Изобретение относится к области металлургии, конкретнее к прокатному производству, и может быть использовано для восстановления опорных валков листопрокатных станов с изношенными или поврежденными в процессе эксплуатации бочками.
В процессе эксплуатации прокатных валков происходит повреждение активного слоя бочки из-за усталости металла, воспринимающего циклические контактные нагрузки.
Известен способ ремонта прокатных валков станов горячей и холодной прокатки, включающий съем поврежденного участка бочки кольцевой проточкой, электродуговую наплавку по месту съема и термическую обработку наплавленного валка [1].
Недостаток известного способа состоит в том, что нагрев бочки валка приводит к потере твердости ее активного слоя. Это снижает стойкость валка.
Известен также способ восстановления прокатных валков, включающий механическое удаление дефектов бочки, предварительный и сопутствующий подогрев валка, электродуговую наплавку с термической и механической обработкой бочки [2].
Валки, восстановленные по этому способу, имеют недостаточную стойкость из-за пониженных механических свойств наплавленного металла.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ восстановления прокатных валков, по которому после механического съема поврежденного слоя бочки валок нагревают под наплавку до температуры 400-460oС со скоростью 25-30oС/ч и выдерживают при этой температуре 20-24 ч. Затем осуществляют электродуговую наплавку валка под слоем флюса при скорости наплавки 30-35 м/ч и силе тока 500-580 А. Наплавленные валки подвергают термической обработке путем выдерживания в термостате [3] - прототип.
Недостатки известного способа состоят в том, что при восстановлении прокатных валков с поврежденными бочками тепловое воздействие в процессах нагрева под наплавку, наплавки и последующей термообработки приводит к снижению твердости наплавленного слоя бочки, появлению неравномерности распределения твердости по глубине и длине бочки валка. Это приводит к снижению стойкости валка вследствие выкрошек наплавленного слоя.
Техническая задача, решаемая предлагаемым изобретением, состоит в повышении стойкости валков.
Указанная задача решается тем, что в известном способе восстановления прокатных валков, включающем нагрев до температуры 400-460oС, многослойную электродуговую наплавку и термическую обработку наплавленного слоя, согласно предложению, после наплавки первых 2-3 слоев валок охлаждают до температуры 250-300oС, при которой осуществляют наплавку остальных слоев, а термическую обработку наплавленного валка ведут путем нагрева до температуры 500-600oС с выдержкой при этой температуре в течение 8-10 ч и последующего охлаждения до температуры 50-100oС со скоростью не выше 100oС/ч.
Экспериментально установлено, что наплавка на валок первых двух-трех слоев при температуре ниже 400oС приводит к появлению горячих трещин. Наплавка этих слоев при температуре подогрева 400-460oС исключает появление горячих трещин. Повышение температуры наплавки более 460oС разупрочняет наплавляемую поверхность валка, способствует отслоению наплавленного слоя.
Количество промежуточных слоев обусловлено следующим. Если на валок перед снижением температуры наплавить только один слой, то при наплавке последующих слоев образуются горячие трещины. Увеличение числа слоев более трех приводит к разупрочнению переходного слоя и отслоению наплавки.
Наплавка последующих слоев при температуре 400-460oС приведет к образованию перлитной составляющей и большого количества остаточного аустенита. Твердость наплавленного слоя уменьшается на 10-12 ед. HSD. В процессе работы валка остаточный аустенит превращается в мартенсит деформации, а это сопровождается появлением дополнительных напряжений, которые приводят к разрушению наплавленного слоя. Поэтому при реализации предложенного способа после наплавки первых трех слоев температуру подогрева снижают до 250-300oС и продолжают наплавку. Данный режим наплавки не приводит к образованию перлитных составляющих, в структуре формируется верхний мартенсит (бейнит), что исключает снижение твердости наплавленного слоя. Остаточный аустенит также превращается в мартенсит. Снижение температуры ниже 250oС может привести к образованию горячих трещин в наплавляемых слоях, а при температуре выше 300oС происходит образование перлитных составляющих.
Для снятия сварочных напряжений валок подвергают отпуску путем нагрева до температуры 500-600oС с выдержкой 8-10 ч с последующим медленным охлаждением со скоростью не более 100oС/ч.
Температура менее 500oС и выдержка менее 8 ч сохраняют остаточные напряжения, которые приводят к образованию трещин при эксплуатации валка. При температуре выше 600oС и выдержке более 10 ч происходит разупрочнение наплавленного слоя, что увеличивает износ валка.
При увеличении скорости охлаждения более 100oС/ч не обеспечивается протекание процесса отпуска мартенсита, и в наплавленном слое возникают трещины, снижается стойкость валка.
При окончании регламентированного охлаждения выше 100oС не исключается возникновение холодных трещин. Снижение этой температуры менее 50oС только удлиняет цикл термической обработки.
Пример реализации способа
Опорный валок из стали 9ХФ с повреждениями бочки устанавливают на вальцетокарный станок. С помощью резца удаляют поврежденный слой.
Нагрев валка под наплавку осуществляют в колпаковой печи до температуры Тн= 430oС. Наплавку производят ленточным электродом из стали марки 20Х3. Ток наплавки 550 А, напряжение дуги 32 В, скорость наплавки 35 м/ч. После наложения первых n=3 слоев валок охлаждают до температуры То=275oС и продолжают наплавку остальных слоев до полного восстановления диаметра бочки.
Затем валок переносят в колпаковую печь, нагревают до температуры Тто= 550oС, выдерживают в течение τ=9 ч и охлаждают с печью до температуры Тох= 75oС со скоростью V=80oС/ч. После достижения температуры Тох=75oС валок переносят на стеллаж, где он остывает до температуры окружающей среды.
Восстановленный таким образом опорный валок шлифуют и используют на стане горячей прокатки.
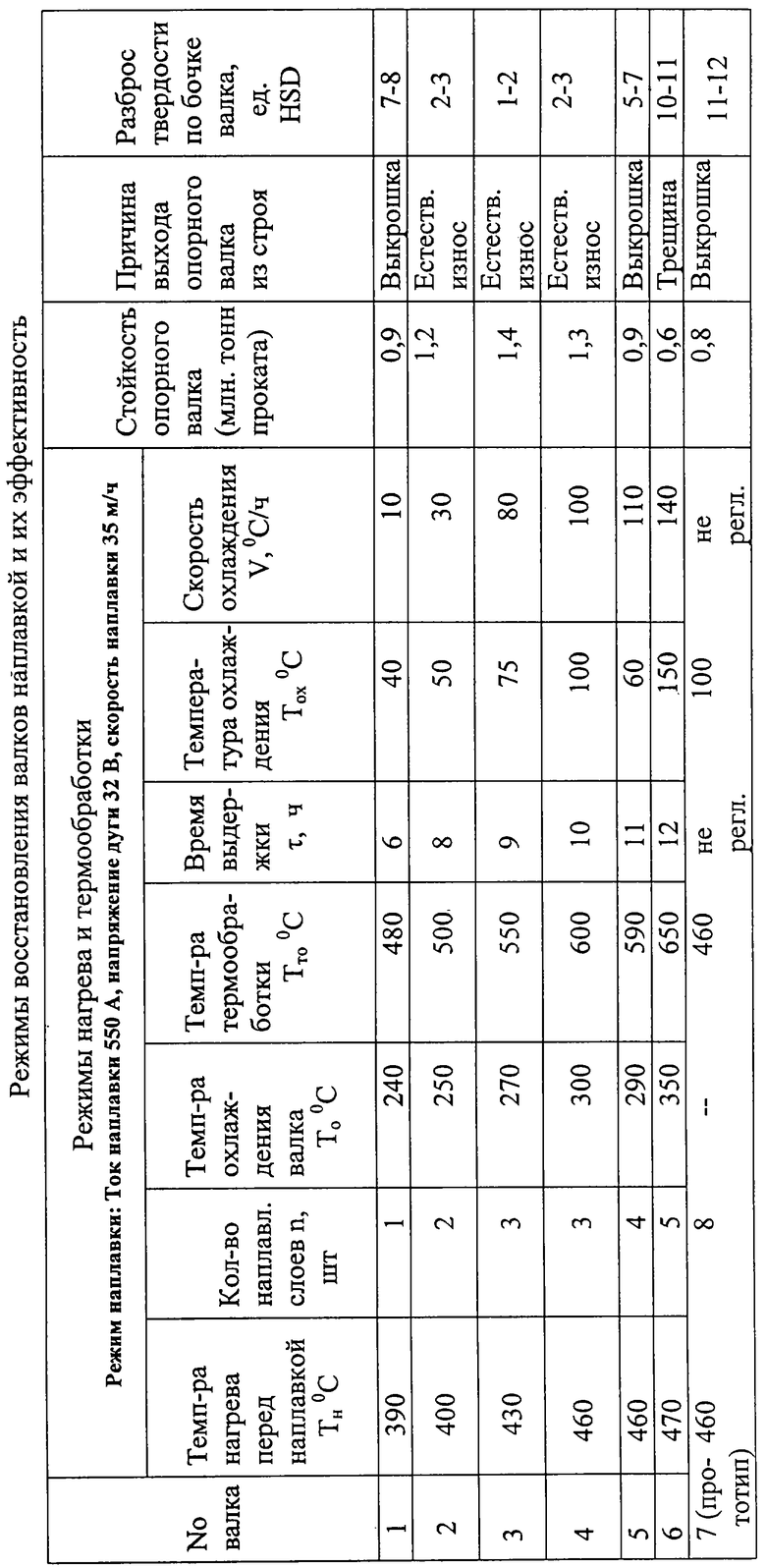
Варианты реализации способа восстановления валков и показатели их эффективности представлены в таблице. Из данных в таблице следует, что при реализации предложенного способа (варианты 2-4) достигается наибольшая стойкость валка (1,2=1,4 млн. т проката), разброс твердости по длине бочки минимален. В случае запредельных значений заявленных параметров (варианты 1, 5 и 6) стойкость валка снижается, возрастает неравномерность твердости по длине бочки. Также более низкая стойкость валка имеет место при реализации способа-прототипа (вариант 7).
Технико-экономические преимущества предложенного способа состоят в том, что регламентированные температурные параметры нагрева, электродуговой наплавки и термообработки при восстановлении прокатных валков обеспечивают одновременное получение высокого качества наплавки и исключение понижения твердости наплавленного слоя. В результате повышается стойкость восстановленного валка.
В качестве базового объекта был принят способ-прототип. Использование предложенного способа позволяет повысить рентабельность ремонта прокатных валков.
Источники информации
1. Авт. свид. СССР 1683834, МПК В 21 В 28/02, 1991 г.
2. Авт. свид. СССР 1579679, МПК В 23 К 9/04, 1990 г.
Л. И. Боровик, А. И. Добронравов. Технология подготовки и эксплуатации валков тонколистовых станов. М. , Металлургия, 1984 г., с. 36-37, 58-60 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ВОССТАНОВЛЕНИЯ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ С ПОВРЕЖДЕННЫМИ ШЕЙКАМИ | 2004 |
|
RU2281846C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 1998 |
|
RU2139156C1 |
| СПОСОБ РЕМОНТА ПРОКАТНОГО ВАЛКА | 1998 |
|
RU2139764C1 |
| СПОСОБ УПРОЧНЕНИЯ СТАЛЬНОГО ВАЛКА СОРТОПРОКАТНОГО СТАНА | 2002 |
|
RU2228958C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2237563C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2202422C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ПРОКАТНЫХ ВАЛКОВ | 2003 |
|
RU2245771C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ШЕЕК ЧУГУННЫХ ВАЛКОВ | 2005 |
|
RU2283709C2 |
| СПОСОБ РЕМОНТА ТРЕФОВ ЧУГУННЫХ ПРОКАТНЫХ ВАЛКОВ | 2006 |
|
RU2335387C2 |
| СПОСОБ РЕМОНТА ПРОКАТНЫХ ВАЛКОВ | 2001 |
|
RU2195378C1 |
Изобретение может быть использовано для восстановления опорных валков листопрокатных станов с изношенными или поврежденными в процессе эксплуатации бочками. Валок нагревают до 400-460oС и проводят многослойную электродуговую наплавку с термической обработкой наплавленного слоя. После наплавки первых 2-3 слоев валок охлаждают до 250-300oС. При этой температуре осуществляют наплавку остальных слоев. Термическую обработку наплавленного валка ведут путем нагрева до 500-600oС с выдержкой при этой температуре в течение 8-10 ч и последующего охлаждения до температуры 50-100oС со скоростью не выше 100oС/ч. Способ позволяет повысить стойкость восстановленных валков и рентабельность ремонта. 1 табл.
Способ восстановления прокатного валка, включающий его нагрев до 400-460°С, многослойную электродуговую наплавку и термическую обработку наплавленного слоя, отличающийся тем, что после наплавки первых 2-3 слоев валок охлаждают до температуры 250-300°С, при которой осуществляют наплавку остальных слоев, а термическую обработку наплавленного валка ведут путем нагрева до 500-600°С с выдержкой при этой температуре в течение 8-10 ч и последующего охлаждения до 50-100°С со скоростью не выше 100°С/ч.
| БОРОВИК Л.И | |||
| и др | |||
| Технология подготовки и эксплуатации валков тонколистовых станов | |||
| - М.: Металлургия, 1984, с.36-37 | |||
| СПОСОБ РЕМОНТА ПРОКАТНОГО ВАЛКА | 1998 |
|
RU2139764C1 |
| СПОСОБ РЕМОНТА ПРОКАТНЫХ ВАЛКОВ | 1997 |
|
RU2121897C1 |
| SU 1683834, 15.10.1991 | |||
| УСТРОЙСТВО ДЛЯ ОТОБРАЖЕНИЯ НА ЧАСАХ ДАТЫ ЗНАКАМИ БОЛЬШОГО РАЗМЕРА | 2015 |
|
RU2619734C2 |
