Изобретение относится к области магнитно-импульсной обработки металлов и предназначено для использования в машиностроении при формообразовании трубчатых полуфабрикатов (заготовок).
Известна матрица для формовки деталей давлением импульсного магнитного поля [авторское свидетельство СССР 206525, кл. В 21 D 26/14, 1972], состоящая из матрицы, изготовленной из стали или пластмассы, вставки из металлической резины. В предлагаемой матрице в зону формовки помещают вставки из металлической резины, с целью увеличения ее стойкости и повышения точности изготовляемых деталей.
Однако известное устройство обладает недостатком, так как операция на практике выполняется с большей энергоемкостью от заданной в технических условиях, чтобы уменьшить процент брака готовых изделий. При этом происходит хоть и незначительный, но износ формы матрицы и индуктора.
Наиболее близким, принятым за прототип, является индуктор для магнитно-импульсной обработки металлов [авторское свидетельство СССР 541543, кл. В 21 D 26/14, 1977], содержащий многовитковую однослойную токоведушую спираль, проводящие штыри, и изоляцию. По концам штыри представляют собой единое тело, чем обеспечивается контакт всех штырей. Контакт коаксиального вывода со спиралью осуществлен на одном конце штырей. Коаксиальный вывод выполнен в виде изолированных от поверхности спирали штырей, равномерно расположенных по окружности и контактирующих между собой по концам.
Это устройство обладает недостатком потому, что при получении конусных деталей для такого индуктора требуется матрица. При этом происходит хоть и незначительный, но износ формы матрицы и индуктора, а также излишнее энергопотребление.
Задачей, на решение которой направлено настоящее изобретение, является повышение эффективности процесса магнитно-импульсного деформирования цилиндрических заготовок с целью получения конуса без применения формообразующей оснастки и получение заданной деформации оболочки при снижении энергоемкости.
Требуемая задача достигается тем, что в устройстве для магнитно-импульсного формообразования осесимметричных оболочек витки имеют постоянную ширину, а высота витка является переменной величиной. Получаемое при этом неравномерное магнитное поле деформирует заготовку. А также тем, что выявлена зависимость высоты витка h от его порядкового номера n h=(-0,25)•n4+3•n3-11,75•n2+18•n-6, которая позволяет получать заданную деталь (конус) за счет переменной высоты смежных витков индуктора.
Для формоизменения трубной заготовки был рассчитан и выполнен по выявленной зависимости стальной индуктор, у которого витки имеют постоянную ширину, а высота витка является переменной величиной.
В процессе разряда конденсаторной батареи установки в индукторе протекает большой и весьма неравномерно распределенный по сечению ток. Максимум плотности тока в витке индуктора смещен к его поверхности, расположенной к заготовке. Таким образом, силы, действующие на индуктор и заготовку, а следовательно, напряжения и деформации распределены также неравномерно.
За счет применения индуктора с переменным по высоте сечением витков достигается неравномерность магнитного поля, а, следовательно, и радиальных сил, воздействующих на заготовку. Получаемое при этом неравномерное магнитное поле деформирует заготовку.
Таким образом, достигается требуемый технический результат - повышение эффективности процесса магнитно-импульсного деформирования цилиндрических заготовок с целью получения конуса без применения формообразующей оснастки и получение заданной деформации оболочки при снижении энергоемкости.
Для пояснения описываемого устройства приведена схема деформирования осесимметричной трубчатой заготовки на раздачу с получением конусной детали без применения формообразующей оснастки.
На схеме представлено устройство для магнитно-импульсного формообразования осесимметричных оболочек, состоящее из стального индуктора 1 с переменным по высоте сечением витков, межвитковой изоляции 2, деформируемой заготовки 3, изолирующей втулки 4, токопроводящего стержня 5.
Функционирует предложенное устройство следующим образом.
В процессе разряда конденсаторной батареи установки в индукторе 1 протекает большой и весьма неравномерно распределенный по сечению витка ток, максимальная плотность которого в витке индуктора концентрируется на поверхности, расположенной ближе к заготовке 3. Причем плотность токов и соответственно радиальные силы в низком витке выше, чем в высоком витке, в зависимости от высоты витка. Поэтому деформация заготовки значительно больше там, где высота витков индуктора минимальна. За счет этого достигается неравномерность магнитного поля, а следовательно, и радиальных сил, воздействующих на заготовку. Таким образом, силы, действующие на индуктор 1 и заготовку 3, а следовательно, напряжения и деформации распределены также неравномерно. Получаемое при этом неравномерное магнитное поле деформирует цилиндрическую заготовку 3, получая конусную деталь при заданной деформации оболочки без применения формообразующей оснастки.
Таким образом, для получения из цилиндрической полой заготовки конической детали с минимальными энергозатратами предпочтительно использование индуктора с переменной высотой витка, рассчитанного и выполненного по выявленной зависимости. При этом энергоемкость формообразования трубчатых полуфабрикатов снижается, а полученное изделие имеет отклонения от требуемых геометрических размеров, в пределах допусков по соответствующим техническим условиям.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ МАГНИТНО-ИМПУЛЬСНОГО ФОРМООБРАЗОВАНИЯ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК | 2001 |
|
RU2203760C1 |
| Устройство для магнитно-импульсной штамповки полых заготовок | 1990 |
|
SU1759504A1 |
| Устройство для импульсной штамповки особо тонколистовых материалов | 2023 |
|
RU2833305C1 |
| Устройство для формообразования полых деталей с нагревом | 1983 |
|
SU1177004A1 |
| Способ изготовления полых осесимметричных тонкостенных деталей из алюминия | 1990 |
|
SU1738433A1 |
| ИНДУКТОР ДЛЯ МАГНИТНО-ИМПУЛЬСНОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗАГОТОВОК | 2021 |
|
RU2790582C1 |
| ПЛОСКИЙ СПИРАЛЬНЫЙ ИНДУКТОР СИЛЬНОГО МАГНИТНОГО ПОЛЯ (ВАРИАНТЫ) | 2016 |
|
RU2661496C2 |
| Цилиндрический индуктор | 1990 |
|
SU1804935A1 |
| СПОСОБ ШТАМПОВКИ ДЕТАЛЕЙ ИЗ МЕТАЛЛОВ И СПЛАВОВ И ПРЕСС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2015 |
|
RU2605011C1 |
| Устройство для формоизменения трубчатой оболочки магнитно-импульсной штамповкой | 2021 |
|
RU2760970C1 |
Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении деталей из трубчатых заготовок. Устройство содержит стальной индуктор, межвитковую изоляцию, изолирующие втулки и токопроводящий стержень. Витки индуктора имеют постоянную ширину. Высота витка является переменной величиной. Приведена зависимость высоты витка от его порядкового номера, которая позволяет получать заданную деталь за счет переменной высоты смежных витков. В результате обеспечивается получение заданной деформации оболочки без формообразующей оснастки при снижении энергоемкости. 1 з.п.ф-лы, 1 ил.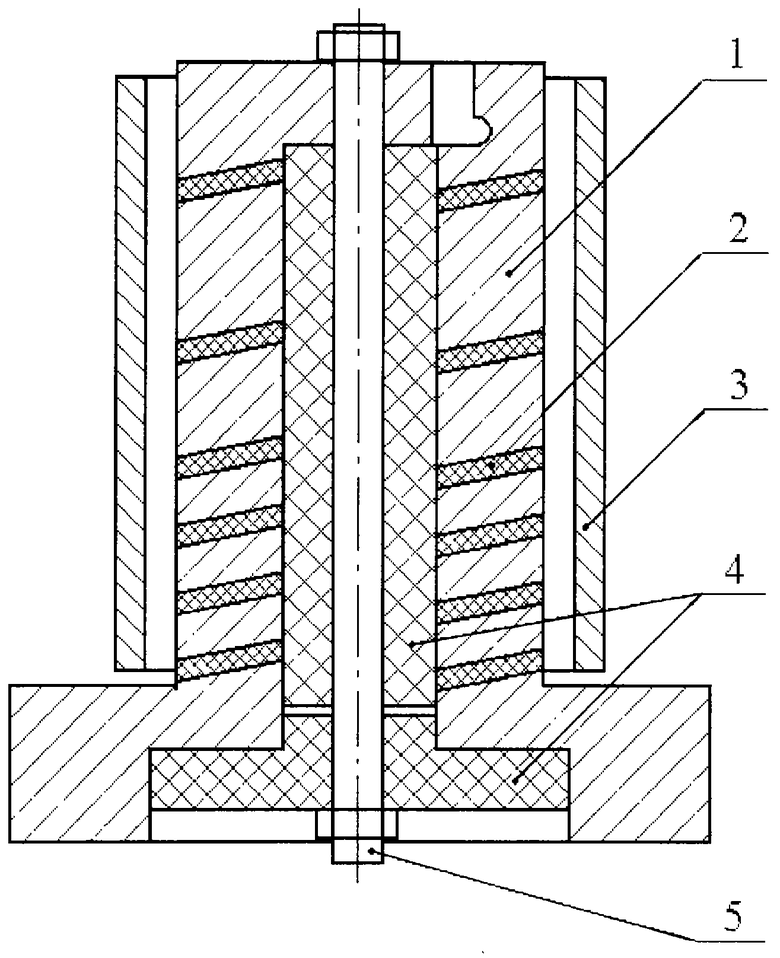
| Индуктор для раздачи трубчатых заготовок давлением импульсного магнитного поля | 1975 |
|
SU541543A1 |
| SU 1592078A1, 15.09.1990 | |||
| Способ определения скорости образования легкой фазы на поверхности парогазожидкостных систем | 1984 |
|
SU1206665A1 |
| US 3555867, 19.01.1971. | |||

