Настоящее изобретение относится к способу, а также к соответствующей производственной линии для получения сверхтонкой горячекатаной полосы, прокатываемой в термомеханической установке до толщины как минимум 0,4 мм, из тонких слябов.
Известно, что техника использования так называемых «тонких слябов» для получения горячекатаной полосы получила усиленное развитие со времени введения в действие первых заводов такого типа в США и Италии, начиная с 1990 и 1992 гг.
В настоящее время с применением технологии тонких слябов уже может быть получена горячекатаная полоса как в области углеродистых сталей, так и нержавеющей стали. Уровень техники описан, к примеру, в DE 3840812C2, EP 0415987B1, DE 19520832A1 и WO 00/20141. При более тщательном изучении оказывается, что трудно регулируемым параметром процесса является температура: при скорости разливки 4-6 м/мин и толщине горячей полосы <2 мм температуру промежуточной полосы <900°С (АС3) определяют на выходе из обжимного стана, а температуру полосы <750°С (АС1) - на выходе из чистового стана, что вызывает качественные сложности относительно обеспечения свойств материала и безопасности производства.
Во избежание нарушения нижнего предела указанных критических температур толщина промежуточной полосы после обжимного или высокообжимного стана (HRM) при скорости разливки 4-6 /мин не может составлять менее 20 м. Такая толщина промежуточной полосы вновь приближается, например, после прохождения через зону индукционного нагрева и достижения температуры около 1200°С на выходе из печи, к пределам толщины полосы после горячей чистовой обработки, т.е. к пределам, которые не могут быть нарушены в сторону уменьшения без одновременного снижения температуры АС1 ниже 750°С, как, к примеру, в случае с применением углеродистой стали, содержащей 0,06% С, что вызывает снижение качества стали.
После десяти лет производственного опыта и развития технологии производства тонких слябов назрела коммерческая необходимость получения горячекатаных полос более высокого качества при более низкой цене. Требования рынка к горячекатаной полосе включают, в частности, минимальную толщину, составляющую 0,4 м, и одновременно термомеханическую прокатку с учетом диаграммы изотермического превращения (Т.Т.Т.), обеспечивающую желательные и улучшенные механические характеристики материала. В данном контексте во внимание принимается недорогое получение двухфазной стали, сталей TRIP и TWIP, наилучшим техническим способом с применением тонких слябовых заготовок.
Целью настоящего изобретения является разработка сочетания способа и производственной линии с использованием тонких слябовых заготовок и применением чистового стана для горячекатаных полос, обеспечивающего получение сверхтонкой горячекатаной полосы толщиной как минимум 0,4 мм и максимальной шириной 2,2 термомеханическим способом в соответствии с диаграммой Т.Т.Т. (время-температура-превращение), имеющей регулируемую кристаллическую структуру и, следовательно, регулируемые свойства материала.
Другой целью данного изобретения, помимо стандартного получения горячекатаной полосы, смотанной в рулоны с соответствующим весом около 20 г/мм ширины, является так называемая «непрерывная прокатка» указанной высококачественной горячекатаной полосы, позволяющая получать рулоны любого веса и находящаяся в прямой связи с последующими стадиями обработки.
Следующей целью данного изобретения является также разработка системы вторичного охлаждения в разливочной машине на участке обжатия с жидкой сердцевиной.
Достижение вышеуказанных целей обеспечивается, в частности, определенными признаками, не очевидными в данной области техники, представленными в независимых пп.1 и 13.
Далее настоящее изобретение описано со ссылкой на прилагаемые чертежи, приводимые в качестве неограничивающего примера, на которых:
Фиг.1а и 1b, вместе, схематически иллюстрируют предпочтительный пример производственной линии способа в соответствии с данным изобретением;
Фиг.2 схематически иллюстрирует предпочтительный вариант осуществления способа с применением системы регулирования;
Фиг.3 представляет собой диаграмму температуры полосы в зависимости от толщины полосы или количества прокатных проходов;
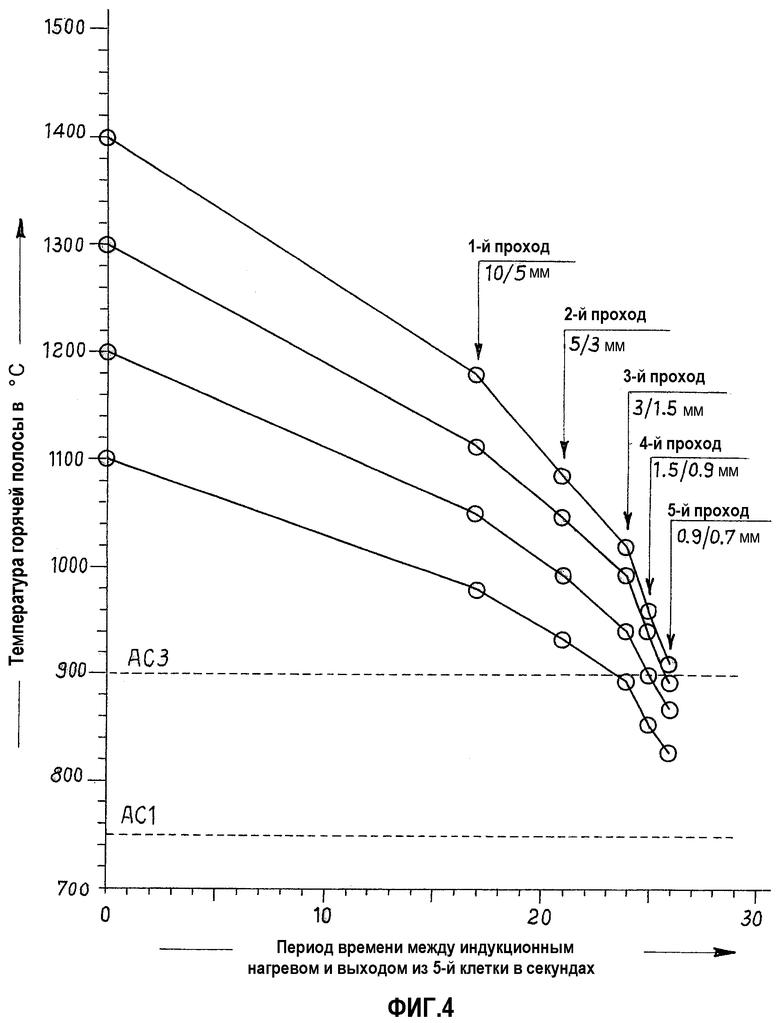
Фиг.4 представляет собой диаграмму вариантов температуры полосы в зависимости от последовательности прокатных проходов во времени; и
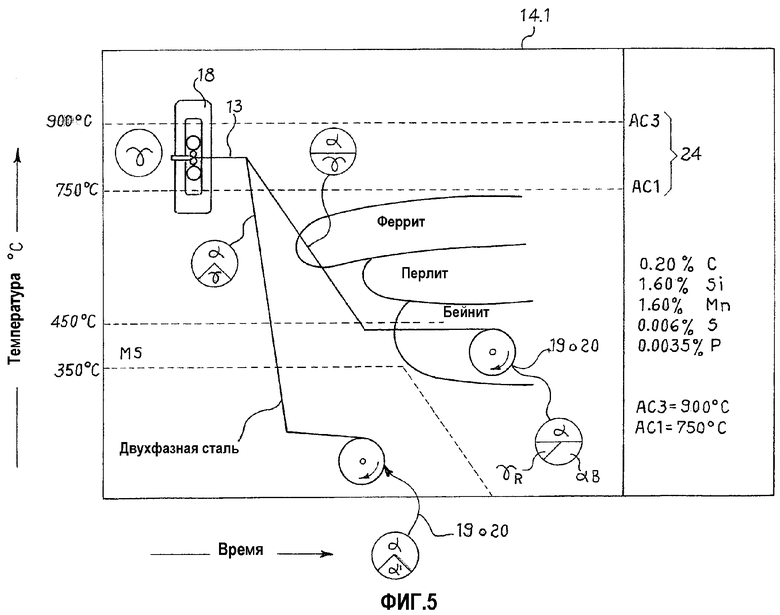
Фиг.5 представляет собой диаграмму Т.Т.Т. для анализа стали с точки зрения получения двухфазной стали, стали TRIP или TWIP.
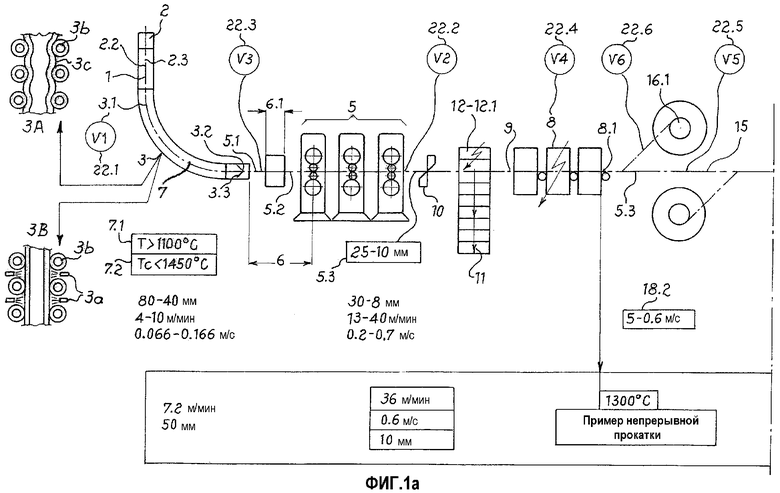
На фиг.1а и 1b представлены компоненты предпочтительной производственной линии в соответствии с данным изобретением, предназначенной для осуществления предложенного способа. В начале линии находится машина 1 непрерывной разливки с качающимся кристаллизатором 2, предназначенным для максимальной скорости вытягивания, составляющей 10 м/мин, а также прокатная заготовка шириной 800-1200 м и толщиной 100-70 м. За кристаллизатором находится роликовый участок (или рольганг) 3, предназначенный для механического уменьшения толщины прокатной заготовки максимум на 60% в зоне 3.1 во время затвердевания и до 80-40 м в зоне 3.2, при скорости разливки, которая должна постоянно поддерживаться на максимальном уровне для обеспечения наивысшей производительности и температуры прокатной заготовки на выходе из разливочной машины.
Было установлено, что кристаллизатор предпочтительно должен иметь такую геометрию, чтобы при выходе из него прокатная заготовка имела не точное прямоугольное сечение, а утолщение («корону») в центре размером от 0,5 до 5 мм на каждой стороне 2.2. Получаемая промежуточная полоса после обжатия с твердой сердцевиной предпочтительно все еще имеет центральную корону размером 0,4 мм на каждой стороне 5.3.
Для обеспечения геометрических допусков, допустимых для указанной полосы, может быть установлена специальная аппаратура с соответствующим математическим обеспечением таким образом, чтобы учитывать колебания толщины прокатной заготовки, выходящей из непрерывной разливочной машины, в пределах ±1 мм, независимо от зазоров и износа роликов. Для этой цели могут быть предусмотрены привод/регулятор активного положения и контроль параллельности в сочетании с первой частью разливочной машины.
Отверждение заготовки заканчивается в зоне 3.3, в конце машины непрерывной разливки.
Обжатие вышеуказанной прокатной заготовки по толщине во время отверждения считается наиболее важным техническим преимуществом способа, и соответствующая величина обозначена как параметр V1, также обозначенный цифрами 22.1 системы контроля на фиг.2. Фактически вышеуказанное обжатие по толщине обеспечивает получение тонкокристаллической структуры и снижает уровень образования внутренних трещин и ликвации, тем самым обеспечивая улучшенные характеристики материала. Более того, величина обжатия по толщине может быть выбрана таким образом, чтобы оптимизировать условия всего производственного процесса.
Важным аспектом на данной стадии процесса явилась разработка особого вида вторичного воздушного/водного охлаждения 3В, специального исследованного в сочетании с процессом обжатия с жидкой сердцевиной в точке 3. Целью данного процесса является обеспечение колебания температуры на уровне ±30°С вдоль обеих наружных поверхностей, находящихся в контакте с разливочными роликами 3b, для получения как можно более равномерного распределения температуры, что является существенным для создания вышеуказанных условий для получения качественной структуры, прежде всего, благодаря сведению к минимуму эффекта выпучивания 3А-3с на высокой скорости разливки (до 8 м/мин) и температуре на выходе ниже 1200°С с целью предотвращения роста аустенитного зерна, оказывающего отрицательное действие на качество продукта во время прокатки.
Что касается интенсивности, должен быть обеспечен соответствующий удельный объем воды, составляющий 0,6-3 л/кг продукта, при этом интенсивность охлаждения (л/мин на м2) должна быть выше в верхней части разливочной машины, где температура прокатных заготовок выше, испарение охлаждающей воды сильнее, а корка все еще относительно тонкая, в результате чего теплопередача от жидкой сердцевины облегчается. Предпочтительно применение форсунок 3а типа «воздушного тумана».
Однородность температуры по периметру каждого поперечного сечения заготовки может быть получена в результате соответствующего выбора числа форсунок 3а и модели их разбрызгивания между каждой парой противоположных роликов. Должен быть также обеспечен селективный контроль работы форсунок между передней и задней сторонами прокатной заготовки путем усиления разбрызгивания на задней стороне с целью компенсации перебоев на вогнутом участке между передним боковым роликом и прокатной заготовкой. Данную цель также преследует селективный динамический контроль некоторых форсунок на каждом участке между последовательными роликами с учетом, к примеру, температуры верхней и/или нижней поверхности сляба, определяемой, например, с помощью инфракрасного сканера.
Для обеспечения однородности температуры в продольном направлении осуществляют динамический контроль разбрызгивания в целом и/или распределение интенсивности охлаждения вдоль разливочной машины с целью поддержания постоянной нужной температуры поверхности прокатной заготовки в одной или нескольких точках определения вдоль разливочной машины. Следует отметить, что на температуру в данном направлении могут влиять множество параметров, таких как скорость литья, температура литья жидкой стали, уровень теплообмена в кристаллизаторе и химический состав разливаемой стали. Ожидаемую температуру поверхности прокатных заготовок определяют в соответствии с подходящими моделями отверждения, учитывающими:
- химический состав стали;
- чувствительность стали к внешней деформации (выпучивание);
- чувствительность стали к перепадам тепла (возможные внутренние или поверхностные трещины в поперечном или продольном направлении);
- геометрические характеристики разливочной машины;
- заданную скорость литья;
- заданную металлургическую длину.
Для данной цели предусмотрена система вторичного охлаждения с различными форсуночными участками, контролируемыми водными и/или воздушными клапанами в случае использования воздушного тумана, которая может включать форсунки как на передней, так и на задней стороне в верхней части разливочной машины, в то время как в нижней части они могут быть разделены между передней и задней сторонами. Указанные клапаны могут регулировать всего лишь некоторые форсунки из находящихся в каждом пространстве между роликами, таким образом обеспечивая дополнительный активный контроль охлаждения в поперечном направлении.
Прокатную заготовку 2.2 непосредственно подают на выходе из непрерывной разливочной машины в обжимной стан (или HRM) 5 для прокатки до толщины 30-8 мм не более чем за четыре прохода. Таким образом определяют наилучшие условия уменьшения толщины путем прокатки во всем процессе. Более того, относительно низкая скорость, составляющая 4-10 м/мин при подаче в 5.1, т.е. 0,066-0,166 /сек, вызывает довольно ощутимое расширение прокатываемого продукта или сляба 5.2, тем самым обеспечивая получение существенно улучшенного профиля, симметричного в поперечном направлении с отклонениями, составляющими менее 1%. Такой хороший профиль промежуточной полосы 5.3 в действительности является основным условием для получения хорошего профиля готового продукта 13, иными словами, тонкой горячекатаной полосы толщиной 1,5-0,4 мм.
Хорошее качество профиля промежуточной полосы 5.3 в условиях низкой скорости прокатки в 5.1 при подаче в HRM 5 может быть названо вторым техническим преимуществом V2 способа, способным оказывать сильное влияние на гибкость всего процесса и качество продукта. Указанные данные обозначены как параметр 22.2 в системе контроля 22, описываемой ниже со ссылкой на фиг.2.
При предпочтительно небольшом расстоянии 6 между машиной 1 непрерывной разливки и входом в HRM 5, к примеру, составляющем от 0,5 до 4 м, прокатную заготовку 2.2, отверждаемую в конце рольганга 3, подают вперед в обжимной стан с температурой 1450°С в самой ее середине 7, т.е., как обычно говорят, с «горячей сердцевиной», при этом температура на поверхности составляет 1150°С. Такой инвертированный градиент температуры 7.2 прокатной заготовки 2.2 в середине самой заготовки при подаче в HRM 5 обеспечивает более однородное и равномерное превращение по всей толщине прокатываемого материала 5.2, поскольку так называемая «сердцевина» также подвергается более однородному превращению. То же самое происходит с краями прокатываемого материала, которые оказываются вогнутыми и четкими на выходе из HRM 5.
Прокатываемый продукт или сляб 5.2, непосредственно поступая в обжимной стан 5 с инвертированным температурным градиентом 7.2, также способствует существенному улучшению свойств материала, а также профиля промежуточной полосы 5.3 и готовой горячекатаной полосы.
Использование «инвертированного температурного градиента» 7.2, до настоящего времени абсолютно не применяемого в прокатной технологии, которая обычно базируется на постоянном распределении температуры по толщине прокатной заготовки с максимальным отклонением, составляющим 30°С (при этом сердцевина холоднее поверхности), обеспечивает положительные характеристики готового продукта и может рассматриваться как третье техническое преимущество V3 способа (22.3 со ссылкой на систему контроля на фиг.2).
И наоборот, при большем расстоянии 6.1 между непрерывной разливочной машиной 1 и входом в HRM 5, например до 350 м, для размещения компенсационной печи (предпочтительно - печь с роликовым подом) с целью компенсации температуры прокатываемого материала или сляба 5.2 так называемое третье преимущество V3, относящееся к вышеуказанному инвертированному температурному градиенту 7.2, может быть потеряно.
После прохождения через обжимной стан HRM 5 промежуточная полоса 5.3 толщиной 30-8 м в соответствии с наилучшими условиями для данного способа непосредственно поступает на участок индукционного нагрева 8. Расстояние между выходом из HRM 5 и подачей на участок индукционного нагрева 8 должно быть как можно более коротким с целью снижения температурных потерь с тем, чтобы температура промежуточной полосы 9 не стала ниже, чем температура АС3, т.е. около 900°С, таким образом оставаясь выше конца аустенитного превращения.
На участке между выходом из HRM и поступлением на участок 8 индукционного нагрева должно быть установлено устройство для поперечного разделения, предпочтительно - ножницы 10, а также с целью безопасности во избежание поломок обжимного стана - устройство 11 для поперечной транспортировки. Листы в виде пластинок, отрезаемые в случае поломки, уже имеют достаточные свойства материала и рыночную стоимость. С целью максимального сокращения температурных потерь промежуточной полосы 5.3 в зоне линии поперечной транспортировки должно быть установлено откидное покрытие 12 для его изоляции или даже откидное покрытие с возможностью индукционного нагрева между ножницами 10 и поступлением на участок 8 индукционного нагрева.
Промежуточная полоса 5.3, проходящая через участок 8 индукционного нагрева, имеет толщину от 30 до 8 м в соответствии с получаемой горячекатаной полосой 13 и с учетом запланированной термомеханической прокатки 14, как следует из диаграммы Т.Т.Т. 14.1, с учетом толщины горячекатаной полосы и типом структуры, и температуру от 1100 до 1400°С. Такая гибкость в регулировании температуры может быть достигнута только в результате индукционного нагрева, в то время как печь, нагреваемая первичной энергией, работает медленно и ее температура не может быть изменена от температуры одной горячей полосы на другую температуру для следующей полосы.
В соответствии с данным изобретением для перегрева предварительной полосы 5.3 (головная и хвостовая части) предпочтительно применяют алгоритм регулирования, в частности контроль температуры с применением индукционной печи 8.
Практические эксперименты фактически показали, что контролируемый перегрев как головной, так и хвостовой части промежуточной полосы существенно способствует предотвращению перекоса и получению наилучших допусков продуктов при прокатке в чистовом стане, особенно при получении сверхтонких продуктов (<1 мм).
Такая гибкость в регулировании температуры промежуточной полосы при помощи индукционной печи 8 с целью обеспечения оптимальных условий термомеханической обработки с учетом диаграммы Т.Т.Т. может быть названа четвертым механическим преимуществом V4 способа (соответствует параметру 22.4 в системе контроля согласно фиг.2).
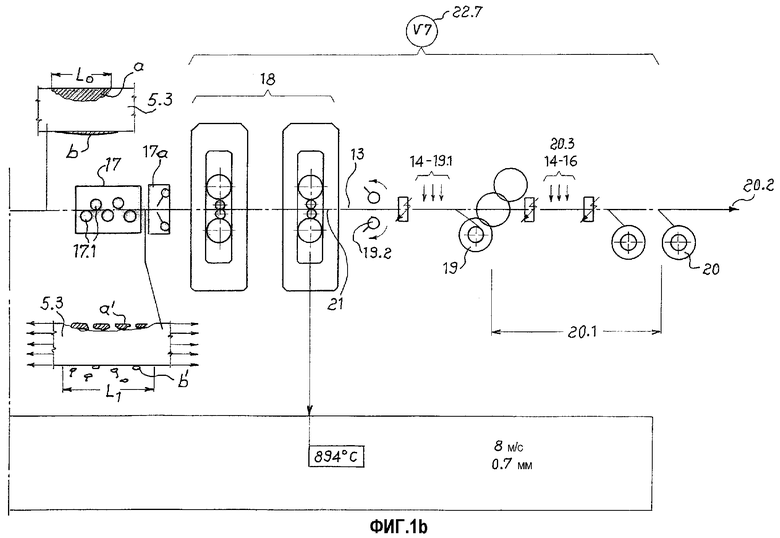
Способ согласно данному изобретению при использовании соответствующей производственной линии позволяет выбирать либо «непрерывную прокатку» 15 или даже обычную прокатку для рулонов 16 с соответствующим весом рулона, составляющим, к примеру, 20 кг/мм ширины полосы. При «непрерывной прокатке» 15 промежуточную полосу 5.3 подают в чистовой прокатный стан 18 при желательной температуре, установленной в индукционной печи 8 на уровне от 1100 до 1400°С (8.1), и со скоростью подачи, связанной со скоростью разливки 2.3 и равной скорости выхода из HRM через устройство 17 для пластичного растяжения и устройство для удаления окалины 17а.
Устройство 17 для пластичного растяжения придает удлинение относительно исходной длины L0, равное:
E=(L1-L0)/L0
Связанным с растяжением, благодаря которому происходит указанное удлинение, является пластический изгиб, возникающий в результате прохода через ролики 17.1, который ведет к ломке прилипшей окалины а - b и закатанной окалины, которая намного менее пластична и более хрупка, чем сталь, прежде всего в температурном интервале от 600 до 1300°С. Разрушенную подобным образом, как показано на фиг.1b с а' и b', окалину полностью удаляют на последующей стадии удаления окалины 17а после прохождения устройства 17, так что предварительная полоса 5.3 подходит к чистовому стану 18 с поверхностью, свободной от окалины любого виды. Следовательно, существует возможность получения свободной от дефектов поверхности после чистового стана 18.
Следует отметить, что вышеуказанный пластичный изгиб предпочтительно обеспечивается при движении между верхними и нижними роликами 17.1 таким образом, чтобы обеспечить изгиб в пластичных условиях, вызывающий растяжение материала более чем на 2%. Для данной цели может быть установлена система контроля положения роликов 17.1 и воздействия, оказываемого устройством 17. Такая система контроля предпочтительно включает устройство, ограничивающее растяжение материала в приемлемых пределах (<0,7%) длины, при помощи устройства для измерения массового расхода, состоящее из двух датчиков, связанных с входом и выходом устройства 17.
Непрерывная прокатка 15 требует карусельной намоточной машины 19 с предварительным нагревом 19.1 и ножницами 19.2, предпочтительно - летучими ножницами, сразу же после выхода из чистового стана 18 на расстоянии приблизительно 20-30 от обычной подпольной моталки 20 с ламинарным охлаждением, установленной за выходным рольгангом 20.1 длиной около 60 м. Непрерывная прокатка также позволяет наладить, при соответствующей перестройке завода, прямую связь с последующей рабочей стадией 20.2, такой как травление, холодная прокатка или система цинкования.
Вышеописанная «непрерывная прокатка», прямое соединение непрерывной разливочной машины 1 и обжимного стана 5 с чистовым станом 18, снабженным индукционным нагревом 8, может быть названа пятым техническим преимуществом V5 способа (параметр 22.5 в системе контроля 22 фиг.2).
Способ согласно данному изобретению с его соответствующей производственной линией также включает получение обычных рулонов 16 горячекатаной полосы с параметром 20 кг/мм ширины. При получении рулонов 16 горячекатаной полосы, имеющих стандартный вес, данный способ с его производственной линией позволяет варьировать при помощи горячей прокатки:
- входную скорость 18.2 в интервале от 3,3 до 0,6 м/сек; и
- температуру 8.1 промежуточной полосы в интервале от 1000 до 1400°С,
с целью обеспечения возможности получения горячекатаных полос различной толщины и качества стали в различных рулонах, каждый раз в наилучших условиях с помощью термомеханической прокатки.
Подобная высокая гибкость параметров процесса, таких как скорость 18.2 вхождения промежуточной полосы в чистовой стан, а также ее температура 8.1, обуславливаемая индукционным нагревом 8, обеспечивает термомеханическую прокатку 14 с учетом диаграммы Т.Т.Т. и, следовательно, получение горячекатаной полосы из различной стали, с различной толщиной в различных рулонах. Это может рассматриваться как шестое техническое преимущество V6 способа (параметр 22.6 системы контроля 22 фиг.2).
Шесть вышеуказанных преимуществ способа с высокой гибкостью используют наилучшим образом для прокатки в чистовом стане 18, состоящем максимум из шести клетей, с целью обеспечения (с температурой 21 на выходе >АС1, составляющей около 750°С) контролируемой температуры 14 термомеханической обработки горячекатаной полосы 13 в соответствии с диаграммой Т.Т.Т. 14.1, при этом толщину 13.1 горячекатаной полосы предварительно доводят как минимум до 0,4 мм и как максимум до 12 мм.
После получения заданных величин качества стали и толщины горячекатаной полосы, соответствующих конкретной диаграмме Т.Т.Т., во время стадии планирования прокатки определяют следующее:
- стратегию охлаждения;
- программирование проходов; в связи с
- регулированием температуры полосы в чистовом стане,
с учетом всех шести вышеописанных технических параметров, влияющих на способ.
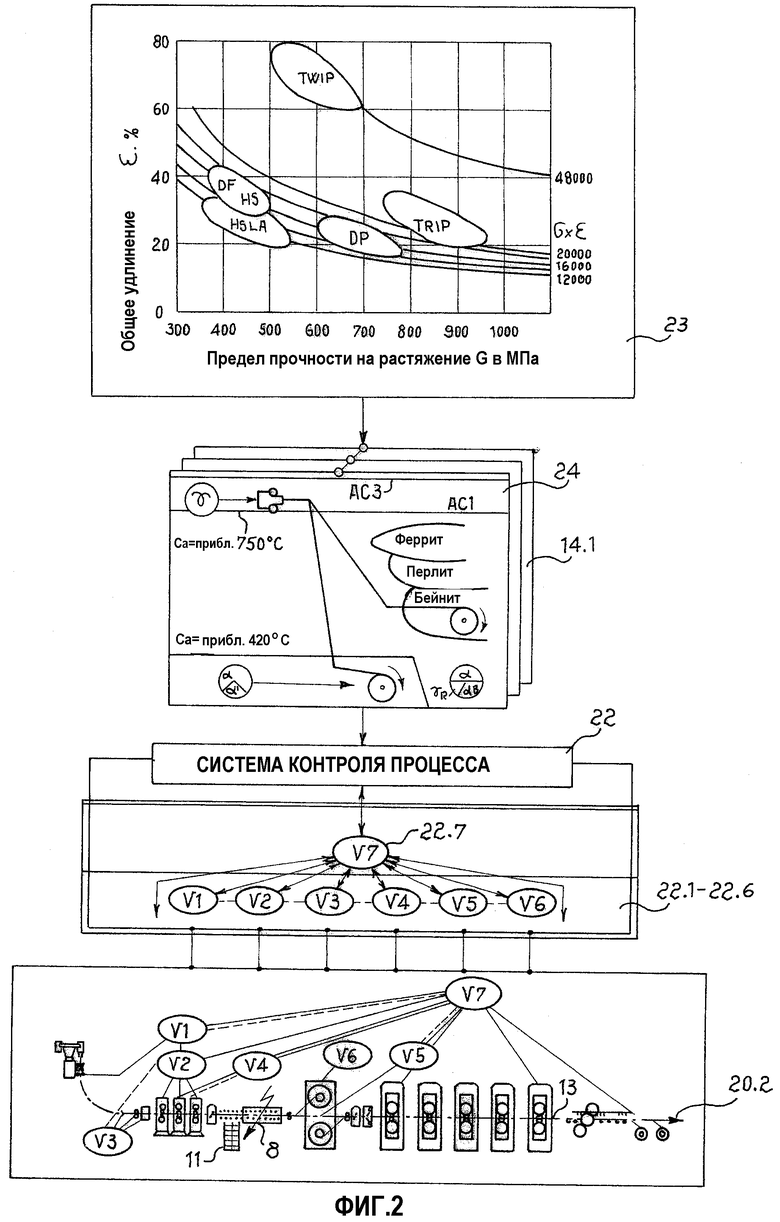
Данное седьмое техническое преимущество способа V7 (параметр 22.7 в системе контроля 22 фиг.2) с его параметрами процесса считается основным или «мастер»-признаком для наилучшего осуществления способа в целом, начиная с машины 1 непрерывной разливки до возможных моталок 19 или 20 при непрерывной прокатке либо при получении обычной горячекатаной полосы, и остальные шесть вышеописанных параметров способа, которые также могут быть названы системами 22 контроля способа.
На фиг.2 представлена система 22 контроля способа с мастер-системой 22.7 в области чистового стана, включающей охлаждение и подпольную моталку, а также относящиеся к ней подсистемы от 22.1 до 22.6 для осуществления всего способа с применением соответствующего устройства. Такая система 22 контроля способа обеспечивает получение своих собственных данных относительно качества получаемой стали, к примеру двухфазной стали, стали TRIP или TWIP, с конкретными признаками материала 23 и относящейся к ним диаграммой Т.Т.Т. 14.1 термомеханической обработки 14. На участке чистового стана, включающем охлаждение в соответствии с диаграммой Т.Т.Т., мастер-система 22.7 определяет параметры способа для достижения желательных предпочтительных целей, касающихся наилучшего качества полосы и безопасности производства, а также снижения производственных расходов.
Фиг.3 и 4 получают на основании следующей таблицы, показывающей программу проходов для чистового стана 18 с пятью клетями для получения горячекатаной полосы толщиной 0,7 мм в условиях непрерывной прокатки 15, а также соответствующие колебания температуры промежуточной полосы 5.3, начиная с ее выхода из зоны индукционного нагрева 8 до горячекатаной полосы толщиной 0,7 мм на выходе из пятой клети чистового стана 18, при этом подача тепла равна нулю на пяти проходах обжатия.
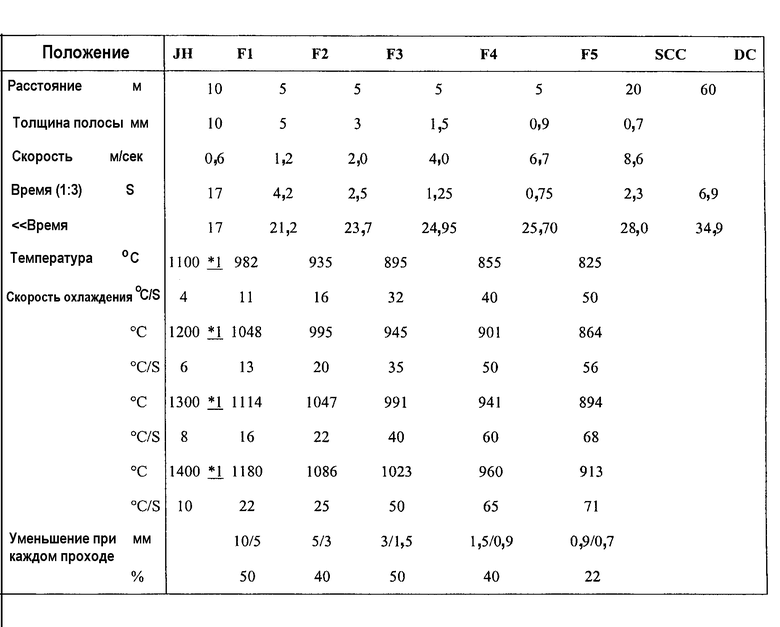
Основные условия:
- скорость литья 7,2 м/мин
- толщина прокатной заготовки 50 мм
- HRM 50/10 мм
- непрерывная прокатка
*1) вкл. 50°С из-за удаления окалины
JH - индукционная печь
SCC - карусельная печь
DC - стандартная моталка
Фиг.3 показывает колебания температуры полосы в зависимости от запрограммированной последовательности проходов либо толщину полосы в мм при различных температурах промежуточной полосы при выходе из зоны индукционного нагрева 8. Диаграмма ясно показывает, что если температура повышается в интервале от 1100 до 1400°С, то температура полосы, выходящей из пятой клети, повышается от 825°С на 88°С, до 913°С, при этом она опять выше АС3 и составляет около 900°С, то есть лежит в аустенитной зоне. Повышение температуры полосы в индукционной печи обеспечивает более высокую надежность в процессе термомеханической обработки в соответствии с диаграммой Т.Т.Т.
Фиг.4 показывает температуру полосы в зависимости от последующих проходов по времени, выражаемом в секундах, при различных температурах промежуточной полосы при ее выходе из участка 8 индукционного нагрева. Диаграмма имеет такие же обозначения, как и диаграмма на фиг.3, однако на ней еще очевиднее, что при уменьшении толщины полосы охлаждение повышается более чем пропорционально в соответствии с законом излучения Больцмана, а условия для полосы толщиной 0,4 мм становятся соответственно более критическими. Целью является поддержание температуры в интервале 24 величин между АС3 и АС1 на уровне 900-750°С, такой же как и для углеродистой стали, имеющей следующий состав:
- 0,15% C
- 1,50% Mn
- 1,50% Si
- 0,50% Cu,
а также температуры в мартенситной зоне, составляющей около 430°С. Для достижения указанной цели, а в основном чтобы не выйти за нижний предел АС1, скорость 2.3 разливки при непрерывной прокатке может быть повышена, равно как и входная скорость 18.2 в чистовом стане при обычном получении рулонов.
Фиг.5 представляет диаграмму Т.Т.Т. для анализа стали, с помощью которой может быть получена двухфазная сталь, сталь TRIP или TWIP, путем регулирования температуры горячекатаной полосы между последней клетью чистового стана 18 и карусельной моталкой 19 или обычной моталкой 20. При получении двухфазной стали в результате применения высокой скорости охлаждения и обогащения углеродом отделяемого феррита температура составляет около 250-200°С с последующим отделением мартенсита. При получении стали TRIP с таким же анализом в результате применения более низкой скорости охлаждения образуется феррит, бейнит и остаточный аустенит.
Диаграмма Т.Т.Т. также позволяет утверждать, что на линиях охлаждения между последней клетью чистового стана 18 и карусельной моталкой 19 или стандартной подпольной моталкой 20, помимо соответствующей охлаждающей линии, должна быть установлена изолирующая линия и/или линия 20.3 индукционного нагрева.
Из вышеприведенного описания однозначно следует, что основное преимущество настоящего изобретения заключается в возможности получения сверхтонкой горячекатаной полосы с толщиной как минимум 0,4 м из высокосортных сталей для автомобильной промышленности, как углеродосодержащих, так и нержавеющих сталей, с применением технологии получения тонких слябов. Вышеописанный способ в соответствии с данным изобретением с его специфической производственной линией позволяет обеспечить высокую гибкость, неизвестную до настоящего времени, всего процесса с его отдельными рабочими стадиями и соответствующими установками и приборами производственной линии, в частности машиной 1 непрерывной разливки, обжимным станом HRM 5, участком 8 индукционного нагрева, промежуточной моталкой 16.1 и чистовым станом 18 с охлаждающей линией и катушечной моталкой, таким образом обеспечивая, к примеру, успешное и экономичное получение двухфазной стали, сталей TRIP и TWIP. С учетом специфической диаграммы Т.Т.Т. для различных видов качества стали и при помощи системы 22 контроля процесса, осуществляемого вместе с мастер-системой 22.7 контроля и шестью дополнительными подсистемами контроля от 22.1 до 22.6, процесс термомеханической прокатки 14 может быть запрограммирован, осуществлен и проконтролирован наилучшим возможным способом в рамках параметров процесса, начиная от машины 1 непрерывной разливки до моталки 19 или 20 для горячекатаной полосы, либо до подачи на последующие рабочие стадии 20.2 для непрерывной прокатки 15 или обычной прокатки в горячекатаные рулоны.

Изобретение предназначено для получения высококачественной сверхтонкой полосы из непрерывнолитой заготовки. Возможность получения полосы с регулируемыми свойствами металла в рулонах любого веса обеспечивается за счет использования системы охлаждения, предварительного обжатия заготовки сразу же после непрерывного литья, индукционного нагрева для закрепления температуры промежуточной полосы в интервале от 1000 до 1400°С, конечной прокатки до толщины как минимум 0,4 мм, за не более чем шесть проходов с поддержанием контролируемой температуры на выходе из последней клети чистового прокатного стана на уровне выше 750°С, своевременного охлаждения полосы между последней клетью чистового прокатного стана, регламентированного диаграммой Т.Т.Т. (время-температура-превращение), для получения нужного качества стали и толщины полосы. Устройство имеет соответствующее операциям способа оборудование и систему управления процессом с мастер-системой и шестью дополнительными периферическими подсистемами. 2 н. и 22 з.п. ф-лы, 5 ил., 1 табл.
| US 5634257 А, 03.06.1997 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПОЛОСЫ ИЛИ ЛИСТА ИЗ СТАЛИ ДЛЯ ГЛУБОКОЙ ВЫТЯЖКИ | 1996 |
|
RU2159160C2 |
| Способ изготовления металлической полосы | 1990 |
|
SU1839682A3 |
| US 6276436 B1, 21.08.2001. | |||

