Изобретение относится к области магнитно-импульсной обработки металлов и предназначено для использования в машиностроении при формообразовании трубчатых полуфабрикатов (заготовок).
Известен индуктор для магнитно-импульсной обработки металлов [авторское свидетельство СССР 1311086, кл. В 21 D 26/14, 1985], состоящий из установленной на изолирующей втулке спирали с проточками по внешним углам поперечного сечения витка, токоподводов. Между витками спирали установлены изолирующие прокладки, бурт которых располагается в проточках спирали. При работе индуктора изолирующие прокладки не получают относительного радиального перемещения, препятствуют образованию неперекрытых изоляцией участков спирали и возникновению электрической дуги.
Однако известное устройство обладает таким недостатком, как неравномерность давления, создаваемого магнитным полем, что приводит к износу инструмента и излишнему энергопотреблению.
Наиболее близким, принятым за прототип, является индуктор для магнитно-импульсной обработки металлов [авторское свидетельство СССР 329934, кл. В 21 D 26/14, 1972], содержащий концентратор с радиальным разрезом и осевым отверстием, служащим для помещения обрабатываемой детали, и рабочую обмотку, расположенную в пазах на наружной поверхности концентратора и имеющую выводы для соединения с источником тока, отличающийся тем, что, с целью уменьшения нагрузки на источник высокой частоты, индуктор снабжен ферромагнитными сердечниками с замкнутой магнитной цепью, расположенными в концентраторе вокруг осевого отверстия.
Это устройство обладает рядом недостатков: низкое значение вектора магнитной индукции и, соответственно, уменьшение давления импульсного магнитного поля на заготовку, снижение кпд установки.
Задачей, на решение которой направлено настоящее изобретение, является повышение эффективности процесса магнитно-импульсного деформирования заготовок и получение заданной деформации оболочки при снижении энергоемкости.
Требуемый технический результат достигается тем, что устройство для магнитно-импульсного формообразования осесимметричных оболочек включает рабочую обмотку, которая размещена снаружи обрабатываемой заготовки, и ферромагнитопровод, который выполнен с возможностью размещения одного из его элементов внутри заготовки. Ферромагнитопровод может быть выполнен замкнутым О-образным или замкнутым Ф-образным. В результате обеспечивается возможность за счет вставляемого внутрь заготовки ферромагнитопровода повысить интенсивность магнитного потока, давление импульсного магнитного поля индуктора на заготовку и, соответственно, увеличить степень деформации заготовки.
Предлагаемое устройство для магнитно-импульсной штамповки труб, состоящее из индуктора и магнитопровода, который может быть выполнен из различных ферромагнитных материалов с различными геометрическими размерами и конфигурацией, увеличивает эффективность процесса магнитно-импульсной штамповки при одинаковом заряде энергией блоков конденсаторов или обеспечивает получение заданной деформации оболочки при снижении энергоемкости. Это достигается тем, что в центр оси симметрии системы "индуктор-заготовка" вставляется ферромагнитопровод. Применение ферромагнитопровода в системе "индуктор-заготовка" повышает деформацию заготовок в 1,5-2 раза, а также при одинаковых значениях энергоемкости величина деформации оболочки зависит от применяемой схемы (фиг. 1, 2, 3) и электромагнитных свойств материала, из которого изготовлен ферромагнитопровод. Магнитопровод из электротехнической стали служит для создания магнитного потока и обеспечивает более высокое давление импульсного магнитного поля индуктора на заготовку, что повышает кпд процесса.
Таким образом, достигается требуемый технический результат - получение заданной деформации оболочки при снижении энергоемкости.
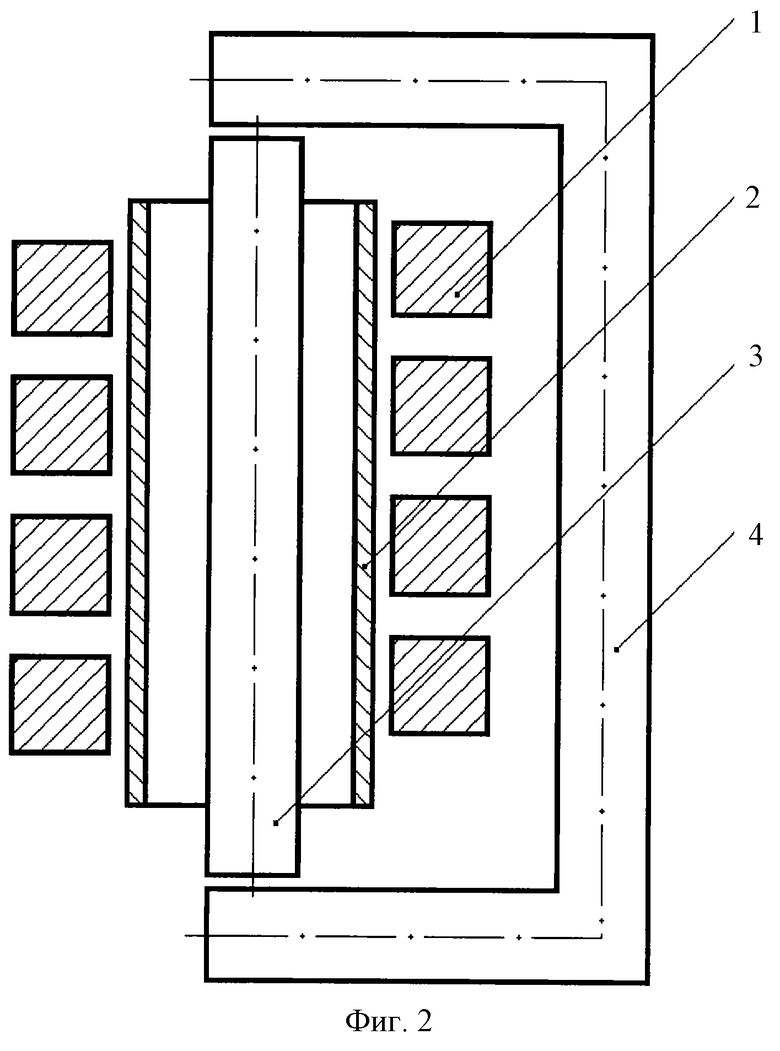
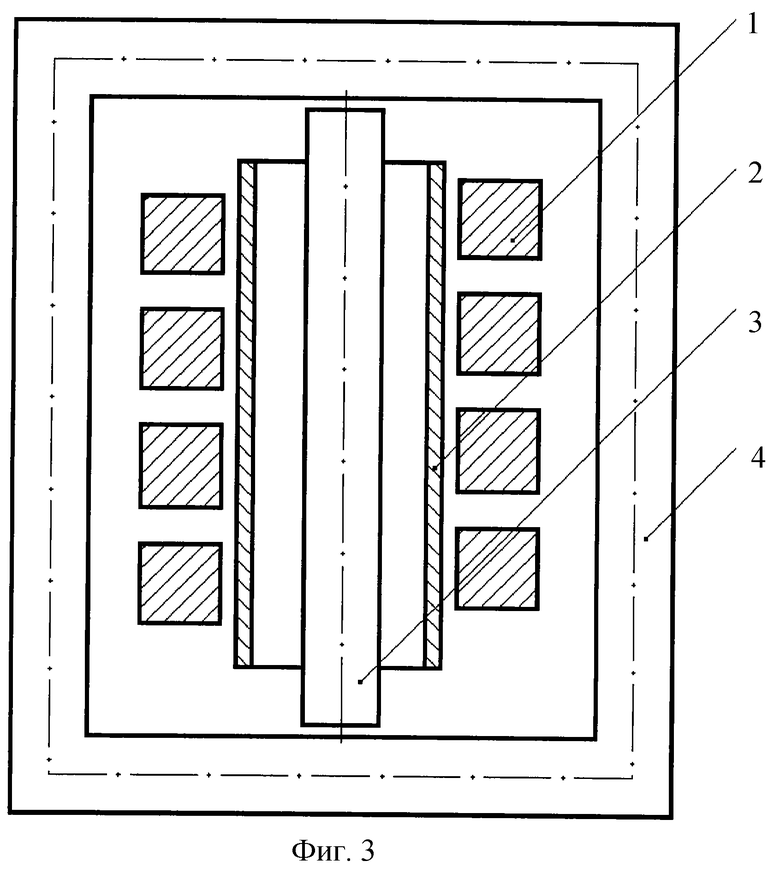
Для пояснения описываемого устройства приведены схемы деформирования осесимметричных трубчатых заготовок по схеме обжим. Заготовка представляет собой кольцо. Первая схема, показанная на фиг.1, представляет собой деформирование заготовки 2 в традиционном стальном индукторе 1 с стержневым ферромагнитопроводом 3. Остальные три схемы представляли собой использование того же индуктора 1 с применением ферромагнитопровода 3 и 4 различной конфигурации: фиг.2 - с замкнутым О-образным магнитопроводом; фиг.3 - с замкнутым Ф-образным магнитопроводом.
Ферромагнитопровод представляет собой конструкцию из нескольких частей (сердечник - внутри индуктора и магнитопровод с наружной части индуктора).
Устройство, представленное на фиг.1, 2, 3, состоит из индуктора 1; заготовки 2, которую осесимметрично центрируют относительно индуктора 1; ферромагнитопровода 3, центрирующегося относительно заготовки 2; ферромагнитопровода 4, который замыкает ферромагнитопровод 3.
Функционирует предложенное устройство следующим образом.
Собранное и подсоединенное к магнитно-импульсной установке устройство усиливает интенсивность магнитного поля, создаваемое индуктором 1 с помощью ферромагнитопровода 3 и 4, вставляемого в заготовку 2 при разряде блока конденсаторов магнитно-импульсной установки. При этом ферромагнитопровод 3 и 4 намагничивается, значительно усиливая интенсивность поля внутри ферромагнитопровода 3 и 4, по сравнению с полем вне ферромагнитопровода 3 и 4. В результате сила давления импульсного магнитного поля возрастет, тем самым увеличивая деформацию заготовки 2. Значительное усиление импульсного магнитного поля за счет свойств ферромагнитопровода 3 и 4 позволяет уменьшить ток в индукторе 1, а следовательно, и энергоемкость операции при обеспечении заданной деформации заготовки 2. Поскольку магнитное поле оказывается сосредоточенным в основном в ферромагнитопроводе 3 и 4, можно, придавая ему соответствующую конфигурацию, сконцентрировать магнитное поле в нужном объеме системы "индуктор-заготовка".
Применение ферромагнитопровода в индукторе желательно, так как повышает деформационные показатели заготовок.
Таким образом, предлагаемое устройство позволяет повысить эффективность процесса магнитно-импульсной штамповки при одинаковом заряде энергией блоков конденсаторов и обеспечивает получение заданной деформации оболочки при снижении энергоемкости; увеличить деформацию заготовок в 1,5-2 раза по сравнению с традиционной схемой деформирования при одинаковых значениях запасаемой энергии, а также повышает кпд процесса.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК | 2002 |
|
RU2217258C1 |
| УСТАНОВКА ДЛЯ ОПЕРАЦИЙ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2002 |
|
RU2205717C1 |
| Устройство для магнитно-импульсной штамповки листовых материалов | 2016 |
|
RU2660505C2 |
| СПОСОБ И УСТРОЙСТВО ВИБРОМЕХАНИЧЕСКОЙ ОБРАБОТКИ МЕТАЛЛОВ ДАВЛЕНИЕМ | 2007 |
|
RU2374061C2 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2018 |
|
RU2693409C1 |
| Устройство для формоизменения трубчатой оболочки магнитно-импульсной штамповкой | 2021 |
|
RU2760970C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ БОЧКООБРАЗНОЙ ФОРМЫ | 2013 |
|
RU2548867C2 |
| УСТАНОВКА ДЛЯ ОПЕРАЦИЙ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ | 2002 |
|
RU2207212C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВОЛНОВОДНЫХ СЕКЦИЙ | 2003 |
|
RU2232450C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ТОНКОСТЕННЫХ ОСЕСИММЕТРИЧНЫХ ДЕТАЛЕЙ УСЕЧЕННОЙ СУЖАЮЩЕЙСЯ ФОРМЫ | 2013 |
|
RU2540287C2 |
Изобретение относится к области магнитно-импульсной обработки металлов и может быть использовано в машиностроении при получении осесимметричных оболочек из трубчатых заготовок. Устройство содержит рабочую обмотку и ферромагнитопровод. Обмотка выполнена с возможностью размещения ее снаружи обрабатываемой заготовки. Ферромагнитопровод выполнен таким образом, что один из его элементов размещен внутри обрабатываемой заготовки. Ферромагнитопровод может быть выполнен замкнутым О- или Ф-образным. В результате обеспечивается повышение эффективности магнитно-импульсного деформирования заготовок и получение заданной деформации при снижении энергоемкости процесса. 2 з.п. ф-лы, 3 ил.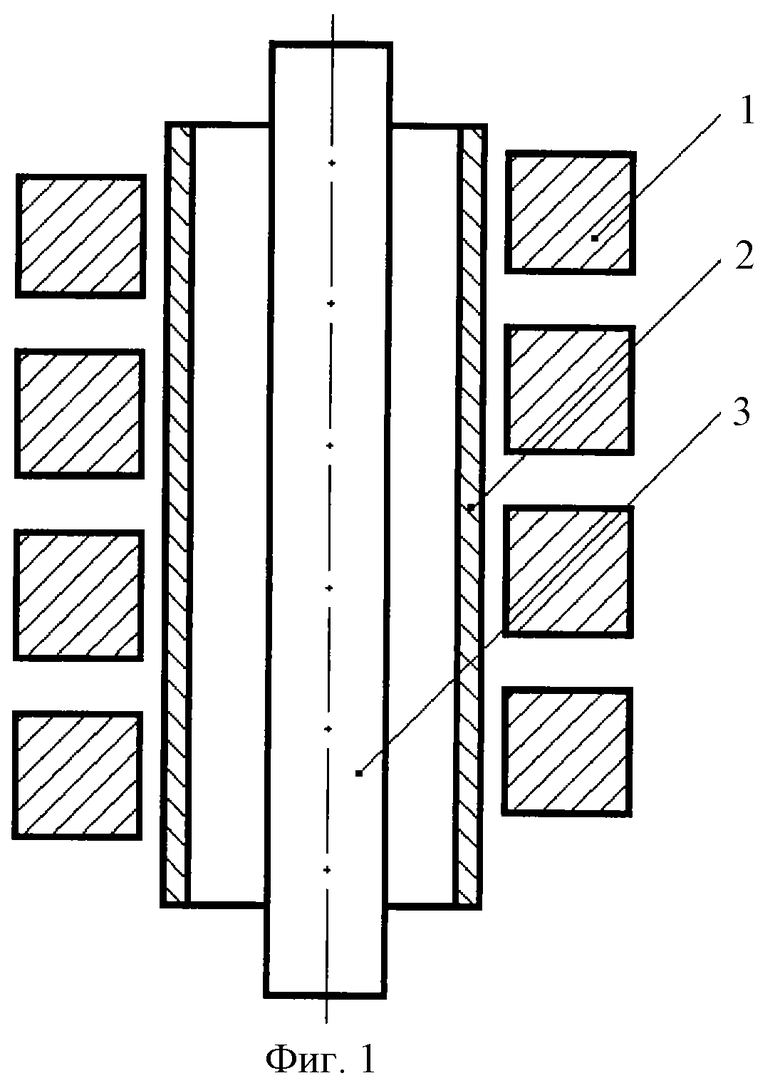
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ МЕТАЛЛОВ | 0 |
|
SU329934A1 |
| Индуктор для магнитно-импульсной обработки металлов | 1979 |
|
SU902921A1 |
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ШТАМПОВКИ ЗАГОТОВОК ИЗ МАТЕРИАЛОВ С НИЗКОЙ ЭЛЕКТРОПРОВОДНОСТЬЮ | 1991 |
|
RU2028853C1 |
| US 3447350, 03.06.1969 | |||
| Штанговый конвейер для перемещения длинномерных изделий | 1985 |
|
SU1283187A1 |

