Изобретение относится к обработке металлов давлением, в частности к трубоэлектросварочному оборудованию для производства прямошовных труб малого и среднего диаметров и может быть использовано на трубосварочных агрегатах типа 10 30; 20-76 и 51-114.
Известен трубоэлектросварочный агрегат для производства труб малого и среднего диаметров. Агрегат содержит линию подготовки полосы, линию формовки, сварочную клеть и калибровочный дефектоскоп, летучую пилу, правильную машину, пакетирующие карманы.
В этом агрегате производятся электросварные трубы мерной длины. Дефектоскоп устанавливается в линии рольганга, правильная машина обеспечивает правку труб в отрезках после летучей пилы. Трубоотрезное устройство выполнено в виде вращающихся резцовых головок. За трубоправильной машиной перед трубоэлектросварочным станом подвижно вдоль линии расположена платформа, перемещаемая от гидроцилиндра.
Недостаток известной конструкции агрегата заключается в том, что трубы, полученные на этом агрегате, имеют недостаточно высокое качество и невысокий выход годного проката.
Из известных трубоэлектросварочных агрегатов для производства труб малого и среднего диаметров наиболее близким по технической сущности является агрегат, содержащий линию подготовки полосы, линию формовки, сварочную клеть, калибровочный стан, дефектоскоп, летучую пилу, правильную машину, пакетирующие карманы, а также блок протягивающих приводных клетей, установленных за калибровочным станом перед летучей пилой. Правильная машина выполнена с холостыми правильными роликами и установлена между калибровочным станом и блоком протягивающих клетей, а дефектоскоп расположен между протягивающими клетями блока.
Недостатками известной конструкции агрегата являются невысокие уровень качества сварных труб и выход годного продукта из-за того, что небольшой запас рулонов не обеспечивает непрерывность процесса и стабильную передачу рулонов к разматывателю. Кроме того, информация о геометрических параметрах труб оценивается простыми измерительными инструментами или визуально, что затрудняет процесс оперативного исправления возникающих геометрических отклонений труб. В известном агрегате отрезанные трубы передвигаются одна за другой, что приводит к столкновениям и падениям труб с рольганга.
Целью изобретения является повышение качества труб и выхода годного.
Эта достигается тем, что трубоэлектросварочный агрегат для производства труб малого и среднего диаметров, содержащий линию подготовки полосы с приемным устройством и спиральным накопителем полосы, формовочный стан, сварочную клеть, калибровочный стан, отрезное устройство и участок приема труб с карманами, снабжен поворотным крестообразным накопителем рулонов, размещенным перед приемным устройством, механизмом передачи рулонов, установленным за приемным устройством, устройством для образования петли с фотореле, размещенным перед формовочным станом и расположенным за калибровочным станом блоком контроля и измерения труб, включающим две направляющие клети, дефектоскоп и устройство непрерывного бесконтактного измерения диаметра труб, а также ускорительной клетью, установленной за отрезным устройством, при этом участок приема труб выполнен в виде рольганга, по обе стороны от которого установлены карманы, и сбрасывателя, выполненного в виде вала с двухсторонним пневмоприводом и установленными по его длине звездочками с зубьями.
Такое конструктивное выполнение трубоэлектросварочного агрегата для производства труб малого и среднего диаметра позволяет получать трубы с необходимой по стандарту продольной кривизной и поперечной геометрией, кроме того, предлагаемый агрегат позволяет повысить качество труб за счет непрерывного контроля качества шва и геометрических размеров труб.
Кроме того, такое конструктивное выполнение трубоэлектросварочного агрегата для производства труб малого и среднего диаметра позволяет повысить выход годного. Это обеспечивается за счет того, что поворотный крестообразный накопитель позволяет создать запас рулонов и обеспечить непрерывность процесса, механизм передачи рулонов позволяет механизировать передачу рулонов к разматывателю, исключить опасные условия работы персонала.
Устройство для образования петли с датчиком размера петли (например, с фотоэлементом) позволяет автоматизировать контроль за запасом полосы перед формовочным станом. Блок контроля и измерения труб с устройством бесконтактного измерения позволяет получить оперативную информацию о качестве и геометрии трубы. Ускорительная клеть обеспечивает отведение на большой скорости отрезанной трубы от непрерывной трубы и предотвращает нарушение непрерывности процесса выгрузки труб в карманы за счет ликвидации столкновения труб между собой.
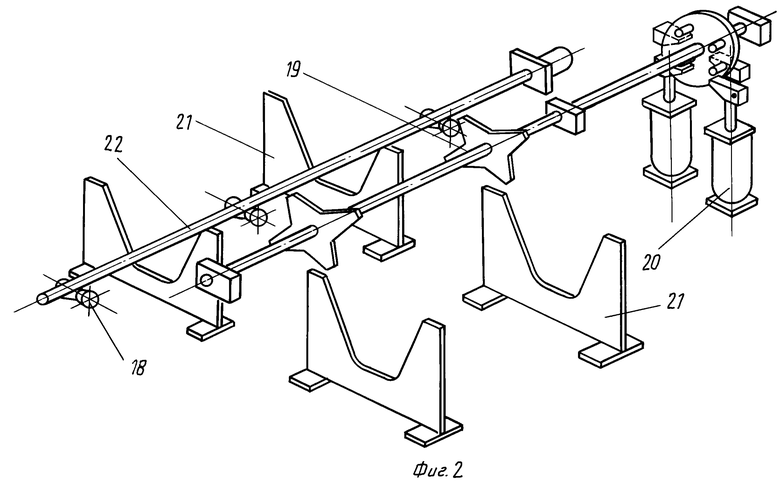
На фиг. 1 изображен трубоэлектросварочный агрегат; на фиг.2 участок приема труб.
Трубоэлектросварочный агрегат для производства труб малого и среднего диаметра содержит линию подготовки полосы, включающую поворотный крестообразный накопитель 1 рулонов, приемное устройство 2 с механизмом 3 передачи рулонов, разматыватель 4 рулонов, гильотинные ножницы 5, стыкосварочную машину 6 с тянущими роликами и спиральный накопитель 7. За линией подготовки полосы размещено устройство 8 для образования петли, имеющее фотореле для контроля величины петли, за которым установлены формовочный стан 9, сварочная клеть 10 с охлаждающим устройством 11 и калибровочный стан 12.
Трубоэлектросварочный агрегат снабжен блоком контроля и измерения труб, содержащим две направляющие клети 13, дефектоскоп 14 и устройство 15 бесконтактного измерения диаметра. За блоком контроля расположено отрезное устройство 16 и ускорительная клеть 17, служащая для отведения на большой скорости отрезанной изготовленной трубы от непрерывной трубы в линии производства для создания запаса времени на пакетирование готовых труб.
Участок приема труб, размещенный за ускорительной клетью, включает рольганг 18, сбрасыватель 19 с двусторонним пневмоприводом 20, выполненный в виде вала с установленными по его длине звездочками со специальными зубьями. На участке приема труб по обе стороны от рольганга 18 расположены карманы 21.
Устройство работат следующим образом.
В линии подготовки полосы на поворотном крестообразном накопителе 1 производится накопление рулонов, на разматывателе 4 осуществляется размотка рулона, затем на гильотинных ножницах 5 отрезка концов полосы, далее на стыкосварочной машине 6 стыковка отдельных рулонов в непрерывную полосу, затем накопление полосы в спиральном накопителе 7. Устройство 8 для образования петли с датчиком размера петли позволяет автоматизировать контроль за запасом полосы перед формовочным станом.
Далее непрерывная полоса поступает на следующую линию, где полоса формуется в формовочном стане 9, сваривается в трубу в сварочной клети 10, охлаждается, а затем калибруется в калибровочном стане 12. После калибровки труба поступает в блок контроля и измерения, где проверяются качество шва и фиксируются ее геометрические параметры. Далее непрерывная труба направляется в отрезное устройство 16. После резки на мерные длины трубы поступают в ускорительную клеть 17, с помощью которой отрезанная труба отрывается от непрерывной трубы в линии производства и подается на рольганг 18 участка приема труб. На рольганге 18 с помощью сбрасывателя 19 трубы 22 попадают в карманы 21, расположенные по обе стороны рольганга.
Данный трубоэлектросварочный агрегат для производства труб малого и среднего диаметра по сравнению с известными позволит повысить качество и увеличить выход годного.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ ЛИНИЯ ТРУБОЭЛЕКТРОСВАРОЧНОГО АГРЕГАТА | 2011 |
|
RU2476281C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ ПРОФИЛЬНЫХ ТРУБ | 1992 |
|
RU2035247C1 |
| ЛИНИЯ ПАКЕТИРОВАНИЯ ТРУБ | 2013 |
|
RU2546950C1 |
| ЛИНИЯ СОРТИРОВКИ И ПАКЕТИРОВАНИЯ ТРУБ | 2002 |
|
RU2225764C2 |
| Трубоэлектросварочный агрегат для производства труб малого и среднего диаметров | 1987 |
|
SU1472163A1 |
| УСТАНОВКА ДЛЯ СНЯТИЯ РУЛОНОВ С НАКОПИТЕЛЯ И УСТАНОВКИ ИХ НА РАЗМАТЫВАТЕЛЬ | 2011 |
|
RU2476284C1 |
| УСТРОЙСТВО КОНТРОЛЯ ТЕХНОЛОГИЧЕСКИХ ПАРАМЕТРОВ ВАЛКОВЫХ АГРЕГАТОВ | 2006 |
|
RU2335360C2 |
| УСТАНОВКА ДЛЯ СЪЕМА РУЛОНОВ С НАКОПИТЕЛЯ И ПЕРЕДАЧИ ИХ НА РАЗМАТЫВАТЕЛЬ | 2014 |
|
RU2567081C2 |
| МЕХАНИЗИРОВАННАЯ ЛИНИЯ ДЛЯ РАЗГРУЗКИ И ОБВЯЗКИ РУЛОНОВ | 1998 |
|
RU2161583C2 |
| Способ производства прямошовных труб диаметром от 10 до 530 мм на непрерывных трубоэлектросварочных агрегатах | 2018 |
|
RU2677558C1 |
Изобретение относится к обработке металлов давлением, в частности трубоэлектросварочному оборудованию для производства прямошовных труб малого и среднего диаметров. Трубоэлектросварочный агрегат содержит линию подготовки полосы, включающую крестообразный накопитель 1 рулонов, приемное устройство 2 с механизмом передачи 3 рулонов, разматыватель 4 рулонов, гильотинные ножницы 5, стыкосварочную машину 6 с тянущими роликами и спиральный накопитель 7. За линией подготовки полосы размещено устройство 8 для образования петли, имеющее фотореле для контроля величины петли, за которым установлены формовочный стан 9, сварочная клеть 10 с охлаждающим устройством 11 и калибровочный стан 12. Трубоэлектросварочный агрегат снабжен блоком контроля и измерения труб, содержащим две направляющие клети 13, дефектоскоп 14 и устройство 15 бесконтактного измерения диаметра. За блоком контроля расположено отрезное устройство 16 и ускорительная клеть 17, служащая для отведения на большой скорости отрезанной изготовленной трубы от непрерывной трубы в линии производства для создания запаса времени на пакетирование труб. Участок 18 приема готовых труб, размещенный за ускорительной клетью 17, включает рольганг, сбрасыватель с двусторонним пневмоприводом, выполненный в виде вала с установленными по его длине звездочками со специальными зубьями. На участке приема труб по обе стороны от рольганга 18 расположены карманы. 2 ил.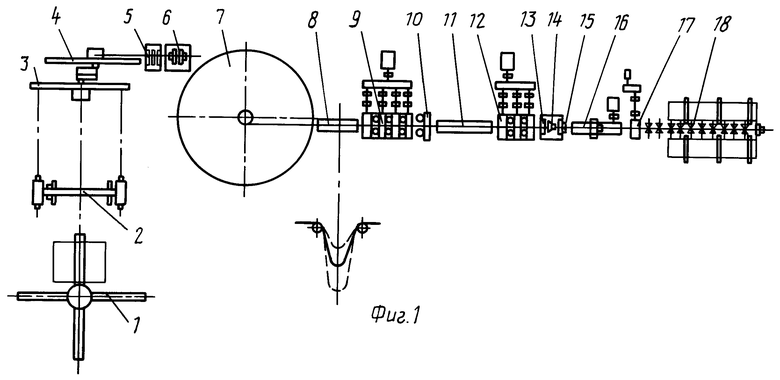
ТРУБОЭЛЕКТРОСВАРОЧНЫЙ АГРЕГАТ ДЛЯ ПРОИЗВОДСТВА ТРУБ МАЛОГО И СРЕДНЕГО ДИАМЕТРОВ, содержащий линию подготовки полосы с приемным устройством и спиральным накопителем полосы, формовочный стан, сварочную клеть, калибровочный стан, отрезное устройство и участок приема труб с карманами, отличающийся тем, что он снабжен поворотным крестообразным накопителем рулонов, размещенным перед приемным устройством, механизмом передачи рулонов, установленным за приемным устройством, устройством для образования петли с фотореле, размещенным перед формовочным станом, расположенным за калибровочным станом блоком контроля и измерения труб, включающим две направляющие клети, дефектоскоп и узел непрерывного бесконтактного измерения труб, а также ускорительной клетью, установленной за отрезным устройством, при этом участок приема труб выполнен в виде рольганга, по обе стороны от которого установлены карманы, и сбрасывателя, выполненного в виде вала с двусторонним пневмоприводом и установленными по его длине звездочками с зубьями.
| Трубоэлектросварочный агрегат для производства труб малого и среднего диаметров | 1987 |
|
SU1472163A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Механизм для сообщения поршню рабочего цилиндра возвратно-поступательного движения | 1918 |
|
SU1989A1 |
