Изобретение относится к способу изготовления металлических трубок малого диаметра и большей длины, а также к установке для осуществления способа.
Из DE 4434133 А1 известен способ изготовления оптического кабеля из металлической трубы, в котором металлическую ленту непрерывно вытягивают из рулона. Формируют в трубу с продольной прорезью и заваривают продольную прорезь. Такая металлическая труба служит в качестве защиты световодов, вводимых в еще открытую трубу с продольной прорезью при изготовлении металлической трубы. Под этими металлическими трубами подразумеваются трубки с очень маленьким диаметром, например 3,5 мм, и толщиной стенки 0,2 мм.
Если такие металлические трубы с вставленными световодами должны применяться в так называемых морских кабелях или воздушных кабелях, необходимо или желательно, чтобы отдельные отрезки изготавливались с длиной 6000 м и более.
Так как рулоны, поставляемые сталелитейными заводами, при указанных размерах, то есть с шириной ленты около 15 мм и толщиной стенки около 0,2 мм, из соображений стабильности рулона и соображений транспортировки могут иметь на металлической ленте максимальную длину от 2000 до 2500 м, начало и конец рулонов должны соединяться с помощью так называемого поперечного сварного шва.
Так как при изготовлении поперечного сварного шва участки шва во время сварки должны находиться в неподвижном положении, разработаны различные возможности непрерывного процесса изготовления труб.
Одна возможность заключается в намотке металлической ленты перед изготовлением труб, то есть отдельные рулоны наматывают на большие запасные катушки, причем конец и начало двух рулонов, следующих друг за другом, сваривают друг с другом при непрерывном процессе намотки. Таким образом, при соответствующих больших запасных катушках получают, практически, неограниченно большую длину ленты.
Проблемы возникают, если отношение наружного диаметра рулона к ширине ленты превышает определенную величину, так как в этом случае теряется стабильность рулона и происходит смещение отдельных витков. Кроме того, не исключены повреждения на краях металлической ленты, а также на поверхности ленты, вследствие склонности некоторых металлов к холодной сварке. Кроме того, при намотке может произойти различное вытягивание ленты. Кроме того, на процесс намотки затрачивается много времени, и поэтому он связан с большими расходами.
Другая возможность изготовления лент большой длины заключается в том, что металлическая лента, вытягиваемая из рулона, поступает к так называемому накопителю. Если достигнут конец рулона, его захватывают и сваривают с началом следующего рулона. Во время процесса сварки ленточный материал отводится от накопителя для непрерывного изготовления (патент США US-PS 5191911).
Из DE 2604324 В2 известна установка для изготовления труб с продольным сварным швом из металлической ленты, при котором несколько рулонов туго наматываются на намоточную гильзу, а намоточная гильза расположена на вращающейся тарелке, причем продольная ось намоточной гильзы проходит в вертикальном направлении. Металлическая лента сначала вытягивается из самого верхнего рулона и через отклоняющие приспособления и накопитель для ленты подводится к устройству для сварки в трубчатую форму. После того как использован первый рулон, начало следующего рулона заправляют в отклоняющее приспособление и подводят к устройству для сварки поперечным швом, и там приваривают к неподвижному концу предыдущего рулона. Во время этих работ из ленточного накопителя к устройству для сварки в трубчатую форму подводится металлическая лента.
В случае очень тонких и узких лент, в частности, из металлов, склонных к холодной сварке, работа с ленточным накопителем оказалась неудовлетворительной.
Поэтому задачей изобретения является создание способа, позволяющего изготавливать металлические трубы диаметром менее 20 мм и толщиной стенки менее 0,4 мм при длинах более 6000 м.
Эта задача решается согласно изобретению за счет того, что в способе изготовления металлических трубок малого диаметра и большой длины, во время которого металлическую ленту вытягивают с рулона, постепенно формируют в трубу с продольной прорезью и заваривают продольную прорезь, при этом начало и конец рулонов соединяют друг с другом и используют накопитель ленты для обеспечения непрерывности процесса, рулоны устанавливают с горизонтальным расположением на зажимные кольца, закрепленные на вращающемся приемном барабане, причем, по меньшей мере, первое зажимное кольцо, снабженное первым рулоном, насаживают на приемный барабан и фиксируют на сердечнике, конец второго рулона, расположенный внутри, соединяют лазерной сваркой с концом ленты первого рулона, расположенным снаружи, второй рулон укладывают на второе зажимное кольцо и второе зажимное кольцо со вторым рулоном закрепляют на приемном барабане над первым рулоном, причем металлическую ленту направляют между первым рулоном и вторым зажимным кольцом по винтовой линии, и таким же образом поступают затем с другими рулонами с их зажимными кольцами, и вытягивают металлическую ленту сначала с последнего рулона.
Согласно предпочтительному выполнению способа металлическую ленту выполняют из аустенитной стали, а начало и конец рулона сваривают лазерным лучом, при этом применяют ленту шириной максимально 25 мм и толщиной максимально 0,3 мм.
Кроме того, указанная задача решается в установке для изготовления металлических трубок малого диаметра и большой длины, содержащей рулон, с которого сматывают металлическую ленту, устройство для постепенного формирования металлической ленты в трубку с продольной прорезью и сварочное устройство для заварки продольной прорези, в котором начало и конец рулонов сваривают друг с другом сваркой, за счет того, что рулоны установлены на приемном барабане, который смонтирован с возможностью вращения на отводящей стойке и имеет приемную тарелку для рулонов, причем имеется множество расположенных друг над другом зажимных колец, первое из которых расположено на приемной тарелке и каждый из которых несет на себе рулон, и каждое зажимное кольцо жестко соединено с рулоном и закреплено на приемном барабане и имеет средство, которое обеспечивает вывод конца сердечника к началу ленты рулона, лежащего выше.
Согласно предпочтительному выполнению установки согласно изобретению приемный барабан снабжен центральным отверстием, в которое входит центрирующая оправка, имеющаяся на отводящей стойке.
Кроме того, является целесообразным, что сердечник приемного барабана состоит из перфорированного листа;
каждое зажимное кольцо выполнено в виде открытого кольца, от которого отходят в радиальном направлении, по меньшей мере, три плеча и которое может зажиматься на сердечнике приемного барабана;
каждое зажимное кольцо имеет фиксирующий штифт, с помощью которого оно фиксировано без возможности проворота в одном из отверстий сердечника, соединено с приемным барабаном;
каждое зажимное кольцо имеет на своем внутреннем диаметре фланцеобразный выступ, наружный диаметр которого в зажатом состоянии зажимного кольца незначительно больше, чем внутренний диаметр рулона;
одно из плеч зажимного кольца выполнено в виде сегмента, отклоняющего ленту;
диаметр дуги, огибаемой вокруг свободных концов плеч, больше, чем наружный диаметр рулона;
толщина зажимных колец больше, чем ширина металлической ленты;
на рулон снаружи насажен зажимной элемент, автоматически снимающийся при вытягивании ленты.
Ниже изобретение поясняется более подробно с помощью примеров осуществления, представленных на чертежах.
На фиг. 1 показан вид в перспективе отрезка оптического кабеля, изготовленного в соответствии с изобретением. Оптический кабель 1 состоит из световодов 2 и металлической трубки 3, охватывающей световод 2, имеющей продольный сварной шов 3а. Свободное пространство между световодами 2 и металлической трубкой 3 может заполняться так называемой желеобразной нефтью для предотвращения продольного прохождения воды. Количество световодов 2 составляет, обычно, от 6 до 20, но может доходить до 40. Световоды 2 имеют длину, большую чем металлическая трубка 3, то есть проходят в металлической трубе 3 волнообразно, спиралеобразно или синусообразно. Превышение длины составляет, обычно, около 3%. Толщина стенки s металлической трубы составляет, например, 0,2 мм, в то время как наружный диаметр составляет 3,5 мм. Эти параметры являются типичными параметрами для оптического кабеля, который располагается вместо проволоки в жиле токопровода. В качестве материала для металлической трубы 3 предпочтительна высококачественная сталь.
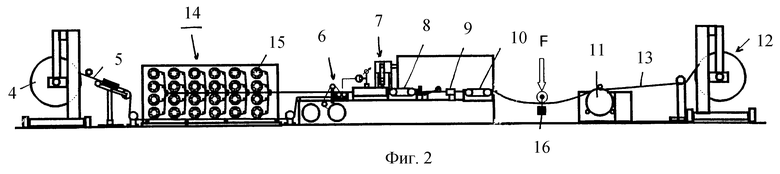
На фиг. 2 показан вид сбоку на установку, с помощью которой до сих пор изготавливался предмет по фиг.1.
Лента 5 непрерывно вытягивается из запасной катушки 4 и подводится к формующему устройству 6, в котором лента 5 формуется в трубку с продольной прорезью. Частью этого формующего устройства 6 является устройство для обрезки кромок, не показанное более подробно, в котором лента 5 режется точно на требуемую ширину. Кроме того, формующее устройство 6 состоит из нескольких комплектов формующих роликов, не показанных более подробно на чертеже. Продольная прорезь формируемой трубы закрывается с помощью устройства 7 для лазерной сварки. Точное направление трубы с прорезью под сварочным устройством 7 обеспечивается первым зажимным отводящим устройством 8, состоящим из множества пар зажимов, охватывающих трубу, приводимых бесконечной цепью. За первым зажимным отводящим устройством 8 расположено приспособление 9 для уменьшения диаметра трубы, например волочильная матрица, в которой уменьшается диаметр трубы. Второе зажимное отводящее устройство 10 расположено зa устройством 9 для уменьшения диаметра трубы, которое воздействует на протягиваемую трубу и пропускает ее через волочильную матрицу. Скорость отвода во втором зажимном отводящем устройстве 10 регулируется относительно скорости отвода в первом зажимном отводящем устройстве 8 в зависимости от прохождения трубы между волочильной матрицей и первым зажимным отводящим устройством 8. За вторым зажимным отводящим устройством 10 находится приводной отводящий диск 11, к окружной поверхности которого несколькими витками прилегает труба. Отводящий диск 11 приводится со скоростью отвода, которая равна скорости отвода во втором зажимном отводящем устройстве 10. За отводящим диском 11 расположена моталка 12, наматывающая с небольшим натяжением трубу 13.
Позицией 14 обозначено устройство для отвода множества световодов 2, снабженное катушками 15, на которые намотаны световоды 2.
Для того, чтобы световоды 2 поступали в металлическую трубу 3 с избыточной длиной, металлическая труба непрерывно упруго деформируется между вторым зажимным отводящим устройством 10, пары зажимов которого плотно обхватывают металлическую трубу 3 и прикладывают силы деформации, возникающие при уменьшении диаметра трубы, и отводящим диском 11, то есть вытягивается. Благодаря этому на отводящий диск 11 наматывается металлическая труба 3 и световод 3 одинаковой длины. На отводящем диске 11 "снимается" состояние упругой деформации, при этом металлическая труба 3 укорачивается до нормального состояния.
Прохождение трубы улучшается за счет изобретения.
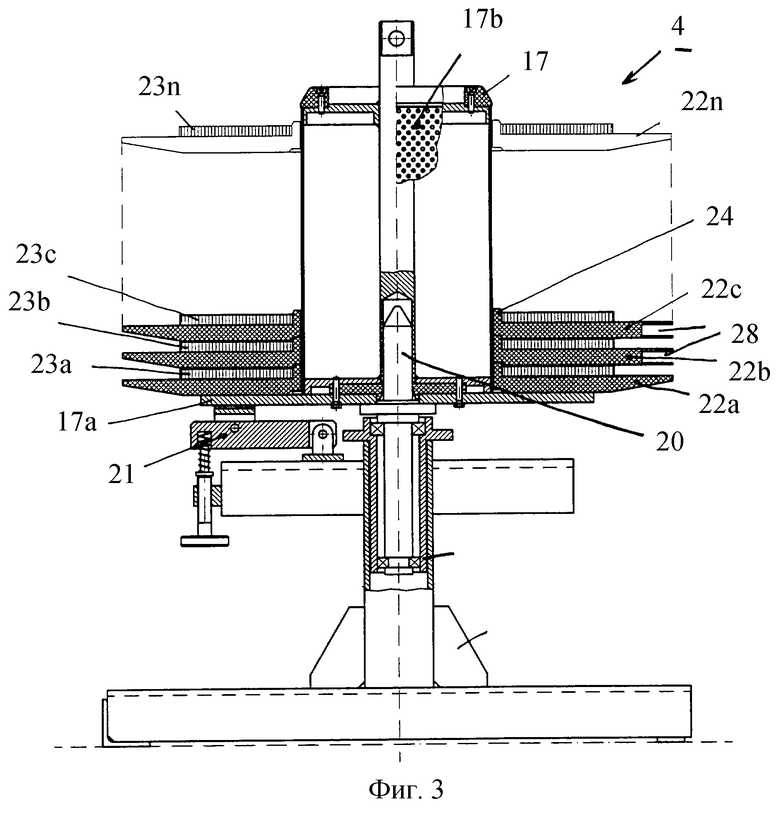
На фиг.3 показан вид сбоку нового отвода ленты, частично в разрезе.
Отвод ленты состоит из приемного барабана 17 и отводящей стойки 18. Отводящая стойка 18 имеет подшипник 19 для приемного барабана 17. Приемный барабан 17 насаживается на центрирующую оправку 20 и там центрируется. Приемный барабан 17 расположен с возможностью вращения на отводящей стойке 18 и затормаживается с помощью регулируемого тормозного устройства 21. Приемный барабан 17 имеет приемную тарелку 17а, на которой закреплен сердечник 17b из перфорированного листа. Приемная тарелка 17а несет на себе множество зажимных колец 22а; 22b, 22с,... 22n, на которых устанавливаются рулоны 23а, 23b, 23с,... 23 n. Рулоны 23 зажимаются на зажимных кольцах 22. Зажимные кольца 22 закреплены на барабане с помощью фиксирующих штифтов, не показанных на фиг.3, и тем самым зафиксированы от проворотов, благодаря чему отдельные рулоны 23 не могут проворачиваться друг относительно друга во время намотки. Тем самым эффективно предотвращается повреждение металлической ленты в зоне перехода от одного рулона к другому. Благодаря этому отдельные витки металлической ленты располагаются в рулонах 23 абсолютно без напряжений.
Зажимные кольца 22 размещаются друг на друге, а именно на фланцеобразном выступе 24, по внутреннему диаметру. Этот выступ имеет такие размеры, что расстояние между зажимными кольцами 22 в вертикальном направлении больше, чем ширина металлической ленты.
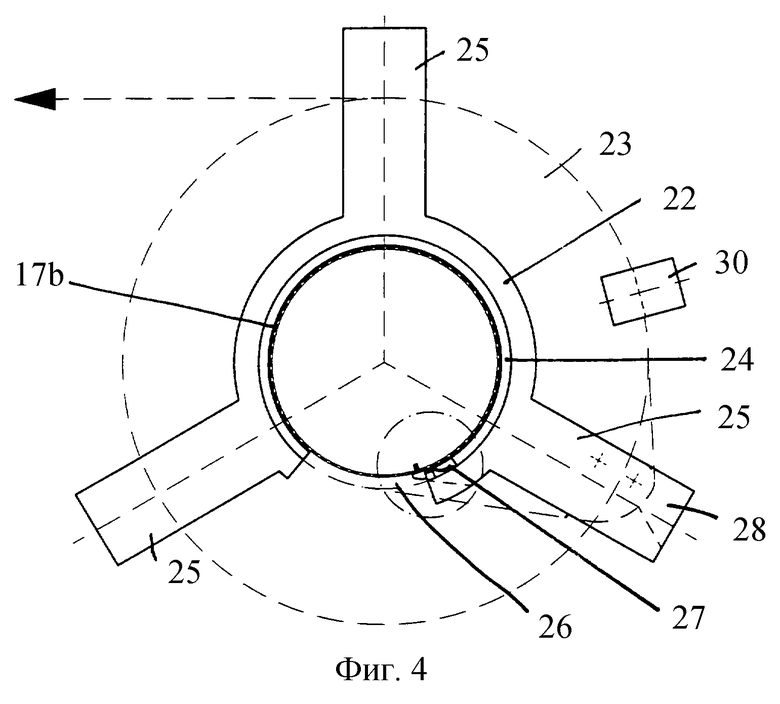
На фиг.4 показан вид сверху на зажимное кольцо 22. Зажимное кольцо имеет три плеча 25, проходящих в радиальном направлении, а также отверстие 26. В качестве материала для зажимного кольца 22 применяется искусственный материал, например полиэтилен. Зажимное кольцо 22 может быть сжато в отверстии 26, причем оба плеча 25, соседних с отверстием 26, сближаются друг с другом. При этом внутренний диаметр зажимного кольца 22, и вместе с тем наружный диаметр выступа 24 уменьшаются. В незажатом состоянии наружный диаметр выступа превышает внутренний диаметр рулонов 23, вследствие чего каждый из рулонов 23 прочно соединен с зажимным кольцом 22. Позицией 27 обозначен фиксирующий штифт, который входит вместе со штифтом 27а в одно из отверстий сердечника 27b из перфорированного листа.
Кроме того, на фиг.4 показано прохождение металлической ленты между двумя соседними рулонами 23. Штрихпунктирная линия проходит от внутреннего диаметра (конец ленты) рулона 23, лежащего выше, к наружному диаметру (начало ленты) рулона 23, лежащего ниже. Для точного отклонения ленты имеется система отклонения ленты в форме прорези 28 на внешнем конце одного из плеч 25.
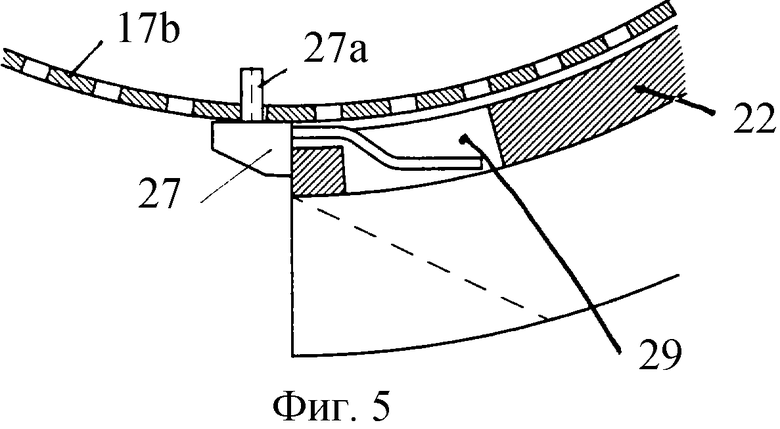
На фиг.5 показано расположение фиксирующего штифта 27, входящего в полость 29 зажимных колец 22.
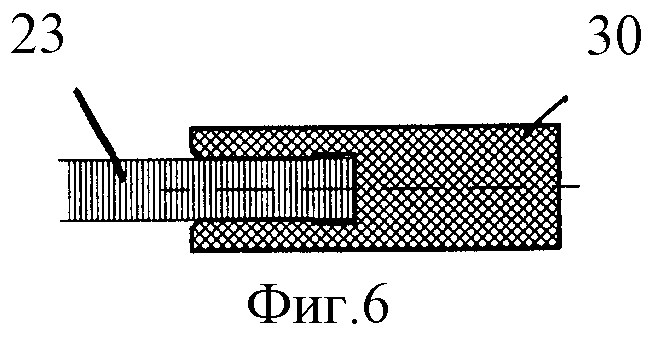
На фиг.6 показан зажимной элемент 30 из полиэтилена, надетый снаружи на рулон 23, а именно между плечами 25.
Эти зажимные элементы 30 предотвращают смещение внешних слоев рулона 23. Они автоматически снимаются; как только вытянуто столько витков, что зажима более не происходит.
Процесс изготовления стапеля рулонов осуществляется следующим образом.
Сначала на первом зажимном кольце 22а первый рулон 23а зажимается и закрепляется фиксирующим штифтом 27 на сердечнике 17b приемного барабана 17. Второй рулон 23b устанавливается на держателе, не показанном на чертеже, таким образом, что имеется свободный доступ ко внутренним виткам рулона 23b. Начало первого рулона 23а (наружный диаметр рулона 23а) лазерной сваркой соединяют с концом рулона 23b (внутренний диаметр рулона 23b). Затем зажимное кольцо 22b зажимают в рулоне 23b, причем металлическая лента должна вкладываться в сегмент, отклоняющий ленту (см. прорезь 28). Затем зажимное кольцо 22b вместе с рулоном 23b накладывается на зажимное кольцо 22а, находящееся на приемном барабане 17. При этом следует обратить внимание на то, чтобы металлическая лента была натянута между обоими рулонами 23а и 23b и проходила в прорезь 28. На каждый рулон 23а и 23b надевается зажимной элемент 30.
Аналогичным образом поступают с остальными зажимными кольцами 22c-22n и рулонами 23с-23n. После того, как путем соединения рулонов 23 друг с другом достигнута желаемая длина ленты, загруженный приемный барабан 17 надевается на отводящую стойку 18, и начало ленты вводится из рулона 23 в установку для изготовления трубы.
После этих работ можно начать изготовление трубы или оптического кабельного элемента.
Изобретение относится к области производства сварных труб. Задача изобретения - обеспечение возможности изготовления труб диаметром менее 20 мм, толщиной стенки менее 0,4 мм при длинах более 6000 м. При изготовлении металлических трубок малого диаметра и большой длины, во время которого металлическую ленту вытягивают из рулона, постепенно формируют в трубу с продольной прорезью и заваривают продольную прорезь, начало и конец множества рулонов соединяют сваркой друг с другом и рулоны устанавливают с горизонтальным расположением на зажимные кольца, закрепленные на вращающемся приемном барабане. Металлическая лента из отрезков, сваренных друг с другом в начале и в конце, вытягивается без перерыва. Установка имеет множество зажимных колец, расположенных друг над другом, первое из которых установлено на приемной тарелке. Устройство имеет средства для вывода конца сердечника к началу ленты рулона, лежащего выше. Изобретение обеспечивает возможность изготовления трубок малого диаметра и большой длины. 2 с. и 11 з.п. ф-лы, 6 ил.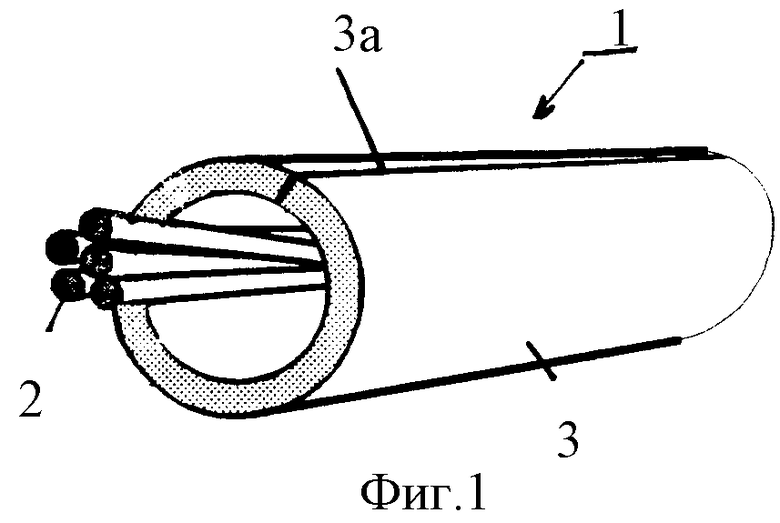
| ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ | 1992 |
|
RU2040989C1 |
| ПОРОЖЕК СТРУННОГО МУЗЫКАЛЬНОГО ИНСТРУМЕНТА МУЛЬТИФУНКЦИОНАЛЬНЫЙ | 2015 |
|
RU2604324C1 |
| НАКОПИТЕЛЬ ПОЛОСЫ | 1991 |
|
RU2014922C1 |
