Изобретение относится к способу и к соответствующей системе для изготовления металлических полос и листов без нарушения непрерывности процесса, начиная от непрерывной разливки расплава до последней клети прокатного стана, в частности, для изготовления плоской стальной продукции, без изготовления промежуточной продукции.
В сталелитейной промышленности ввиду значительного роста стоимости сырья и используемой энергии и вследствие усиливающейся конкуренции на мировом рынке, а также по причине принимаемых все более строгих норм по борьбе с загрязнением окружающей среды существует необходимость разработки способа изготовления качественных горячекатаных рулонов и листов, для которого требуются меньшие капиталовложения и издержки при изготовлении все более тонкой полосы. Благодаря этому можно повысить конкурентоспособность операций преобразования конечной продукции с меньшими затратами энергии, и при этом снизить вредное воздействие на окружающую среду.
В этом направлении в последние годы предложены целесообразные технические решения, например, согласно патентам ЕР 0415987, 0925132, 0946316, 1011896 на имя данного заявителя, и также международная публикация WO 2004/0262497.
Но оказалось, что полученные к настоящему времени результаты, хотя и оптимальные в отношении качества продукции (особенно качества стальных полос), можно улучшить с точки зрения компактности компоновки оборудования и экономии энергии, и также с точки зрения возможного увеличения ассортимента продукции.
Если рассмотреть концепцию «непрерывного литья и прокатки в одной линии», например, согласно упомянутому документу ЕР 0415787 только на первом этапе способа и только с одной клетью прокатного стана при криволинейной разливочной машине, то в данной последовательности предусмотрена промежуточная продукция, для которой, после этапа нагревания, требуется второй этап прокатки.
Также согласно более позднему документу WO 2004/026497 упомянутая «технология непрерывного литья и прокатки в одной линии» объединяет непрерывное литье с первым этапом прокатки, содержащим не более чем четыре клети, для получения промежуточной продукции, которую затем нарезают и, после этапа нагревания, далее обрабатывают пластичным растяжением и на втором этапе прокатки. Согласно этой публикации WO 2004/026497 также обеспечена возможность удаления листов после первого этапа черновой обработки, но без системы регулируемого охлаждения, требуемого для производства высококачественных листов. На практике возможность удаления листов выполняет только буферную функцию в случае неполадок в последующем процессе - во избежание остановок непрерывного литья и всей производственной линии, но не в связи с запланированным изготовлением листов.
Эта же идея «непрерывного литья и прокатки в одной линии» присутствует и в документе ЕР 0823294, согласно которому обеспечивают три определенных производственных этапа: первый этап черновой обработки в аустенитной фазе - с получением промежуточной продукции; второй этап, являющийся интенсивной температурной обработкой этой промежуточной продукции до температур <738°С, с фазовым превращением в диаграмме состояния железо - углерод; и третий этап - чистовая прокатка при ферритной фазе. Техническое решение согласно этому документу по существу заключается в применении концепции непрерывного литья и прокатки в одной линии для получения полосы небольшой толщины за три определенных технологических этапа, последний из которых осуществляется исключительно при ферритной фазе, тем самым исключая возможность того, что так называемый «массовый поток» (то есть количество стали выходящей за единицу времени из процесса непрерывного литья) может быть таким, что станет возможным получение ультратонкой продукции при помощи одного производственного этапа, осуществляемого полностью в аустенитной области.
В патенте ЕР 0889762 также раскрыто применение концепции непрерывного литья и прокатки в одной линии для изготовления тонких полос за один этап без нарушения непрерывности и раскрыт метод комбинирования производственного этапа непрерывной отливки сляба с высоким массовым расходом (толщина сляба в метрах, умноженная на скорость на выходе >0,487 м2/мин) и с высокой температурой (около 1240°С) на выходе непрерывного литья, с этапом прокатки после этапа температурной гомогенизации.
Так же, как ЕР 0823294, документ ЕР 0889762 тоже фактически предусматривает, что этап охлаждения или, как вариант, этап нагревания осуществляют между первыми черновыми клетями и последними чистовыми клетями. Проведенное моделирование и испытания показали, что способ согласно этому патенту невозможно применить в промышленном масштабе. Идея обеспечения высокой температуры (около 1400°С) на выпуске непрерывного литья для использования максимально возможного теплосодержания на последующем этапе прокатки действительно интересная, но неосуществима практически, поскольку обнаружено, что при отливке сляба с высоким массовым расходом и при такой высокой температуре, что поверхностная температура на выходе непрерывной разливки превышает 1150°С, приводит к нарушениям сплошности в области мениска, тем самым обусловливая появление дефектов в слябе и повышение риска разрыва корочки.
Настоящее изобретение решает эту проблему в основном при помощи системы вторичного охлаждения, рассчитанной на значительный массовый расход, и за счет обеспечения индукционного нагрева, который обеспечивает повышение температуры сляба по меньшей мере на 100°С.
Цель изобретения заключается в обеспечении способа производства для получения при помощи чрезвычайно компактной установки на одном непрерывном этапе, включающем непрерывное литье и прокатку, без промежуточной продукции, горячекатаных полос, в том числе ультратонкой толщины от максимум 20 мм до 0,14 мм; и высококачественных листов толщиной 10-100 мм с наибольшим максимальным использованием всей энергии, поставляемой расплавленным металлом.
Способ согласно настоящему изобретению, основные признаки которого изложены в п.1, по существу включает в себя этап непрерывной разливки и последующий на единой технологической линии этап прокатки, непосредственно соединенный - без промежуточной черновой обработки - с участком индукционного нагрева, предусмотренным между непрерывной разливкой и прокаткой.
Еще одна цель изобретения заключается в обеспечении системы или установки для выполнения упомянутого способа, в которой клети прокатного стана работают без нарушения непрерывности материала, после непрерывного литья, за индукционной печью; с минимальным расстоянием между выходом с непрерывной разливки и первой прокатной клетью. Основные признаки этой установки приведены в п. 4 формулы изобретения.
Прочие аспекты и признаки изобретения, перечисляемые в зависимых пунктах формулы, поясняются в приводимом ниже подробном описании предпочтительного варианта осуществления установки, со ссылкой на прилагаемые чертежи, на которых:
Фиг. 1 схематически показывает пример установки согласно изобретению для изготовления стальных полос, сматываемых в рулон, с минимальной толщиной до 1 мм, или листов с максимальной толщиной до 100 мм.
Фиг. 2 схематически показывает кристаллизатор с предпочтительными габаритными признаками согласно изобретению.
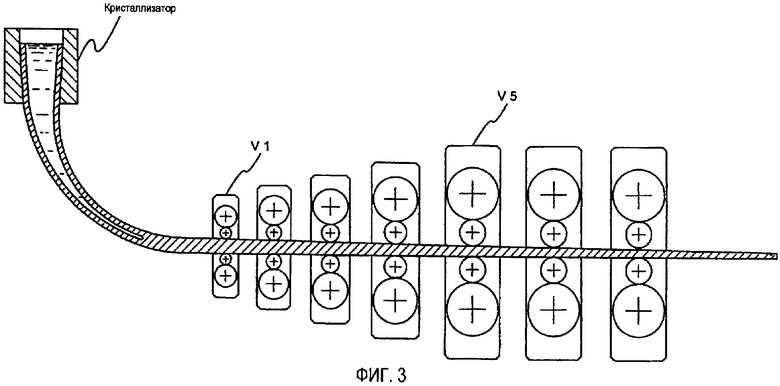
Фиг. 3 схематически показывает уменьшение толщины, начиная с кристаллизатора до последней прокатной клети.
Нужно отметить, что описание по существу относится к изготовлению стальных листов и/или тонких и ультратонких полос из углеродистого или нержавеющего стального материала, но настоящее изобретение также применимо и к изготовлению полос или листов из алюминия, меди или титана.
Известно, что расплав (расплавленную сталь) подают из ковша в промежуточное разливочное устройство и оттуда - в кристаллизатор машины непрерывной разливки стали, при этом толщина сляба на выходе, уже уменьшенная по сравнению с толщиной на входе в кристаллизатор: 30 - 300 мм, и длина 600 - 4000 мм. Уменьшение толщины идет при наличии жидкой сердцевины со вторичным охлаждением на том же этапе литья, в результате чего в прокатных клетях, непосредственно соединенных с непрерывной разливкой, в максимальной степени используется энергия жидкой стали в начале процесса до достижения нужной толщины, составляющей от 0,14 до 20 мм для полос и 10-100 мм для листов.
Обнаружено, что в настоящем изобретении решающий момент заключается в том, чтобы поток материала или упоминаемый выше «массовый расход» имели высокое значение, чтобы обеспечить температуры и скорость, требуемые процессу прокатки для конечной продукции с нужными значениями толщины и качеством поверхности, с нужным внутренним качеством; и чтобы уменьшение толщины становилось все более значительным, начиная с кристаллизатора. Как видно на Фиг. 3: уменьшение толщины начинается в самом кристаллизаторе, где толщину сляба уменьшают в первый раз в его центральной части, в которой имеется утолщенная посередине часть, и уменьшение толщины продолжается в нижней части литейной установки, где происходит обжатие с жидкой сердцевиной, и заканчивается в последней прокатной клети. Нужно отметить, что на этапе уменьшения толщины во время разливки скорость подачи материала постоянная.
Как видно на Фиг. 2, массовый расход пропорционален скорости подачи и площади SB сечения сляба. В частности, для достижения упомянутой цели изобретения оптимальные соотношения определены между площадью SM поверхности жидкой стали (или расплава, в общем) в кристаллизаторе, взятой в горизонтальном сечении, соответствующем мениску, за вычетом площади ST поверхности, затрагиваемой погруженным разливочным стаканом, и вертикальным поперечным сечением SB сляба на выходе непрерывной разливки.
Это отношение SM/SB должно быть больше или равно 1,1 для обеспечения ограниченных значений расхода жидкой стали (или в общем - расплава), вследствие чего завихрения в кристаллизаторе и волны на мениске сводятся к минимуму.
С другой стороны, повышенный расход жидкого металла также влечет необходимость увеличения энергии вторичного охлаждения сляба. Известный уровень техники для этой цели предлагает увеличить расход охлаждающей воды. Но обнаружено, что излишнее увеличение расхода охлаждающей воды в результате затрудняет отвод самой воды, которая может застаиваться перед форсунками, вследствие чего нарушается однородность охлаждения, нужная для обеспечения качества конечной продукции. Обнаружено, что при значениях давления воды в 15 - 40 бар и при расстоянии между форсунками и слябом менее 150 мм можно обеспечить более эффективное охлаждение сляба при высоком значении «массового расхода», и также очень хорошую однородность температуры (и в поперечном, и в продольном направлениях), необходимую для высокого качества конечной продукции. При наличии этих параметров струя воды из форсунок лучше проходит через образующуюся пленку пара, которая создает эффект изолирования между слябом и охлаждающей водой (эффект Лейденфроста).
Регулируемое упоминаемым выше образом вторичное охлаждение обеспечивает возможность охлаждения поверхности сляба с одновременным сохранением наивысшей возможной температуры в средней части сляба.
Цель заключается в том, чтобы за счет обеспечения средней температуры поверхности сляба на выходе непрерывной разливки в значениях <1150°С, можно было исключить так называемый эффект «выпучивания», то есть выпучивание сляба между валками разливочной машины, создающее нарушения мениска и последующие отрицательные последствия для качества продукции; и также для того, чтобы иметь на выходе разливочной машины среднюю температуру в среднем поперечном сечении сляба как можно более высокую и в любом случае более >1300°С, чтобы получить при прокатке наибольшее возможное уменьшение толщины с наименьшим усилием расчленения.
Это дает экономию и с точки зрения уменьшения капиталовложения (менее крупные клети), и в отношении уменьшения энергии, требуемой для одной и той же толщины конечной продукции. В этом отношении нужно отметить, что согласно настоящему изобретению, в отличие от установок согласно известному уровню техники, не являющееся излишним потребление энергии достаточно для получения еще в большей степени уменьшенных значений конечной толщины; при этом значения в киловаттах пропорциональны толщине на выходе разливки (SpB). Например, для сляба размером в 1600 мм нужная энергия для первых пяти клетей следующая:
1 клеть: кВт < SpB х 20
2 клеть: кВт < SpB х 40
3 клеть: кВт < SpB х 70
4 клеть: кВт < SpB х 85
5 клеть: кВт < SpB х 100
Вышесказанное показано, например, на Фиг. 3, на которой схематически и в соответствии с последовательным уменьшением толщины показано увеличение энергопотребления в первых пяти клетях, в виде указания соответствующего размера каждой из клетей.
С применением криволинейной разливочной машины, высота которой ниже вертикальной литейной машины, ферростатическое давление внутри отверждающегося сляба ниже для того же поперечного сечения и скорости из выпуска непрерывного литья, в результате чего эффект выпучивания можно устранить или свести к минимуму.
На Фиг. 1 приводится пример установки согласно настоящему изобретению, со слябом 1, на выходе непрерывной разливки после кристаллизатора 10. Сляб 1 толщиной 30-300 м и шириной 600-4000 мм далее подается на этап 11 прокатки через индукционную печь 12 для нагревания перед клетями, и также через окалиноломатель 16. Расстояние между выходом непрерывной разливки и первой клетью стана 11 не будет превышать 50 м, чтобы ограничить температурные потери сляба; и это дает дополнительные преимущества обеспечения более компактной установки с меньшим требуемым для нее пространством. Скорость подачи для всего процесса от непрерывного литья до последней клети увеличивается и соответствует уменьшению толщины, нужному для требуемой конечной продукции; при этом массовый расход является постоянным. Прокатный стан 11 в этой технологической линии состоит из одной или более клетей, которые обеспечивают нужную окончательную толщину; например, на Фиг. 1 показано семь клетей (V1-V7). Валки клети имеют предпочтительный диаметр 300-800 мм. В этой компоновке обеспечивается соответствующее уменьшение толщины согласно толщине конечной продукции и также очень хорошее охлаждение каждого валка - во избежание образования трещин от нагрева.
Установка в соответствии с изобретением, в частности прокатный стан 11, начиная от непрерывной разливки 10 имеет систему регулирования скорости в последующем каскаде, где находится устройство 14, которое отрезает рулоны, сматываемые на конечную моталку, после системы 13 окончательного охлаждения. Перед этой системой устройство 14' резки, работающее в альтернативе другому, обеспечивает возможное удаление листов 20 и может быть установлено раньше в технологической линии после меньшего числа клетей по сравнению с указанными на чертеже; с учетом большей толщины, обычно предполагаемой для листов (до 100 мм) по сравнению с полосами.
Также обеспечена система регулируемого охлаждения, которая охлаждает листы устройства 14' резки.
Помимо системы 13 охлаждения полос перед ней предусмотрена в линии по меньшей мере одна система охлаждения для охлаждения поверхности сляба 1, которая на чертеже схематически показана противоположными стрелками (как в 13) между двумя примыкающими друг к другу клетями, образуя так называемое межклетевое охлаждение 13' для ограничения вторичного окисления.
Как упомянуто выше, темп подачи во всем процессе от непрерывного литья до последней клети нарастает поэтапно и соответствует уменьшению толщины сообразно таким характеристикам, как толщина и качество нужной конечной продукции. Для этого обеспечена система регулирования скорости в каскаде в направлении следования материала, начиная от непрерывной разливки, причем метод регулирования можно охарактеризовать как противоположный используемому в прокатных станах согласно известному уровню техники, где регулирование было каскадом в направлении вверх.
Это регулирование каскадом в направлении «вверх», если его применить либо для установки согласно настоящему изобретению, или для способов и установок согласно другим патентам (в частности - ЕР 08897562), с непрерывной разливкой, непосредственно соединенной с этапом прокатки без нарушения непрерывности, то это неизбежно вызовет изменение скорости литья - с отрицательными последствиями для характеристик качества сляба в смысле однородности поверхности и внутренних характеристик материала.
Поэтому, устраняя общий технический недостаток, принят новый подход к регулированию в каскаде в направлении следования материала, согласно которому скорость разливки задают, и возможные корректировки скорости влияют на параметры скорости последующих клетей, также с учетом эксплуатационных различий клетей в установке согласно изобретению по отношению к последующей. Согласно известному уровню техники полоса поступает в каждую клеть, когда она уже закрыта, с придавливанием между валками в зависимости от толщины, требуемой стандартным проходом; при этом регулирование в каскаде в направлении «вверх» приводит к корректировке скорости в клетях, уже придавливающих материал. Напротив, в способе и установке согласно изобретению сляб поступает в каждую клеть с открытыми валками, которые закрывают по прохождении передней части сляба, пока не будет достигнуто придавливание, соответствующее требуемому уменьшению толщины.
Пример изменения технологических параметров (толщина, % уменьшения толщины, температура и скорость) показан схематически на Фиг. 1, в соответствии с разными положениями входа и выхода индукционной печи 12, окалиноломателя 16 и прокатных клетей. Для этого использованы обозначения IN ОUT в соответствии с обозначениями IН для индукционной печи и DES для окалиноломателя, соответственно; и также V1-V7 для разных клетей, показанных на Фиг. 1. Для клетей значения четырех выходных параметров только обозначены, за исключением первой клети V1 стана, где также даны и значения на впуске. В частности, можно отметить, что в соответствии с изобретением: если, например, начинать со сляба с исходной толщиной в 70 мм и первоначальной скоростью 6,5 м/мин, то толщину около 1 мм можно получить на установке с общей длиной 70 м. Также можно отметить, что значения температур полосы на выходе из последней клети таковы, что обеспечивают прокатку при аустенитной фазе.
Также можно отметить, что способ согласно изобретению и соответствующую ему установку можно использовать для изготовления непрерывных полос и листов не только из углеродистой или нержавеющей стали, но также и из алюминия, меди или титана.


Изобретение предназначено для изготовления металлических полос толщиной в пределах 0,14-20 мм и металлических листов толщиной в пределах 10-100 мм из слябов толщиной 30-300 мм посредством непрерывной разливки на криволинейной установке. Уменьшение толщины сляба осуществляют с возрастанием от начала процесса в кристаллизаторе до этапа прокатки. Сляб на выходе из кристаллизатора имеет инвертированный температурный градиент в поперечном сечении со средней температурой поверхности сляба менее 1150°С и со средней температурой сердцевины более 1350°С. После непрерывной разливки сляб подают без нарушения непрерывности на этап прокатки после нагрева в индукционной печи. Скорость подачи от непрерывной разливки к концу прокатки поэтапно возрастает в соответствии с уменьшением толщины сляба. Прокатанную плоскую продукцию охлаждают и осуществляют резку листов или намотанных рулонов. Между прокатными клетями может быть установлена дополнительная система охлаждения. За счет компактности установки осуществляется максимальное использование энергии расплавленного металла, обеспечивается качество конечной продукции. 2 н. и 7 з.п. ф-лы, 3 ил.
1. Способ изготовления металлических полос толщиной 0,14-20 мм и металлических листов толщиной 10-100 мм, включающий получение слябов непрерывной разливкой на криволинейной установке, непосредственно соединенной с прокаткой в едином производственном процессе без нарушения непрерывности, индукционный нагрев сляба между разливкой и прокаткой, поэтапное уменьшение толщины сляба, отличающийся тем, что непрерывной разливкой получают слябы толщиной 30-300 мм и шириной 600-4000 мм, уменьшение толщины сляба осуществляют с возрастанием от начала процесса в кристаллизаторе и продолжают на этапе литья и прокатки, при этом обеспечивают вторичное охлаждение сляба с получением на выходе из установки непрерывной разливки сляба, имеющего инвертированный температурный градиент в поперечном сечении со средней температурой поверхности сляба менее 1150°С и со средней температурой сердцевины более 1350°С, осуществляют регулируемое охлаждение прокатанной полосы и последующую резку и удаление листов после регулируемого охлаждения или отрезку рулонов, намотанных на моталку, после окончательного охлаждения, при этом скорость, начиная от непрерывной разливки, регулируют каскадом в направлении следования материала с поэтапным возрастанием от скорости разливки до конца прокатки в соответствии с уменьшением толщины сляба, а расстояние между непрерывной разливкой и прокаткой регулируют.
2. Способ по п.1, отличающийся тем, что осуществляют по меньшей мере один дополнительный этап регулируемого охлаждения поверхности сляба во время прокатки.
3. Способ по п.1, отличающийся тем, что сляб получают с толщиной более 30 мм и со скоростью более 4 м/мин.
4. Установка для изготовления металлических полос толщиной 0,14-20 мм и металлических листов толщиной 10-100 мм, содержащая криволинейную установку непрерывной разливки с кристаллизатором и средствами обжатия сляба с жидкой сердцевиной, чистовой прокатный стан, непосредственно соединенный с установкой непрерывной разливки, печь (12) индукционного нагрева, размещенную между установкой непрерывной разливки и прокатным станом (11), отличающаяся тем, что установка снабжена системой вторичного охлаждения сляба, имеющего толщину 30-300 мм и ширину 600-4000 мм, для получения сляба, имеющего инвертированный температурный градиент в поперечном сечении со средней температурой поверхности сляба менее 1150°С и со средней температурой сердцевины более 1350°С, системой охлаждения (13), устройством (14) отрезки рулонов, наматываемых на конечную моталку (15) после системы (13) охлаждения, либо устройством (14') для резки и удаления листов (10), охлажденных системой охлаждения (13), при этом кристаллизатор выполнен с отношением площади поперечного сечения SM на уровне мениска за вычетом занимаемой погруженным разливочным стаканом площади ST к площади поперечного сечения на выходе из кристаллизатора большим или равным 1,1, при этом максимальная длина чистового стана составляет 50 м.
5. Установка по п.4, отличающаяся тем, что прокатный стан (11) сформирован по меньшей мере из одной клети, максимум из двадцати клетей, при этом энергия, требуемая для первых пяти клетей, определяется в зависимости от толщины сляба, выходящего после разливки, с умножением этого значения на увеличивающиеся коэффициенты от 20 для первой клети до 100 для последней клети - при ширине сляба 1600 мм, при этом для более высоких значений ширины сляба эти коэффициенты увеличиваются пропорционально отношению между фактической шириной и 1600 мм.
6. Установка по любому из пп.4 и 5, отличающаяся тем, что она снабжена дополнительной системой (13') охлаждения поверхности сляба, водой, находящейся под давлением, расположенной между по меньшей мере двумя примыкающими друг к другу прокатными клетями и снабженной форсунками, обращенными к слябу (1).
7. Установка по п.4, отличающаяся тем, что давление воды при вторичном охлаждении составляет 10-40 бар, а расстояние от охлаждающих форсунок до сляба (1) менее или равно 150 мм.
8. Установка по п.4, отличающаяся тем, что валки в клетях (11) прокатного стана имеют диаметр от 300 до 800 мм.
9. Установка по п.4, отличающаяся тем, что устройство (14') для резки и удаления листов (20) расположено после системы (13') охлаждения, размещенной между клетями, и перед системой (13) охлаждения, а устройство (14) отрезки рулонов, наматываемых на конечную моталку (15), выполнено в виде ножниц.
| Композиция для отделки полиэфирных нитей | 1979 |
|
SU889762A1 |
| Способ выплавки слитков электрошлаковым переплавом | 1972 |
|
SU415987A1 |
| WO 2004026497 A1, 01.04.2004 | |||
| СПОСОБ НЕПРЕРЫВНОГО ЛИТЬЯ СТАЛЬНОЙ ПОЛОСЫ ТОЛЩИНОЙ МЕНЕЕ 10 ММ | 1991 |
|
RU2013184C1 |

