Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано для восстановления стальных рабочих валков листопрокатных станов с поврежденными в процессе эксплуатации шейками.
В процессе эксплуатации прокатных рабочих валков из-за разрушения подшипниковых опор происходит повреждение шеек. Валки с поврежденными шейками не пригодны к дальнейшей эксплуатации и требуют ремонта.
Известен способ ремонта прокатных валков станов горячей и холодной прокатки, включающий съем поврежденного участка бочки, электродуговую наплавку по месту съема и термическую обработку наплавленного валка [1].
Недостаток известного способа состоит в том, что нагрев бочки валка приводит к потере твердости ее активного слоя. Это снижает стойкость валка, а в некоторых случаях вообще является недопустимым (для рабочих валков станов тонколистовой холодной прокатки).
Известен также способ восстановления стальных валков станов горячей прокатки, включающий съем поврежденного слоя бочки, подогрев валка до температуры Мн + (150-200)oC, наплавку электродом и термическую обработку путем термоциклирования с нагревом со скоростью 250-350oC/с до 1000-500oC и охлаждением со скоростью 50-100oC/c на воздухе до температуры подогрева, причем циклы повторяют через 120-180 с [2].
Данный способ не пригоден для восстановления валков с поврежденными шейками, т. к. подогрев валка приводит к уменьшению твердости активного слоя бочки и снижению его стойкости.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ ремонта прокатного валка, по которому осуществляют съем поврежденного слоя бочки, ее подогрев со скоростью 25-30oC/ч до температуры 450-500oC, электродуговую наплавку под слоем флюса. Наплавленный валок охлаждают со скоростью 30 до 300oC/ч и затем подвергают термической обработке путем выдерживания в термостате [3] - прототип.
Недостатки известного способа состоят в том, что при ремонте прокатного валка с поврежденной шейкой тепловое воздействие в процессе термической обработки приводит к снижению твердости закаленного слоя бочки, появлению неравномерности распределения твердости по ее длине. В результате происходит снижение стойкости валка.
Техническая задача, решаемая изобретением, состоит в повышении стойкости прокатного валка.
Указанная задача решается тем, что в известном способе ремонта прокатного валка с поврежденной шейкой, включающем съем поврежденного слоя, электродуговую наплавку и термическую обработку, согласно предложению, термическую обработку наплавленной шейки ведут путем ее нагрева до температуры 400-500oC, выдержки при этой температуре в течение 0,5-2,0 ч и последующего охлаждения до температуры 60-90oC со скоростью 10-50oC/ч.
Сущность изобретения состоит в следующем. Разрушение подшипниковой опоры прокатного валка в процессе прокатки сопровождается разогревом шейки и приваркой к ней внутренней обоймы, порче поверхности шейки фрагментами разрушенного подшипника. Валок с поврежденной шейкой не пригоден к эксплуатации. Попытки ремонта валков с поврежденными шейками по известным способам приводили к тому, что тепловое воздействие при термической обработке оказывало отрицательное влияние на твердость активного закаленного споя бочки. Уменьшение теплового воздействия снижением температурно-временных параметров термической обработки вызывало отслоение наплавленного участка шейки.
Исходя из этого были разработаны специальные режимы ремонта прокатных валков с поврежденными шейками, которые одновременно учитывали несколько важных факторов. Во-первых, температура нагрева, время выдержки и скорость охлаждения должны максимально снижать остаточные напряжения в наплавленном слое, образующиеся при кристаллизации металла. Во-вторых, перечисленные параметры должны обеспечивать отпуск мартенсита, т. е. улучшить структуру и свойства наплавленного металла и переходного участка. В-третьих, необходимо исключить охрупчивание границ зерен структуры наплавленного слоя (обратимая хрупкость) и разупрочнение шейки из-за выделения и коагуляции карбидной фазы. В-четвертых, термическое влияние на активный слой бочки валка со стороны ремонтируемой шейки не должно приводить к снижению твердости закаленного слоя бочки и ее равномерности по длине.
Для выполнения всех этих условий поврежденную шейку валка после электродуговой наплавки нагревают до температуры 400-500oС и выдерживают в течение 0,5-2,0 ч. При этом полностью снимаются остаточные напряжения кристаллизации, происходит частичный отпуск мартенсита, но выделения и коагуляции цементита не достигается. При температуре шейки 400-500oC за время выдержки 0,5-2,0 ч бочка валка не успевает прогреться и потерять твердость.
В процессе последующего охлаждения от 400-500oC до 60-90oC со скоростью 10-50oC/ч завершается отпуск мартенсита, исключается образование значительных термических напряжений и трещин. В то же время такая интенсивность охлаждения препятствует росту температуры бочки из-за теплопередачи от шейки и потере ей твердости. Охлаждение шейки от температуры 60-90oC может быть осуществлено с любой интенсивностью, т.к. не оказывает влияния на свойства отремонтированного валка.
Таким образом, предложенный способ позволяет сформировать качественный наплавленный слой с высокой прочностью, без трещин и термических напряжений и одновременно исключить термическое влияние на бочку, ее перегрев и потерю твердости. В результате достигается повышение стойкости прокатного валка.
Экспериментально установлено, что если температура нагрева будет превышать 500oC, произойдет разупрочнение шейки и бочки, снизится стойкость валка. При температуре нагрева ниже 400oC в наплавленной шейке сохранятся сварочные напряжения, которые в дальнейшем приведут к образованию трещин.
Увеличение времени выдержки более 2,0 ч приведет к коагуляции цементита, снижению прочности шейки, а также перегреву бочки и потере твердости. Сокращение времени выдержки менее 0,5 ч не обеспечивает полного снятия сварочных напряжений и формирования оптимальной структуры металла.
При скорости охлаждения более 50oC/ч не обеспечивается протекание процесса отпуска мартенсита, а в наплавленном и переходном слоях возникают трещины. Снижение скорости охлаждения менее 10oC/ч, особенно в начальном периоде, приводит к разупрочнению шейки валка, перегреву бочки, удлинению цикла термической обработки.
При окончании регламентированного охлаждения выше 90oC не исключается возникновение в шейке термических напряжений и трещин. Снижение этой температуры менее 60oC удлиняет цикл термической обработки и не повышает стойкость валка.
Примеры реализации спосо6а
Рабочий валок из стали 90ХФ четырехклетевого стана тандем 1700 холодной прокатки, с поврежденной из-за разрушения подшипниковой опоры шейкой, устанавливают на вальцетокарный станок. С помощью резца из твердого сплава на шейке выполняют кольцевую проточку глубиной 10 мм для удаления поврежденного слоя. После этого производят электродуговую наплавку подогретой шейки до заполнения кольцевой проточки. Наплавку осуществляют с помощью электродной проволоки из стали З0ХГСМА, подслоя - из стали Св08.
Сразу по завершении наплавки наплавленную шейку подвергают термической обработке. Для этого к шейке вращаемого валка подводят газовые горелки и нагревают ее до температуры Tн = 450oC.
При достижении этой температуры подачу газа к горелкам уменьшают с тем, чтобы температура шейки оставалась постоянной в течение времени t = 1,2 ч (72 мин). По истечении указанного промежутка времени наплавленную шейку охлаждают со скоростью V = 30oC/ч до температуры Тo = 75oC. Заданную скорость охлаждения обеспечивают изменением количества газа, подаваемого к газовым горелкам. В процессе выдержки наплавленной шейки при температуре Тн = 450oC и его охлаждения до температуры То = 75oC валок непрерывно вращают.
При снижении температуры наплавленной шейки до То = 75oC газовые горелки выключают, и в дальнейшем наплавленная шейка охлаждается самопроизвольно до температуры окружающей среды.
Отремонтированный таким образом валок шлифуют (шейку и бочку) и используют на четырехклетевом стане тандем 1700 для холодной прокатки тонких стальных полос.
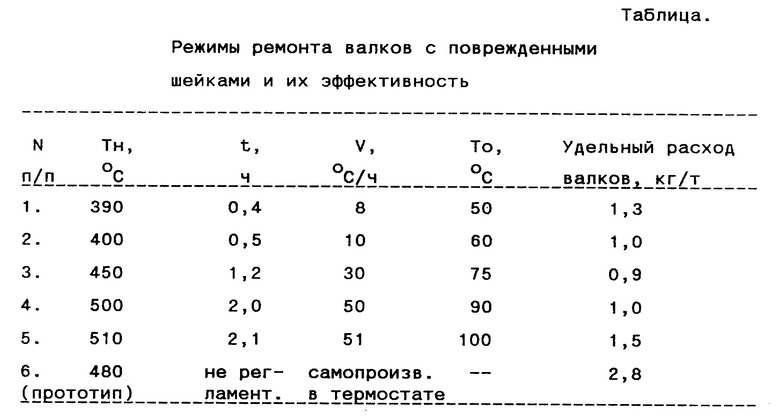
Варианты реализации предложенного способа и показатели стойкости рабочих валков после ремонта шейки (удельный расход валков на тонну проката) приведены в таблице.
Из данных, приведенных в таблице, следует, что в случае реализации предложенного способа ремонта (варианты 2-4) достигается повышение стойкости валков с поврежденными шейками. При запредельных значениях заявленных параметров (варианты 1 и 5), а также реализации способа-прототипа (вариант 6), стойкость валков после ремонта снижается.
Технико-экономические преимущества предложенного способа состоят в том, что регламентированные параметры ремонта обеспечивают одновременное получение оптимальной структуры наплавленного и переходного слоев, отсутствие трещин при сохранении исходной высокой и равномерной твердости активного слоя бочки. Этим достигается повышение стойкости отремонтированных прокатных валков.
В качестве базового объекта был принят способ-прототип. Использование предложенного способа позволяет повысить рентабельность ремонта прокатных валков с поврежденными шейками более чем на 35%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139156C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2245771C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2237563C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНОГО ВАЛКА | 2002 |
|
RU2218220C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ С ПОВРЕЖДЕННЫМИ ШЕЙКАМИ | 2004 |
|
RU2281846C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК ЧУГУННЫХ ВАЛКОВ | 2005 |
|
RU2283709C2 |
| СПОСОБ РЕМОНТА ТРЕФОВ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 2006 |
|
RU2335387C2 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2002 |
|
RU2228958C2 |
| СПОСОБ РЕМОНТА ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2195378C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1999 |
|
RU2164181C2 |
Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано для восстановления стальных рабочих валков листопрокатных станов с поврежденными в процессе эксплуатации шейками. Способ включает съем поврежденного слоя, электродуговую наплавку шейки по месту съема и последующую ее термическую обработку. Техническая задача, решаемая изобретением, состоит в повышении стойкости прокатного валка. Для этого термическую обработку наплавленной шейки ведут по режиму: нагрев до 400-500°С, выдержка при этой температуре в течение 0,5-2,0 ч и последующее охлаждение до 60-90°С со скоростью 10-50°С/ч. Изобретение обеспечивает одновременное получение оптимальной структуры наплавленного и переходного слоев. 1 табл.
Способ ремонта прокатного валка с поврежденной шейкой, включающий съем поврежденного слоя, электродуговую наплавку и термическую обработку, отличающийся тем, что термическую обработку наплавленной шейки ведут путем ее нагрева до 400-500oC, выдержки при этой температуре в течение 0,5-2,0 ч и последующего охлаждения до 60-90oC со скоростью 10-50oC/ч.
| SU 1683834, 15.10.91 | |||
| Способ восстановления валков из заэвтектоидных сталей | 1985 |
|
SU1539218A1 |
| Боровик Л.И | |||
| и др | |||
| Технология подготовки и эксплуатации валков тонколистовых станов | |||
| - М.: Металлургия, 1984 г., с.36-37, 56-60 | |||
| Способ обработки прокатных валков в клети | 1987 |
|
SU1421442A1 |
| Способ подготовки рабочих валков для холодной прокатки | 1984 |
|
SU1251990A1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЭКСПЛУАТАЦИОННЫХ СВОЙСТВ ВАЛКОВ СТАНОВ ГОРЯЧЕЙ ПРОКАТКИ | 1994 |
|
RU2081923C1 |
| Прибор для промывания газов | 1922 |
|
SU20A1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1992 |
|
RU2015757C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ ПРОКАТНОГО ВАЛКА | 1997 |
|
RU2107566C1 |
| СПОСОБ РЕМОНТА ПРОКАТНЫХ ВАЛКОВ | 1997 |
|
RU2121897C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ РОЛИКА | 1996 |
|
RU2089628C1 |
| УСТРОЙСТВО ДЛЯ ОТОБРАЖЕНИЯ НА ЧАСАХ ДАТЫ ЗНАКАМИ БОЛЬШОГО РАЗМЕРА | 2015 |
|
RU2619734C2 |

