Изобретение относится к технологии электронного приборостроения и может быть использовано для резания объемных монокристаллов (слитков) карбида кремния на пластины.
Известен механический способ разрезания объемных монокристаллов карбида кремния, основанный на формировании в исходном слитке системы сквозных резов с помощью алмазосодержащих дисков (см. Окунев А.О. Рентгенотопографический анализ дефектов структуры монокристаллического карбида кремния. Автореферат диссертации на соискание уч. степени канд физ.-мат. наук. Новгород: НовГУ им. Ярослава Мудрого, 1999, с. 16-17).
Недостатком известного способа является то, что он не позволяет резать слитки большого диаметра (d≥50 мм); получать резы шириной менее 150 мкм, вырезать тонкие (менее 500 мкм) пластины. Кроме того, из-за быстрого износа диска невозможно воспроизводимо получать необходимую точность размеров пластин и толщину нарушенного слоя.
Наиболее близким по техническому решению является, принятый за прототип, способ резки полупроводниковых материалов путем эрозии полупроводникового материала под воздействием электроискрового разряда, инициируемого посредством профилированного или проволочного электрода в среде дистиллированной или промышленной воды (cм. Рубцов Н.Н., Горынин В.Н. Некоторые технологические характеристики электроискровой обработки материалов // Электронная обработка материалов, 4, 1966, с. 40-48.)
Недостатками прототипа являются:
1) низкая производительность из-за большой величины индуктивного сопротивления слитка SiС;
2) низкое качество обработанных поверхностей SiC из-за высоких значений напряжения, используемого при создании электроискрового разряда.
Задачей предлагаемого решения является повышение производительности и качества резки.
Для решения данной задачи предложен способ резки объемных монокристаллов карбида кремния, заключающийся в том, что в известном способе резки полупроводниковых материалов, включающем инициирование электроискрового разряда в водной среде между кристаллом и металлическим электродом, перед инициированием электроискрового разряда на поверхности кристалла создают короткозамкнутый виток, а электрический разряд инициируют в кристаллографическом направлении типа  при межэлектродном зазоре не более 300 мкм.
при межэлектродном зазоре не более 300 мкм.
Предлагаемое изобретение позволяет получить следующий технический результат:
1) осуществлять резку слитков SiC любого диаметра и длины на пластины, в том числе и тонкие < 500 мкм;
2) уменьшить концентрацию трещин в области нарушенного слоя SiC;
3) повысить качество обработанной поверхности SiC;
4) изготавливать (вырезать) пластины SiC с эквипотенциальными поверхностями.
На чертеже представлен один из возможных вариантов реализации способа.
На изображении и в тексте приняты следующие обозначения:
1 - объемный монокристалл SiC (слиток);
2 - электрод-держатель;
3 - короткозамкнутый виток;
4 - проволочный электрод;
5 - элемент крепежа.
Способ осуществляется следующим образом.
Предварительно на поверхности слитка 1 создают короткозамкнутый виток 3. Слиток крепят к электроду держателю 2. В промежутке между проволочным электродом 4 и слитком SiC 1, заполненным водой, инициируют электрический заряд, вызывающий эрозию SiC.
Введение короткозамкнутого витка вызывает уменьшение индуктивного сопротивления слитка за счет перераспределения индуктивности между слитком и витком.
При этом увеличивается разрядный ток в зоне эрозии, а следовательно, и производительность процесса. Кроме того, поверхность короткозамкнутого витка является эквипотенциальной (см. Мезда Ф. Электронные измерительные приборы и методы измерений: Пер. с англ. М.: Мир, 1990, с.80), что способствует равномерному распределению электрического тока по поверхности слитка в зоне реза. Это гарантирует возникновение электроискрового разряда в слитках любого диаметра, а также улучшает стабильность процесса эрозии и качество обработанной пластины.
Для того чтобы исключить интенсивное растрескивание материала в зоне эрозии за счет образования магистральных трещин по известным системам скольжения в SiC и отслаивания по плоскостям спайности типа (1010) (см. Современная кристаллография. Т.4: Физические свойства кристаллов/ Шувалов Л. А. , Урусовская А.А., Желудев И.С. и др., М.: Наука, 1981, с.91, 131-141), инициирование электрического разряда осуществляют в кристаллографическом направлении типа  Для этого проволочный электрод ориентируют таким образом, чтобы в плоскости реза он был перпендикулярен кристаллографическому направлению
Для этого проволочный электрод ориентируют таким образом, чтобы в плоскости реза он был перпендикулярен кристаллографическому направлению 
Проведение процесса эрозии при межэлектродных зазорах не более 300 мкм способствует насыщению поверхности нарушенного слоя SiC атомами материала проволочного электрода за счет образования факелов, ориентированных от проволочного электрода к поверхности SiC (см. Фотеев Н. К. Технология электроэрозионной обработки. М.: Машиностроение, 1980, с.184).
Это повышает производительность и качество процесса разрезания слитка за счет уменьшения поверхностного электрического сопротивления SiC и равномерного распределения электрического тока в зоне реза.
Для того чтобы от реза к резу иметь одинаковое значение тока короткого замыкания и тем самым воспроизводимо получать постоянную долю SiC эродированного в жидкой и паровой средах (см. Верхотуров А.Д., Подчерняева И.А. и др. Электродные материалы для электроискрового легирования. М.: Наука, 1988, с. 224), короткозамкнутый виток может соединяться с электродом-держателем. Это способствует повышению качества резки слитков.
Пример 1. Эрозионная резка объемных монокристаллов карбида кремния на пластины толщиной h=500 мкм проводилась на промышленной установке ЭВ00.000 с генератором ГКИ-250. В качестве профилирующего электрода использовалась латунная проволока ДКРПМ КТЛ 63 ГОСТ 1066-80 диаметром d=100 мкм. Электротехнологические режимы: частота следования импульсов f=18 кГц, напряжение холостого хода Ux.x= 0,5 кВ, максимальное значение рабочего тока составляла Iр≅200 мА. В качестве межэлектродной среды применялась водопроводная вода. В экспериментах использовались монокристаллы карбида кремния политипов 6Н, 4Н диаметром D= 50 мм и длиной l=10 мм с концентрацией нескомпенсированных доноров Nd-Na≅(3÷5)•1018 см-3. Направление выращивания кристаллов  . На боковой поверхности части монокристаллов механическим способом размещают короткозамкнутый виток в виде кольца из латунной проволоки толщиной ~0,8 мм. Инициирование разряда осуществлялось в направлении типа
. На боковой поверхности части монокристаллов механическим способом размещают короткозамкнутый виток в виде кольца из латунной проволоки толщиной ~0,8 мм. Инициирование разряда осуществлялось в направлении типа  среднее значение межэлектродного зазора составляло ~50 мкм.
среднее значение межэлектродного зазора составляло ~50 мкм.
Результаты эксперимента позволяют сделать вывод о том, что при наличии на поверхности монокристалла короткозамкнутого витка скорость резки составляла V≅0,4÷0,6 мм/мин, шероховатость поверхности менее  . В случае отсутствия короткозамкнутого витка эти показатели были хуже (V≅0,2÷0,3 мм/мин), шероховатость поверхности больше
. В случае отсутствия короткозамкнутого витка эти показатели были хуже (V≅0,2÷0,3 мм/мин), шероховатость поверхности больше  процесс резки отличался нестабильностью.
процесс резки отличался нестабильностью.
Пример 2. Эрозионная резка объемных монокристаллов на пластины толщиной h= 500 мкм проводилась на промышленной установке типа А203.23 с RC генератором. Электротехнологические характеристики процесса: емкость разрядной цепи С= 4700 пФ; напряжение холостого хода Ux.x=300 B. В качестве межэлектродной среды применялась дистиллированная вода. Профилирующим электродом была латунная проволока диаметром d=100 мкм ДКРПМ КТЛ 63 ГОСТ 1066-80. В экспериментах использовались монокристаллы карбида кремния политипов 6Н, 4Н диаметром D= (25÷50) мм и длиной l=(10÷20) мм с концентрацией нескомпенсированных доноров Nd-Na≅(3÷5)•1018 см3. Направление выращивания кристаллов [-0001]. Методом магнетронного распыления никеля создавался короткозамкнутый виток, который занимал всю боковую поверхность монокристалла. При этом обеспечивалась электрическая связь между электродом-держателем и короткозамкнутым витком. Инициирование разряда осуществлялось в направлении типа  среднее значение межэлектродного зазора составляло ~30÷40 мкм.
среднее значение межэлектродного зазора составляло ~30÷40 мкм.
За счет того, что ток короткого замыкания от реза к резу имел одно и то же значение, шероховатость поверхности менее  поддерживалась от пластины к пластине.
поддерживалась от пластины к пластине.
Таким образом, предлагаемое изобретение позволяет:
- повысить производительность резки слитков карбида кремния на пластины;
- повысить качество обработанной поверхности карбида кремния.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭРОЗИОННОГО КОПИРОВАНИЯ КАРБИДОКРЕМНИЕВЫХ СТРУКТУР | 2000 |
|
RU2189664C2 |
| СПОСОБ ЭРОЗИОННОГО КОПИРОВАНИЯ КАРБИДОКРЕМНИЕВЫХ СТРУКТУР | 2014 |
|
RU2573622C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТРУБЧАТОГО КРИСТАЛЛА КАРБИДА КРЕМНИЯ | 2000 |
|
RU2182607C2 |
| ЭЛЕКТРОИСКРОВОЙ СПОСОБ РЕЗКИ ПОЛУПРОВОДНИКОВЫХ ПЛАСТИН | 2005 |
|
RU2288522C1 |
| Способ модификации поверхности кристаллов карбида кремния | 2020 |
|
RU2745736C1 |
| Способ получения монокристаллического SiC политипа 4H | 2021 |
|
RU2768938C1 |
| СПОСОБ РЕЗКИ ОБЪЕМНЫХ МОНОКРИСТАЛЛОВ КАРБИДА КРЕМНИЯ АЛМАЗИРОВАННОЙ ПРОВОЛОКОЙ | 2024 |
|
RU2834306C1 |
| СПОСОБ ПРОМЫШЛЕННОГО ПРОИЗВОДСТВА ПРЕЦИЗИОННЫХ ПЬЕЗОЭЛЕКТРИЧЕСКИХ ЧУВСТВИТЕЛЬНЫХ ЭЛЕМЕНТОВ | 2016 |
|
RU2626080C1 |
| СПОСОБ ПРОВОЛОЧНОЙ РЕЗКИ КРЕМНИЕВОГО СЛИТКА НА ПЛАСТИНЫ | 2010 |
|
RU2429964C1 |
| Способ получения монокристаллического SiC | 2023 |
|
RU2811353C1 |
Изобретение относится к технологии электронного приборостроения. Предложен способ резки объемных монокристаллов карбида кремния, включающий инициирование электроискрового разряда в водной среде между кристаллом и металлическим электродом. При этом перед инициированием электрического разряда на поверхности кристалла создают короткозамкнутый виток, а электрический разряд инициируют в кристаллографическом направлении  при межэлектродном зазоре не более 300 мкм. Короткозамкнутый виток электрически соединяют с электродом-держателем. В результате появляется возможность осуществлять резку слитков SiC любого диаметра и длины на пластины, уменьшить концентрацию трещин в области нарушенного слоя SiC, повысить качество обработанной поверхности SiC. 1 ил.
при межэлектродном зазоре не более 300 мкм. Короткозамкнутый виток электрически соединяют с электродом-держателем. В результате появляется возможность осуществлять резку слитков SiC любого диаметра и длины на пластины, уменьшить концентрацию трещин в области нарушенного слоя SiC, повысить качество обработанной поверхности SiC. 1 ил.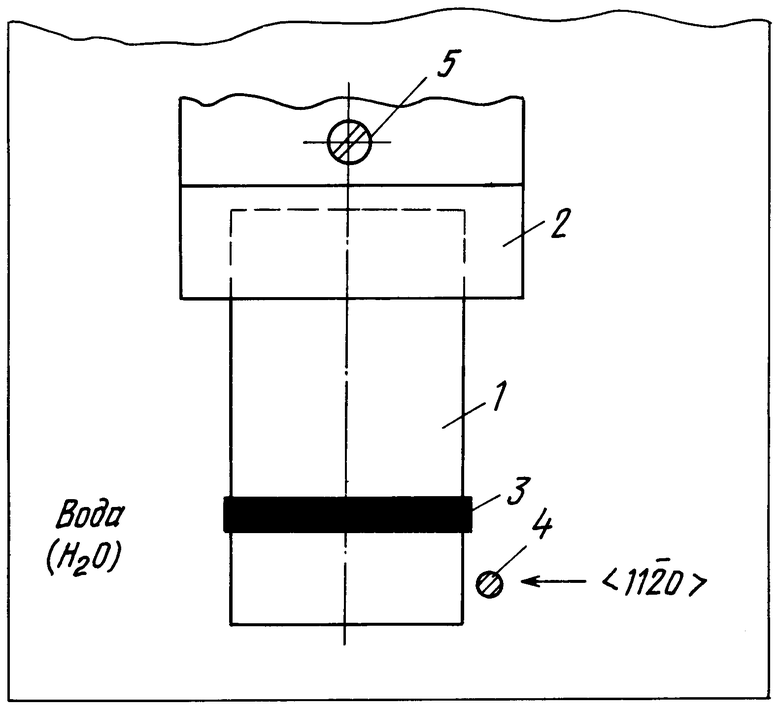
 при межэлектродном зазоре не более 300 мкм.
при межэлектродном зазоре не более 300 мкм.
| РУБЦОВ Н.Н., ГОРЫНИН В.Н | |||
| Некоторые технологические характеристики электроискровой обработки материалов | |||
| Электронная обработка материалов | |||
| - М.: Электроника, №4, 1966, с.40-48 | |||
| US 5180469 A, 19.01.1993 | |||
| Кипятильник для воды | 1921 |
|
SU5A1 |
| СПОСОБ РЕЗКИ ПОЛУПРОВОДНИКОВЫХ МОНОКРИСТАЛЛОВ НА ПЛАСТИНЫ | 1998 |
|
RU2137251C1 |

