Изобретение относится к изготовлению тонких полос из нержавеющей стали непосредственно из жидкого металла путем отверждения внутри изложницы, состоящей из двух охлаждаемых стенок, перемещающихся с той же скоростью, что и отвержденная полоса, подобно наружным стенкам двух валков, вращающихся вокруг горизонтальных осей.
В данном способе отливки, который в настоящее время внедряется в промышленность под названием "разливка между валками", одной из главных связанных с качеством полосы проблем является возможность появления пор в сердцевине полосы. Когда такие поры появляются в полосе, подвергающейся последующим превращениям, (таким как травление, отжиг, холодная прокатка и другие операции превращения), они ограничивают область применения изделий, полученных из полосы вследствие ухудшения за их счет механических свойств.
Причины появления пор в сердцевине полос, разлитых между валками, могут быть теми же, что и те, которые вызывают (для больших размеров) вторичные уплотнения в слитках и центральные поры в изделиях, разливаемых традиционным непрерывным способом, а именно закрытие твердым металлом воздушных карманов, еще содержащих жидкий металл, в результате чего отверждение изделия (которое в нормальных условиях в значительной степени завершается, когда полоса покидает стенки изложницы, то есть сердцевина полосы уже не является полностью жидкой) не происходит как полностью упорядоченный процесс. Охлаждение и отверждение содержащегося в воздушных карманах жидкого металла сопровождаются усадкой металла, что приводит к появлению пустот. Эти пустоты не заполняются до конца отверждения, так как в закрытый воздушный карман более не поступают свежие порции жидкого металла. Образовавшиеся таким образом поры характеризуются сферическими дефектами, называемыми "раковинами", обусловленными выделением растворенного газа и чаще всего возникающими вблизи поверхности изделий.
В патенте ЕР 0396862 предлагается способ, предназначенный для устранения центральных пор и одновременно внутренних и наружных дефектов в процессе разливки стальных полос между двумя валками. Согласно этому способу разливочные валки имеют на своих поверхностях круглого сечения пазы строго определенного размера, смещенные друг относительно друга на двух валках. Таким образом стараются предотвратить отслаивание затвердевших металлических корок на поверхности валков, которое приводит к нарушениям при отверждении полосы. Однако оказалось, что одного лишь предотвращения таких отслаиваний недостаточно для полного устранения появления центральных пор.
В патенте JP 8252653 предлагается способ, согласно которому горячую прокатку полосы осуществляют вслед за разливкой в условиях, определяемых следующим неравенством:
r≥(2,74•10-5Т2-6,88•10-2T+43,55)(t0/W0)
где r обозначает степень обжатия при горячей прокатке;
Т - температура горячей прокатки,oС;
t0 - диаметр поры в направлении толщины полосы;
W0 - диаметр поры в направлении ширины полосы.
Таким образом, в соответствии с этим способом необходимо, чтобы горячая прокатка производилась со степенью обжатия, достаточной для закрытия пор, причем степень обжатия зависит от температуры прокатки (т.е. температуры, при которой полоса входит в зазор между валками), а также от формы и ориентации пор. Однако установлено, что такие условия прокатки еще не достаточны для обеспечения закрытия всех пор и особенно не достаточны для того, чтобы предотвратить повторное открытие закрытых пор в процессе превращения полосы или изготовления изделий, что приводит к их разрушению.
Целью настоящего изобретения является создание способа, гарантирующего необратимое закрытие центральных пор, появляющихся в сердцевине полосы после ее полного отверждения.
С этой целью предлагается способ изготовления тонкой полосы из нержавеющей стали путем непосредственного отверждения жидкой стали в виде полосы с толщиной, меньшей или равной 8 мм, в разливочном устройстве с двумя имеющими возможность перемещения охлаждаемыми стенками, и горячей прокатки этой полосы, отверждение которой в значительной степени завершается после того, как полоса покидает вышеназванные стенки, отличающийся тем, что горячую прокатку осуществляют на прокатном стане, рабочие валки которого имеют диаметр от 400 до 900 мм, температура полосы на выходе из прокатного стана составляет от 800 до 1100oС, а также тем, что степень уменьшения толщины полосы в процессе горячей прокатки составляет от 15 до 50%.
Холодную прокатку преимущественно осуществляют непосредственно вслед за разливкой полосы. Разливочное устройство в этом случае может быть типа "разливка между валками".
Уже понятно, что цель изобретения достигается сочетанием признаков, относящихся к диаметру рабочих валков стана горячей прокатки, температуре полосы на выходе из валков и степени уменьшения толщины полосы в процессе горячей прокатки.
Изобретение применимо к разливке нержавеющих сталей любого класса, содержание углерода в которых традиционно ниже или равно 1%, содержание кремния ниже или равно 1%, содержание марганца ниже или равно 15%, содержание хрома от 10 до 30%, содержание меди ниже или равно 5% и содержание азота ниже или равно 0,5% (все проценты по массе). Эти стали могут также содержать значительные количества никеля (до 40%) или молибдена (до 8%). Кроме того, как это обычно имеет место, в металле имеются и другие элементы: либо как загрязняющие примеси, либо как легирующие элементы, в частности, сера, фосфор, титан, ниобий, цирконий. Их сумма не должна превышать 2 мас.%.
Как уже было сказано, разлитая между валками тонкая полоса из нержавеющей стали очень склонна к образованию пор в сердцевине в процессе отверждения, когда жидкий воздушный карман закрыт твердым металлом. Это явление имеет место в конце отверждения тестообразной зоны, называемой также "равноосной зоной", расположенной между двумя отвердевшими корками, находящимися в контакте с валками и называемыми также "столбчатыми зонами". Равноосная зона трудно поддается контролю, и ее толщина может изменяться в зависимости от скорости отверждения столбчатых зон. Таким образом, равноосная зона, как это можно предвидеть, может локально находиться в тех местах, где имеет место повышенная скорость роста столбчатых зон. Ниже по ходу процесса от точки закрытия равновесной зоны заполненные жидким металлом воздушные карманы больше не могут необходимым образом восполняться жидким металлом, в результате чего образуются поры из-за усадки металла при отверждении этих воздушных карманов. Однако такая ситуация возникает достаточно редко, и в действительности, как правило, происходит изоляция жидкого металла в воздушном кармане в результате перегруппировки в жидкости равноосных кристаллов, которые образуют пробку, закупоривающую равноосную зону. Образующиеся в равноосной зоне поры образованы не содержащими газа комбинациями каналов и полостей, максимальный размер которых в направлении толщины листа соответствует толщине равноосной зоны (т.е. от 100 до 400 мкм) и длина которых в других направлениях может достигать 1-2 мм. Как уже было сказано, речь не идет о сферической раковине, причиной которой могло быть выделение газа, или о каком-либо внутреннем дефекте, образовавшемся на поверхности полосы.
Цель изобретения состоит в создании в процессе горячей прокатки отвержденной полосы таких условий, которые бы не только приводили, как это уже известно, к закрытию центральных пор, но также к настоящей сварке противоположных стенок пор, которые сближаются благодаря прокатке. Благодаря этому появляется гарантия того, что поры не откроются во время последующих операций формования полосы или при использовании изготовленных при этом изделий. При горячей прокатке полосы имеет место чередование двух стадий. Прежде всего, по мере уменьшения толщины полосы происходит постепенное сближение внутренних стенок до возникновения между ними контакта. После того как возникает этот контакт, происходит сварка стенок путем диффузии составляющих сталь элементов через поверхность раздела. Но эффективная сварка стенок должна уже произойти перед выходом полосы из зазора между валками прокатного стана, так как в противном случае падение давления в полосе на выходе из валков приводит к частичному разъединению стенок.
Эффективность сварки в существенной степени зависит от двух параметров: длительности принудительного контактирования стенок в прокатном стане и температуры, при которой осуществляется этот контакт. Этот принудительный контакт должен осуществиться как можно раньше после входа полосы в прокатный стан и при данной скорости прокатки (которая в случае прокатки непосредственно вслед за отливкой в значительной степени обусловливается толщиной полосы перед ее прокаткой) зависит главным образом от диаметра рабочих валков прокатного стана и от степени уменьшения ее толщины при действии на полосу валков. Чем больше диаметр валков и чем больше степень обжатия, тем быстрее возникает принудительный контакт между стенками пор и тем более продолжительным он оказывается. Однако нельзя ограничиваться утверждением того, что для удовлетворительного разрешения проблемы достаточно осуществить прокатку полосы с наиболее высокими возможными значениями степени обжатия и с наибольшим диаметром валков. Действительно, слишком высокая степень обжатия, выходящая за пределы возможностей горячего деформирования полосы, приводит к появлению на полосе поверхностных трещин, называемых "надрывами", которых совершенно необходимо избегать. С другой стороны, температура, при которой осуществляется принудительный контакт стенок пор, зависит не только от температуры на входе полосы в прокатный стан, но также и от длительности контакта полосы с валками, так как этот контакт вызывает охлаждение полосы. Если при определенной температуре на входе полосы валки имеют очень большой диаметр, охлаждение ими полосы может понизить ее температуру до такой степени, что она окажется недостаточной для завершения сварки стенок пор. Таким образом, значение температуры полосы на выходе из валков является хорошим показателем реальной возможности того, что в зазоре между валками осуществилась взаимная сварка стенок пор.
Температура полосы на выходе из валков должна, таким образом, быть достаточной для осуществления сварки пор, но она не должна быть слишком высокой, поскольку необходимо избежать избыточного термического воздействия на валки. Последнее привело бы к повреждению их поверхности, что в свою очередь привело бы к избыточной шероховатости внешнего вида поверхности полосы.
Цель настоящего изобретения может быть, таким образом, достигнута без получения неприятных вторичных эффектов для общего качества полосы только при адекватном сочетании диаметра валков, степени обжатия и температуры полосы на выходе из валков.
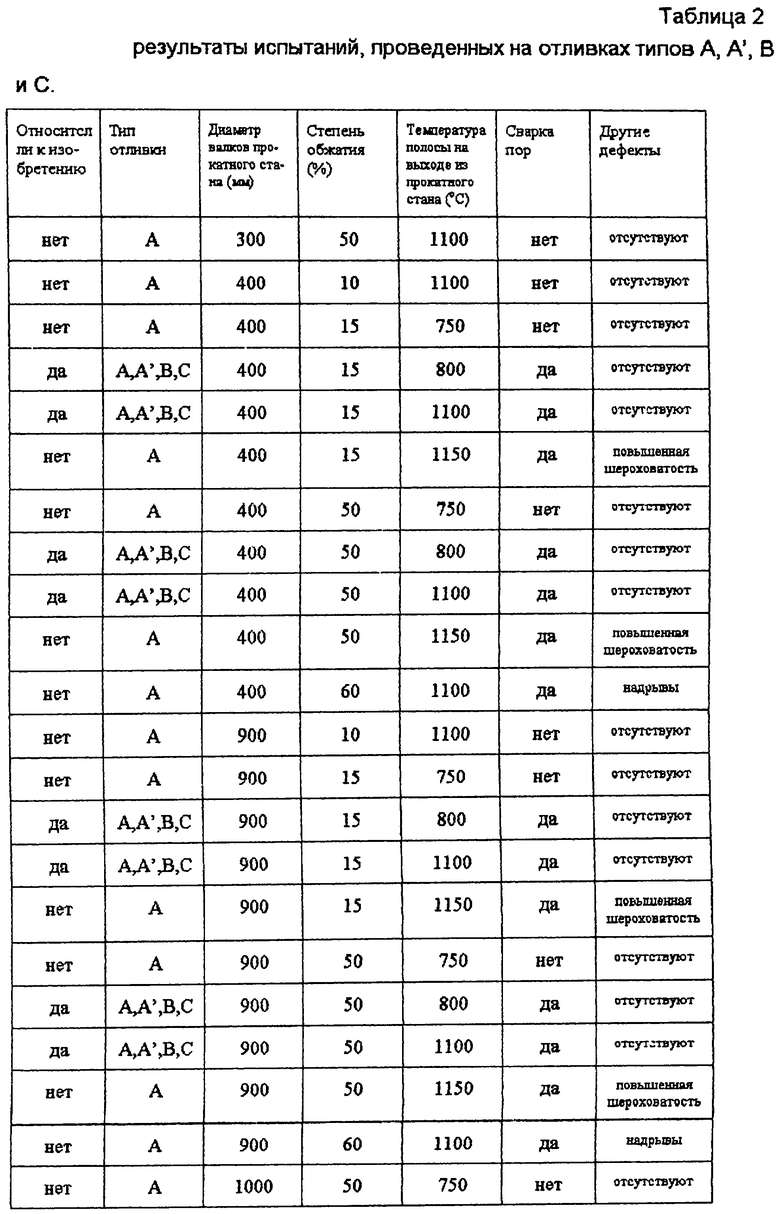
Чтобы определить, каким образом можно сочетать эти параметры, была проведена серия испытаний, в процессе которых для определенного типа нержавеющей стали варьировался диаметр рабочих валков прокатного стана, степень уменьшения толщины полосы и температура полосы на выходе из прокатного стана. Прокатный стан был расположен на одной линии с литейным приспособлением. Каждое испытание давало характеристику, позволяющую определить, была ли сварка пор эффективной или нет. Эта характеристика состояла в разломе вытянутого образца и изучении поверхностей разлома. Если на этих поверхностях имеются поры, открывшиеся в процессе испытания на вытяжку, делают вывод, что сварка не была удовлетворительной. Если же на этих поверхностях не имеется явных пор, сварка считается удовлетворительной.
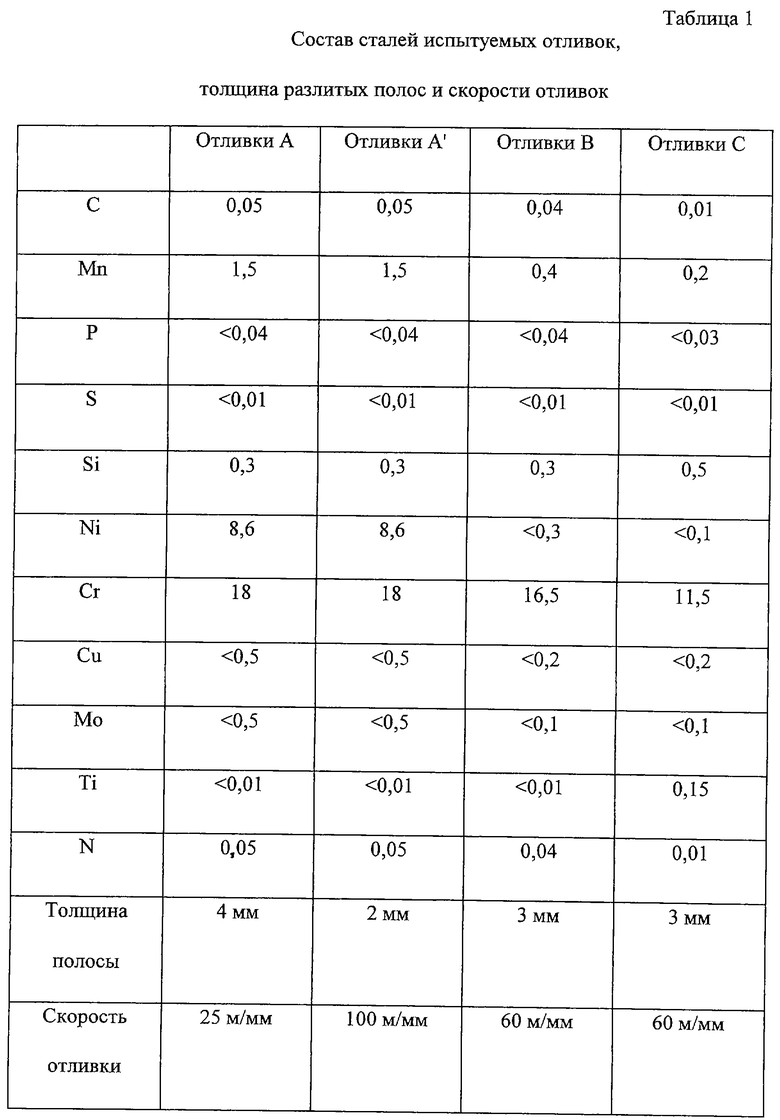
В таблице 1 приведены составы сталей, на которых были проведены испытания, результаты которых приведены в таблице 2. Содержания различных элементов даны в весовых процентах. В таблице 1 приводится также толщина испытуемых полос на выходе из разливочных валков, а также соответствующие скорости отливки, измеренные между разливочными валками и станом горячей прокатки.
Составы отливок типов А и А' соответствуют составам существующих аустенитных нержавеющих сталей типа AISI 304. Отливки типа В соответствуют ферритным нержавеющим сталям типа AISI 430. Отливки типа С соответствуют ферритным нержавеющим сталям типа AISI 409, стабилизированного титаном.
В таблице 2 приводятся результаты испытаний, проведенных на полосах, изготовленных из этих отливок, а также соответствующие условия испытаний.
Из проведенных испытаний следует, что эффективная сварка пор происходит без появления надрывов и без избыточной шероховатости на поверхности полосы в том случае, когда выполняются три следующие условия:
- диаметр рабочих валков прокатного стана составляет от 400 до 900 мм;
- степень уменьшения толщины полосы при прокатке составляет от 15 до 50%;
- температура полосы на выходе из прокатного стана составляет, по меньшей мере, 800oС и не превышает 1100oС.
В то же время в условиях испытаний не было отмечено влияния сочетания толщины полосы и скорости разливки: результаты разливок типа А' идентичны результатам разливок типа А при, впрочем, одних и тех же условиях разливки.
Испытания, как об этом было сказано выше, производились на стане горячей прокатки, расположенном непосредственно после разливочного устройства и перед устройством для намотки полосы. С точки зрения изобретения такое условие не является необходимым и горячая прокатка может производиться на устройстве, отделенном от разливочного устройства и намоточного устройства, т. е. горячая прокатка может производиться после размотки и повторного разогрева необработанной отлитой полосы. Однако по разным причинам рекомендуется прокатка непосредственно после разливки. Прежде всего, такое решение имеет экономическое преимущество, обусловленное непрерывным характером операций. Прежде всего при этом сокращается процесс изготовления полосы. Кроме того, имеет место экономия на одном намоточном устройстве, а также на устройстве для повторного подогрева сравнительно большой мощности, поскольку отлитая полоса может быть в достаточной мере горячей для достижения необходимых для прокатки температур, возможно с помощью колпака, задерживающего излучение полосы между выходом из разливочных валков и входом в прокатный стан. Если, тем не менее, повторный нагрев валков окажется необходимым, он может быть осуществлен с помощью индукционной печи с пониженной мощностью, достаточной для подъема температуры перемещающейся полосы на несколько сотен градусов. С другой стороны, прокатка непосредственно после разливки, устраняя необходимость в накрутке необработанной отлитой полосы, одновременно устраняет риск повреждения полосы в процессе этой накрутки, которое могло бы произойти в случае сравнительно толстой полосы, содержащей неперекристаллизованную структуру. Наконец, устранение повторного нагрева полосы от комнатной температуры до температуры горячей прокатки устраняет и окислительные процессы на поверхности полосы, типичные для этой операции. Эти процессы привели бы к образованию окалины, которая могла бы внедриться в полосу и валки прокатного стана и одновременно испортить внешний вид поверхности изделия после травления.
Изобретение применимо не только к устройствам разливки между валками, но и к любому другому устройству для разливки тонких полос из нержавеющей стали между двумя перемещающимися охлаждаемыми поверхностями, таких как протягиваемые полосы.
Изобретение относится к области изготовления тонкой полосы из нержавеющей стали путем непосредственного отверждения жидкой стали в виде полосы с толщиной, меньшей или равной 8 мм. Задача изобретения - обеспечение необратимого закрытия пор в сердцевине полосы после ее отверждения. Полосу получают в разливочном устройстве, имеющем две перемещающиеся охлаждаемые стенки, и горячей прокаткой этой полосы, отверждение которой в значительной степени завершается после того, как полоса покидает вышеназванные стенки. Горячую прокатку осуществляют на прокатном стане, рабочие валки которого имеют диаметр от 400 до 900 мм, и температура полосы на выходе из прокатного стана составляет от 800 до 1100oС. Степень уменьшения толщины полосы в процессе горячей прокатки составляет от 15 до 50%. Изобретение обеспечивает необратимое закрытие центральных пор, а также сварку противоположных стенок пор посредством прокатки при определенных условиях. 2 з.п. ф-лы, 2 табл.
| JP 8252653, 01.10.1996 | |||
| Устройство для тренировки | 1980 |
|
SU961710A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ НЕПРЕРЫВНОЛИТЫХ СТАЛЬНЫХ ЗАГОТОВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2094139C1 |
| СПОСОБ НЕПРЕРЫВНОГО ИЗГОТОВЛЕНИЯ ГОРЯЧЕКАТАНОЙ СТАЛЬНОЙ ПОЛОСЫ И АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1991 |
|
RU2078625C1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ СТАЛЬНОЙ ПОЛОСЫ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1987 |
|
RU2057601C1 |

