательные стадии:
- анодное травление;
- катодное травление.
Экспериментально показано, что наиболее целесообразно в предлагаемом способе операции анодной и катодной обработки осуществлять в указанной последовательности и при оптимальной плотности тока в диапазоне значений 3-10•102 А/м2.
В таких условиях протекают следующие процессы.
В ходе анодной обработки при плотности тока в заявляемом диапазоне значений растворяются (подтравливаются) крайние участки поверхностью слоя изделий совместно с пленкой оксидов металлов и естественных загрязнений, находящихся на них. В течение расчетного времени при анодном травлении в раствор переходит ион металла с поверхностного слоя изделий, который образует прочное химическое соединение с высвобождающийся за счет диссоциации сильного электролита - серной кислоты сульфат - ионом. При этом экспериментально установлено, что требуемая степень шероховатости поверхности изделий, т.е. выведение (или съем) металла, достигается при оптимальных концентрациях серной кислоты, достаточных для поддержания необходимой электропроводности раствора, и оптимальной плотности тока.
Обеспечение требуемой шероховатости, характеризующей состояние готовности поверхностного слоя изделий к активному взаимодействию с материалом покрытия на последующих этапах гальванического никелирования, способствует активированию поверхности изделий.
На заключительной стадии анодной обработки, когда развиваются тормозящие процесс рястворения поверхностного слоя эффекты возрастания сопротивления за счет скопления в приповерхностном слое продуктов травления, осуществляют период в режим катодной обработки.
Следует отметить, что при анодной обработке на активной поверхности изделий появляется пассивная пленка окислов, образующихся в результате взаимодействия металла изделий с атомарным кислородом водного раствора электролита, который неизбежно накапливается в процессе электрохимической обработки. Наличие такой пленки может негативно повлиять на качество адгезионного взаимодействия с металлом покрытия на этапе гальванического никелирования.
В ходе катодной обработки появляется значительное количество газообразного водорода, наличие которого способствует барботированию раствора и интенсивной эвакуация скопившихся продуктов травления из окружающей обрабатываемые изделия зоны, что дополнительно повышает эффективность электрохимической обработки поверхности. Эффект барботирования в предлагаемом способе проявляется в большей степени, чем в прототипе, за счет интенсификации выделения газообразного водорода в экспериментально подобранных оптимальных плотностей тока и концентраций серной кислоты, достаточных для развития оптимальной электропроводности раствора. При этом эффективно удаляется пассивная пленка оксидов, о которой говорилось выше.
В прототипе использование только одной фазы электрохимической обработки - катодной обработки - является недостаточно эффективным приемом, поскольку при этом обеспечивается лишь механическое отторжение внешнего слоя оксидов и загрязнений, тогда как участки поверхности с глубоким проникновением в них оксидов металлов остаются незатронутыми, вследствие чего должной активации поверхности изделий перед гальваническим никелированием не происходит. Удаление таких участков поверхности в предлагаемом способе обеспечено дополнительным введением операции анодного травления перед катодной обработкой, открывающей доступ кислотного агента в течение расчетного времени к участкам, на которых еще остаются загрязнения и оксиды, и развития требуемой шероховатости, в связи с чем эффективность процесса очистки значительно повышается
Нижний предел оптимальных плотностей тока процесса электрохимической обработки ограничен величиной 10•102 А/м2 по соображениям обеспечения эффективной длительности процесса, верхний - 20•102 А/м2 - ограничен из-за опасности развития эффекта полировки поверхности, при котором не обеспечивается требуемая степень шероховатости поверхности, являющейся основой надежного сцепления последней со слоем гальванического покрытия.
Экспериментально определены оптимальные концентрации раствора серной кислоты, при которых обеспечивается долговременная катодная обработка, позволяющая наиболее полно удалить весь поверхностный слой с оксидами и загрязнениями. Эти концентрации находятся в диапазоне значений 10-20 мас.%. Так замечено, что при концентрациях, меньших 10 мас.% кислотного агента недостаточно для развития требуемой электропроводности раствора, при этом не обеспечивается и полнота очистки поверхности изделий. При концентрациях серной кислоты, превышающих верхний заявляемый предел - 20 мас.%, процесс малоэффективен, поскольку в этом случае развивается быстротекущий и интенсивный процесс разложения кислотного агента и воды и полезная электрическая энергия перерасходуется необоснованно. Оптимально показано использование водных растворов серной кислоты в диапазоне значений концентраций от 10-20 мас. %, при которых обеспечивается и требуемая электропроводность раствора и расчетное время травления, достаточное для эффективного очищения поверхности и создания требуемой шероховатости.
В случаях наличия значительного слоя оксидов и загрязнений в поверхностном слое изделий операции анодной и катодной обработки необходимо провести повторно в течение половины длительности одного рабочего цикла травления при исходной плотности тока.
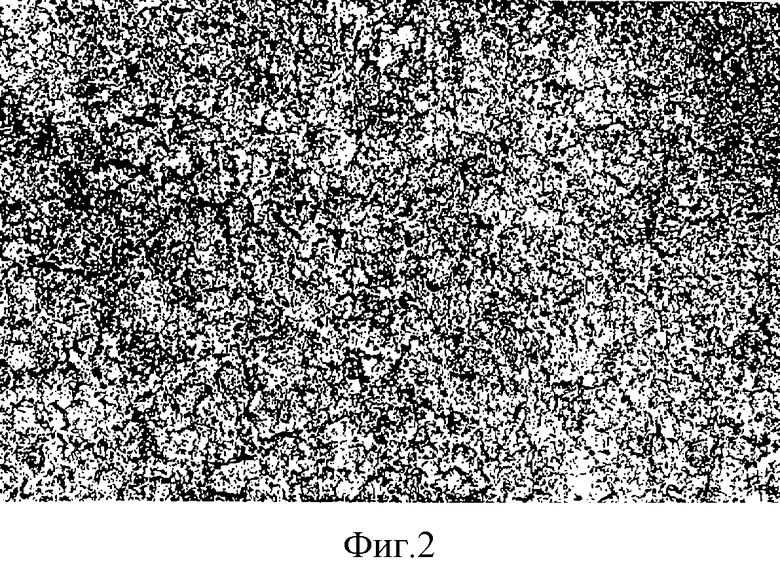
На фиг. 1 представлена фотография, иллюстрирующая результаты электрохимической обработки с применением последовательных стадий анодного и катодного травления по предлагаемому способу, на которых виден план сформированной шероховатости на поверхности изделий из нержавеющих сталей марок 20Х23Н18 и 18XH9T. На фиг.2 изображен вид поверхности изделий, подвергшихся анодной и катодной обработке при плотности тока 30•102 А/м2, иллюстрирующей проявление эффекта полировки.
Количественно степень оптимальной шероховатости оценена в у.e. как величина съема металла от 4 до 6 мкм, что по расчетно-теоретическим представлениям значительно превышает возможности прототипа.
Таким образом при использовании предлагаемого изобретения обеспечивается более эффективное активирование поверхности изделий из нержавеющих сталей перед гальваническим никелированием за счет обеспечения более высокой степени очистки их поверхности от оксидов и загрязнений. Кроме того, в предлагаемом способе повышена экологическая чистота технологического процесса за счет исключения из сферы его средств соляной кислоты.
Пример 1. Предлагаемый способ реализован в лабораторных условиях на установке электролитического никелирования изделий.
Первоначально ванну электрохимического травления заполняют водным раствором кислотного агента - серной кислоты - с концентрацией 10 мас.%, после чего в нее загружают изделия из нержавеющей стали марки 20X23H18, например детали крепежа.
Затем проводят электрохимическую обработку сначала в режиме анодного травления при плотности тока в условиях данного примера 3•102 А/м2. После завершения операции анодной обработки в течение расчетного времени (порядка 20 мин) электрохимическую обработку переводят в режим катодного травления при указанной плотности тока.
На фиг.2 представлена картина полученной в условиях предлагаемого способа состояния поверхности обрабатываемых изделий, из которой видно, что шероховатость имеет вид равномерно распределенных по поверхности изделий впадин, раковин и выступов, высота профиля которых минимально (порядка ±10%) отклоняется от среднего значения. Визуально состояние поверхности обработанных изделий оценивалась на микроскопе модель МП СУ-1, а профиль поверхностного слоя - на приборе "Профилометр-профилограф - 252".
Пример 2. В условиях примера 1 реализованы концентрация серной кислоты 20 мас.% при плотности катодной и анодной обработки 10•102 А/м2.
Пример 3. Реализован в условиях примера 2 при плотности тока 30 А/м2.
Пример 4. В условиях примера 1 с дополнительной повторной анодной и катодной обработкой в течение 10 мин.
Данные по примерам сведены в таблицу.
С учетом примеров реализации заявляемого способа, иллюстративных материалов и данных таблицы можно заключить, что использование всех операций и их последовательности, режимов, кислотного агента процесса электрохимической обработки изделий из нержавеющей стали в рамках предлагаемого способа обеспечивает более высокую степень очистки поверхности указанных изделий, на чем основана более эффективная активация поверхности, следствием наличия которой будет высокая адгезия слоя никелевого покрытия, получаемого на этапе гальванического нанесения покрытия, и в более оптимальных условиях, чем это обеспечено в способе-прототипе.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ КОМПЛЕКСНОЙ ПЕРЕРАБОТКИ ОТРАБОТАННЫХ РАСТВОРОВ ГАЛЬВАНИЧЕСКОГО ПРОИЗВОДСТВА | 1999 |
|
RU2179534C2 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОГО АНТИКОРРОЗИОННОГО ПОКРЫТИЯ НА СТАЛЬНЫХ ДЕТАЛЯХ | 2005 |
|
RU2319796C2 |
| СЛОИСТЫЙ РЕНТГЕНОЗАЩИТНЫЙ МАТЕРИАЛ | 1997 |
|
RU2156509C2 |
| РАСТВОР ДЛЯ ИЗГОТОВЛЕНИЯ СТЕКЛЯННЫХ МИКРОСФЕР | 2001 |
|
RU2205802C2 |
| ТВЕРДОТЕЛЬНЫЙ ХИМИЧЕСКИЙ ИСТОЧНИК ТОКА | 1997 |
|
RU2136083C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОКСИДНЫХ СОЕДИНЕНИЙ ОБЩЕЙ ФОРМУЛЫ LIMO, ГДЕ M=FE, И/ИЛИ CO, И/ИЛИ NI | 2000 |
|
RU2183587C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕНОСИЛИКАТНОГО ТЕПЛОИЗОЛЯЦИОННОГО МАТЕРИАЛА | 1997 |
|
RU2174967C2 |
| СПОСОБ ПОДГОТОВКИ ПОВЕРХНОСТИ ИЗДЕЛИЙ ИЗ НЕРЖАВЕЮЩЕЙ СТАЛИ ПЕРЕД ГАЛЬВАНИЧЕСКИМ МЕДНЕНИЕМ | 2013 |
|
RU2549037C2 |
| СПОСОБ ПОЛУЧЕНИЯ БОРИДОВ ЛИТИЯ | 1997 |
|
RU2149140C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТЕКЛЯННЫХ МИКРОСФЕР С РЕГУЛИРУЕМЫМИ СВОЙСТВАМИ ИЗ СИНТЕТИЧЕСКИХ ШИХТ | 2001 |
|
RU2235693C2 |
Изобретение относится к области гальванотехники и может быть использовано при подготовке поверхности перед гальваническим никелированием. Способ включает промывку изделий в воде, обезжиривание и электрохимическую обработку в водном растворе серной кислоты, при этом электрическая обработка включает операции анодного и катодного травления при плотности тока (3-10)•102 А/м2 и концентрации серной кислоты 10-20 мас.%. Операции анодного и катодного травления повторяют в течение не более половины времени одной операции. Технический результат: повышение эффективности электрохимической обработки поверхности изделий из нержавеющей стали за счет улучшения чистоты обработки и обеспечения требуемой шероховатости, повышение экологической чистоты процесса, а также равномерное распределение прочности сцепления никелевого покрытия по всей покрываемой поверхности. 1 з.п. ф-лы, 2 ил., 1 табл.
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
| Покрытия металлические и неметаллические неорганические | |||
| - М., 1988, с.165 и 166, карта 13, 19 | |||
| Способ предварительной обработки металлических поверхностей перед нанесением покрытий | 1974 |
|
SU528358A1 |
| ЛАЙНЕР В.И | |||
| Защитные покрытия металлов | |||
| - М.: Металлургия, 1974, с.15,48 | |||
| US 3546084, 08.12.1970. | |||

