у
К
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СТРУЙНОЙ ОБРАБОТКИ МАТЕРИАЛОВ | 2014 |
|
RU2580267C1 |
| СПОСОБ АНОДНОГО МАГНИТОАБРАЗИВНОГО ПОЛИРОВАНИЯ НЕМАГНИТНЫХ ТРУБЧАТЫХ ИЗДЕЛИЙ | 2022 |
|
RU2779560C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ОБРАБОТКИ КАНАЛОВ СЛОЖНОЙ ФОРМЫ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2020 |
|
RU2764538C1 |
| Электрод-инструмент для электрохимикомеханического полирования | 1983 |
|
SU1122462A1 |
| Способ шлифования токопроводной керамики | 2024 |
|
RU2835282C1 |
| СПОСОБ КОМБИНИРОВАННОГО РАЗДЕЛЕНИЯ МЕТАЛЛОВ | 2012 |
|
RU2536128C2 |
| Способ электрохимикомеханического полирования | 1985 |
|
SU1333488A1 |
| Способ полирования деталей типа тел вращения | 1990 |
|
SU1722791A1 |
| СПОСОБ ТЕРМОАБРАЗИВНОЙ ОБРАБОТКИ ПОВЕРХНОСТЕЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2234407C1 |
| Устройство для электрохимикомеханического полирования | 1986 |
|
SU1373505A1 |
Использование: очистка поверхностей, подготовка поверхности для нанесения покрытий, окончательная обработка поверхностей, удаление заусенцев. Сущность изобретения. На обрабатываемую поверхность детали монитором направляют струю, состоящую из распыленной сжатым воздухом смеси капель электролита и зерен токопро- водного абразивного порошка. Деталь и монитор подключают соответственно к положительному и отрицательному полюсам источника тока. Используют частицы то- копроводного абразива размером 80-100 мкм в количестве 30-35 мае. % от общего веса смеси. Токопроводные частицы интенсифицируют процесс анодного растворения поверхности и обеспечивают удаление растворенного слоя. 1 табл., 1 ил.
Изобретение относится к финишной обработке деталей и может применяться для очистки поверхностей деталей, их подготовки для нанесения покрытий, окончательной обработки поверхностей и удаления заусенцев.
Целью изобретения является повышение производительности обработки за счет интенсификации электрохимической составляющей процесса.
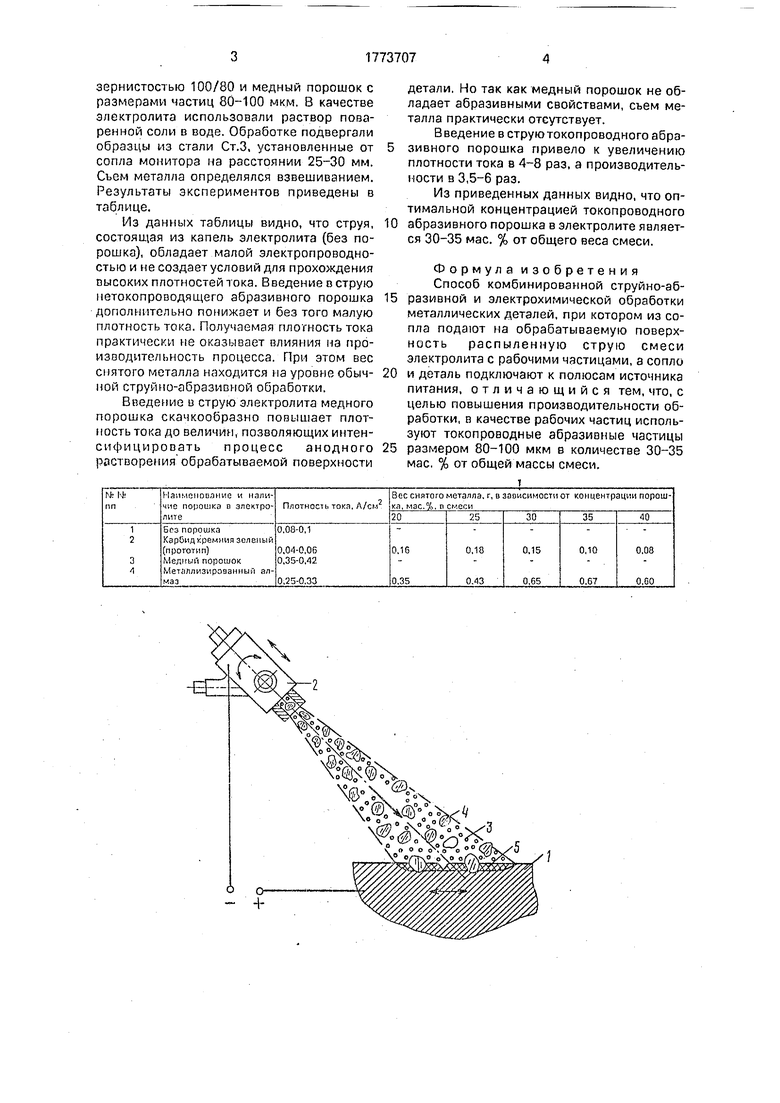
На чертеже представлена схема реализации способа.
Деталь 1 подключают к положительному полюсу источника тока, монитор 2 - к отрицательному.
Способ осуществляют следующим образом,
Деталь 1 помещают в зону обработки. На обрабатываемую поверхность детали 1 из монитора 2 направляют струю, состоящую из распыленных сжатым воздухом смеси капель электролита 3 и зерен токопроводящего абразивного порошка 4. Благодаря прохождению тока на поверхности детали происходит анодное растворение слоя металла 5. Зерна абразивного порошка 4, обладая достаточным запасом кинетической энергии, ударяясь о поверхность детали 1, сравнительно легко удаляют растворяемый слой металла 5 (шлам). Монитор 2 и деталь перемещаются в процессе обработки.
П р и м е р. В качестве абразива применяли карбид кремния зеленый 63С8, алмаз- ный металлизированный порошок
VI VI СО
VI о
VI
зернистостью 100/80 и медный порошок с размерами частиц 80-100 мкм. В качестве электролита использовали раствор поваренной соли в воде. Обработке подвергали образцы из стали Ст.З, установленные от сопла монитора на расстоянии 25-30 мм. Съем металла определялся взвешиванием. Результаты экспериментов приведены в таблице.
Из данных таблицы видно, что струя, состояа ая из капель электролита (без порошка), обладает малой электропроводностью и не создает условий для прохождения высоких плотностей тока. Введение в струю нетокопроводящего абразивного порошка дополнительно понижает и без того малую плотность тока. Получаемая плотность тока практически не оказывает влияния на производительность процесса. При этом вес снятого металла находится на уровне обыч- ной струйно-абразивной обработки.
Введение в струю электролита медного порошка скачкообразно повышает плотность тока до величии, позволяющих интен- сифицировать процесс анодного растворения обрабатываемой поверхности
&V 5
vw« алч
т:$ет
Йй
о
-Iдетали. Но так как медный порошок не обладает абразивными свойствами, съем металла практически отсутствует.
Введение в струютокопроводного абразивного порошка привело к увеличению плотности тока в 4-8 раз, а производительности в 3,5-6 раз.
Из приведенных данных видно, что оптимальной концентрацией токопроводного абразивного порошка в электролите является 30-35 мае. % от общего веса смеси.
Формула изобретения Способ комбинированной струйно-абразивной и электрохимической обработки металлических деталей, при котором из сопла подают на обрабатываемую поверхность распыленную струю смеси электролита с рабочими частицами, а сопло и деталь подключают к полюсам источника питания, отличающийся тем, что, с целью повышения производительности обработки, в качестве рабочих частиц используют токопроводные абразивные частицы размером 80-100 мкм в количестве 30-35 мае, % от общей массы смеси,
| Гидротипная машина для печатания цветных фильмов | 1938 |
|
SU54858A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| опублик | |||
| Запальная свеча для двигателей | 1924 |
|
SU1967A1 |
