Изобретение относится к области абразивной обработки поверхностей и может быть применено в различных отраслях народного хозяйства, связанных с лакокрасочными работами при подготовке поверхностей под покраску.
Известны устройства, предназначенные для очистки поверхностей под покраску, состоящие из шлифовального круга или механических щеток и привода их перемещения по обрабатываемой поверхности (1).
Недостатком этих устройств является низкая производительность работ по очистке больших площадей, а также неудобство, возникающее по очистке мест угловых сочленений конструкций по причине образования "мертвых" зон.
Известно устройство для абразивной обработки, содержащее корпус, керамическую направляющую вставку и прижимную гайку. Подача абразивной смеси в данном устройстве осуществляется потоком сжатого воздуха через сопло (2).
Однако известное устройство не позволяет удалить с обрабатываемой поверхности некоторые виды загрязнений, таких как жировые, кислотные, щелочные и т.д., что ухудшает качество нанесенного в дальнейшем покрытия.
Известно устройство для термоабразивной обработки, содержащее горелку для подачи абразивного материала в струю высокоскоростного пламени (3).
Недостатком устройства является некачественная подготовка топливной смеси перед ее зажиганием, так как ее образование происходит во втулке камеры сгорания, куда жидкое горючее и газообразный окислитель поступают раздельно, что затрудняет запуск устройства и ухудшает стабилизацию горения топливной смеси.
Наиболее близким к данному изобретению является известное устройство для термоабразивной обработки поверхностей деталей, содержащее корпус со штуцерами подвода жидкого топлива и газообразного окислителя, монтажный узел, закрепленный в корпусе со стороны подачи абразива, сопловой блок для истечения высокотемпературной струи, закрепленный в корпусе со стороны выхода потока аэросмеси, камеру сгорания со сквозными радиальными отверстиями, размещенную внутри корпуса, трубу подачи абразива, размещенную внутри камеры сгорания и пропущенную через центральное отверстие завихрителя, установленного в камере сгорания со стороны входа потока аэросмеси (4).
Однако данное устройство имеет невысокую производительность за счет невысокой скорости истечения воздушно-абразивного потока в момент выброса на очищаемую поверхность.
Задачей данного изобретения является увеличение скорости истечения воздушно-абразивного потока в момент выброса к очищаемой поверхности путем разгона и закрутки его в продольном направлении продуктами горения тяжелого углеводородного топлива внутри камеры сгорания.
Для решения поставленной задачи в устройстве для термоабразивной обработки поверхностей деталей, содержащем корпус со штуцерами подвода жидкого топлива и газообразного окислителя (например, воздуха), монтажный узел, закрепленный в корпусе со стороны подачи абразива, сопловой блок для истечения воздушно-абразивного потока, закрепленный в корпусе со стороны его выхода, камеру сгорания со сквозными радиальными отверстиями, размещенную внутри корпуса, трубу подачи абразива, размещенную внутри камеры сгорания и пропущенную через центральное отверстие завихрителя, установленного в камере сгорания со стороны входа воздушно-абразивного потока, завихритель выполнен в виде шнека с топливными отверстиями и направляющими каналами для газообразного окислителя, а устройство снабжено жаровой трубой, внутренние поверхности которой и соплового блока образуют камеру сгорания, трактом подачи воздуха с выполненными на одном его конце сквозными радиальными отверстиями, сопловой вставкой, закрепленной в сопловом блоке, игольчатым топливным вентилем для регулирования подачи топлива, шаровым краном подачи топлива, сетчатым топливным фильтром и топливным жиклером, при этом тракт подачи воздуха размещен в корпусе между стенкой корпуса и стенкой камеры сгорания и одним концом закреплен на торцевой поверхности монтажного узла, а другим концом с радиальными отверстиями - на сопловом блоке, в стенке корпуса и в монтажном узле выполнены в каждом соосные отверстия, в которых вмонтирован игольчатый топливный вентиль с возможностью сообщения с топливными отверстиями шнека и связан со штуцером подачи топлива через шаровой кран подачи топлива, сетчатый фильтр и топливный жиклер, а штуцер подачи воздуха закреплен на корпусе диаметрально противоположно топливному игольчатому вентилю.
Благодаря такой конструкции устройства процесс формирования топливно-воздушной смеси шнеком осуществляется непосредственно в камере сгорания. Сжатый воздух, выходящий из шнека, имеющий целенаправленное спирально-тангенсальное движение по отношению потока воздушно-абразивной массы, равномерно и мелко дисперсионно распыляет топливо, поступающее из топливных каналов шнека по длине камеры сгорания, тем самым создавая благоприятные условия для горения топлива. При этом в процессе горения создается дополнительная энергия, появляющаяся при спиралевидном вращающемся горении топливно-воздушной смеси, непосредственно оказывающая влияние на разгон и закрутку воздушно-абразивного потока.
На чертеже представлено устройство для термоабразивной обработки, поперечный разрез.
Устройство содержит штуцер 1 подвода воздушно-абразивного потока, ввернутый посредством резьбового соединения в монтажный узел 8, приваренный к корпусу 15. В монтажный узел 8 с противоположной стороны ввернута посредством резьбового соединения труба 10 подачи абразива, притягивающая к монтажному узлу 8 шнек 9. К торцевой поверхности монтажного узла 8, расположенного внутри корпуса 15, посредством сварного соединения приварен тракт 14 подачи воздуха, имеющий сквозные радиальные отверстия в районе стыковки с сопловым блоком 12. В сопловой блок 12 вставлена сопловая вставка 13, которая прижата к нему прижимной гайкой 16. На сопловой блок 12 навинчена жаровая труба 11. Через радиальное отверстие, выполненное в торцевой части корпуса 15, в монтажный узел 8 ввернут топливный игольчатый вентиль 7, корпус которого герметично приварен к корпусу устройства 15. Топливный игольчатый вентиль 7 резьбовым соединением связан с шаровым краном подачи топлива, между ними установлен топливный жиклер 6. В шаровой кран 4 подачи топлива с противоположной стороны вставлен сетчатый топливный фильтр 5 и ввернут посредством резьбового соединения штуцер 3 для подвода топлива. В корпусе 15 выполнено радиальное отверстие диаметрально противоположно месту крепления игольчатого топливного вентиля 7, к которому посредством сварного соединения прикреплен штуцер 2 подачи газообразного окислителя, например, воздуха.
Устройство для термоабразивной обработки работает следующем образом. В качестве инициатора горения в камеру сгорания, образованную внутренними поверхностями соплового блока 12 и жаровой трубы 11, через отверстие в сопловой вставке 13 заливается запальная доза углеводородного топлива с большим числом легких фракций, например, бензин. При организации пульсирующего поступления сжатого воздуха через штуцер 2 подвода воздуха с небольшими временными интервалами вылетающие пары бензина, воспламенившись от источника открытого огня, по причине образования зоны разрежения внутри камеры сгорания и преобладания скорости горения распространения фронта пламени над скоростью истечения паров бензина из соплового отверстия, входят внутрь камеры сгорания и воспламеняют основную запальную дозу бензина. После возгорания бензина открывается шаровой кран 3 подачи топлива. Тяжелое углеводородное топливо - солярка под действием избыточного давления поступает через топливный сетчатый фильтр 5, топливный жиклер 6, полностью открытый игольчатый топливный вентиль 7, проходит через топливные отверстия в шнеке 9, поступает в камеру сгорания и, смешиваясь с горящими парами бензина, воспламеняется. В то же время через штуцер 2 подвода воздуха, тракт 14 подачи воздуха, отверстие в жаровой трубе 11 и направляющие каналы шнека 9 сжатый воздух под постоянным давлением поступает в камеру сгорания, обеспечивая необходимое стехиометрическое соотношение топлива к воздуху для обеспечения горения. Продукты горения выбрасываются в окружающую среду через сопловой блок 12 с сопловой вставкой 13, получая боковую закрутку за счет организации подачи воздуха шнеком 9. При установившемся режиме работы горения путем регулировки количества топлива, подаваемого в камеру сгорания, игольчатым топливным вентилем 7 устанавливается бездымный режим работы. После проведения необходимых регулировок, связанных с горением, через штуцер 1 подачи воздушно-абразивного потока, трубу 10 подачи абразива в камеру сгорания подается воздушно-абразивная масса, которая закручивается в продольном направлении и получает дополнительное ускорение, проходя через сопловой блок 12 и сопловую вставку 13, за счет выброса продуктов горения тяжелого углеводородного топлива-солярки в атмосферу под действием сил избыточного давления.
Благодаря тому, что труба 10 находится в начале сужения конической части соплового блока 12, обеспечивается возможность воздействия на воздушно-абразивный поток с продуктами горения топливно-воздушной смесью и тем самым разгон и его разкрутка.
Сопловой блок 12 выполнен по схеме - сужающаяся коническая часть с цилиндрической критической частью, позволяющей повысить кучность пятна воздушно-абразивного потока на обрабатываемой поверхности при незначительной потере скорости при истечении из сопла.
Применение сменной сопловой вставки из термоизносостойкого материала, например, карбида бора, позволяет повысить долговечность работы соплового блока и устройства в целом.
Устройство, выполненное согласно изобретению, обеспечивает:
- очистку поверхностей крупногабаритных металлических и бетонных конструкций от продуктов коррозии, загрязнений и изношенных покрытий под нанесение новых защитных покрытий;
- удаление окалины перед нанесением защитных покрытий при изготовлении новых металлических конструкций;
- очистку днищ судов от морских обрастаний, старой краски и продуктов коррозии;
- очистку сооружений и конструкций из природного камня и бетона для обновления их поверхностей;
- удаление цементной пленки и разрушенного слоя бетона при восстановлении конструкций из бетона и железобетона.
При использовании данного изобретения в значительной степени улучшается качество обработки при одновременном повышении производительности в 8-10 раз. При этом удельные расходы на единицу площади очищаемой поверхности абразивного материала ниже в 3-4 раза, а сжатого воздуха в 8-9 раз.
Источники информации
1. SU 1101538, 07.07.1984, колонка 2, строка 40-50.
2. SU 1218053, 07.07.1984.
3. US 4384434, 1983.
4. WO 88/05711, 11.08.1988.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ И МАШИНА "БОБР" ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2005 |
|
RU2338638C2 |
| СОПЛОВЫЙ ИНСТРУМЕНТ УСТРОЙСТВА ДЛЯ АБРАЗИВНО-СТРУЙНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2002 |
|
RU2222420C1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2234407C1 |
| Устройство для термоабразивной обработки поверхности, преимущественно каменной облицовки зданий | 2002 |
|
RU2224647C1 |
| КАМЕРА СГОРАНИЯ ГАЗОТУРБИННОГО ДВИГАТЕЛЯ | 2009 |
|
RU2414649C2 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1999 |
|
RU2167756C2 |
| ФОРСУНОЧНЫЙ БЛОК КАМЕРЫ СГОРАНИЯ ГТД | 2012 |
|
RU2511977C2 |
| ФОРСУНОЧНЫЙ БЛОК КАМЕРЫ СГОРАНИЯ ГТД | 2012 |
|
RU2511992C2 |
| КАМЕРА СГОРАНИЯ ГТД И ФОРСУНОЧНЫЙ МОДУЛЬ | 2012 |
|
RU2493492C1 |
| СПОСОБ ГИДРОГАЗОАБРАЗИВНОЙ ОБРАБОТКИ И УСТРОЙСТВО ДЛЯ АБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТИ | 2001 |
|
RU2223167C2 |
Изобретение относится к абразивной обработке поверхностей и может быть применено в различных отраслях народного хозяйства, связанных с лакокрасочными работами при подготовке поверхностей под покраску. Монтажный узел закреплен в корпусе со стороны подачи абразива. Сопловой блок для истечения воздушно-абразивного потока закреплен в корпусе со стороны его выхода. Труба подачи абразива размещена внутри камеры сгорания и пропущена через центральное отверстие завихрителя. Завихритель выполнен в виде шнека с топливными отверстиями. Камеру сгорания образуют внутренние поверхности жаровой трубы и соплового блока. Тракт подачи воздуха размещен в корпусе между стенкой корпуса и стенкой камеры сгорания и одним концом закреплен на торцевой поверхности монтажного узла, а другим концом с радиальными отверстиями - на сопловом блоке. В стенке корпуса и в монтажном узле выполнены в каждом соосные отверстия, в которых смонтирован игольчатый топливный вентиль с возможностью сообщения с топливными отверстиями шнека и связан со штуцером подачи топлива через шаровой кран подачи топлива, сетчатый фильтр и топливный жиклер. Штуцер подачи воздуха закреплен на корпусе диаметрально противоположно топливному игольчатому вентилю. Благодаря такой конструкции устройства увеличивается скорость истечения воздушно-абразивного потока в момент выброса к очищаемой поверхности путем разгона и закрутки его продуктами горения тяжелого углеводородного топлива внутри камеры сгорания. 1 з.п.ф-лы, 1 ил.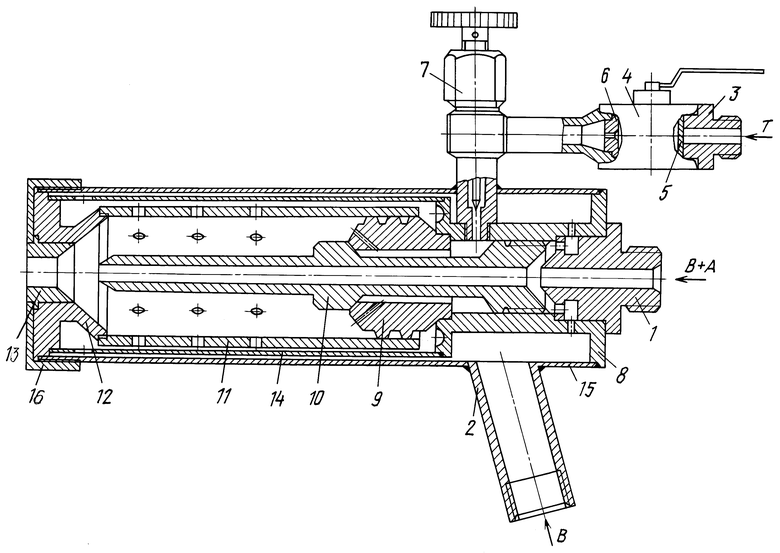
| Шланговое соединение | 0 |
|
SU88A1 |
| US 5607342 А, 04.03.1997 | |||
| Способ дробеструйной обработки металлических поверхностей | 1986 |
|
SU1395467A1 |
| Способ комбинированной струйно-абразивной и электрохимической обработки | 1989 |
|
SU1773707A1 |

