Изобретение относится преимущественно к металлургии для маркировки металлопродукции и может быть использовано в других отраслях народного хозяйства.
Известен способ маркировки металлопроката, согласно которому на поверхность изделия наносят символы посредством распыления краски через краскораспылитель [1].
Недостатки известного способа состоят в его низкой надежности и неуниверсальности, что сужает возможности его применения.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ маркировки стальных изделий, в частности листового проката, включающий нанесение на поверхность жидким красящим веществом символов через трафареты [2] - прототип.
Недостаток известного способа состоит в том, что форма, размеры и число наносимых символов ограничивается наличием трафаретов. Это снижает возможности маркировки. При нанесении символов с использованием трафаретов не исключается смазывание символов, ухудшение качества маркировки. Кроме того, маркировка через трафареты стальных изделий, имеющих высокую температуру после горячей прокатки, небезопасна.
Техническая задача, решаемая изобретением, состоит в расширении возможностей и повышении качества маркировки.
Для решения поставленной технической задачи в известном способе маркировки стальных изделий, включающем нанесение на поверхность жидким красящим веществом символов, согласно изобретению символы формируют из отдельных точек, которые последовательно наносят на поверхность направленным разбрызгиванием жидкого красящего вещества из распыляющих элементов, причем в процессе нанесения точек изделие и распыляющие элементы перемещают поступательно относительно друг друга. Время нанесения точки устанавливают обратно пропорционально скорости относительного поступательного перемещения.
Сущность изобретения состоит в следующем. Формирование символов из отдельных точек, которые последовательно наносят на поверхность стального изделия, обеспечивает получение изображения любых букв и цифр, в любой последовательности и в любом количестве, что расширяет возможности маркировки. Нанесение точек на поверхность направленным разбрызгиванием жидкого красящего вещества из распыляющих элементов исключает необходимость контакта деталей маркировщика с поверхностью стальных изделий, которые могут иметь высокую (до 1000oС) температуру. Перемещение изделия относительно распыляющих элементов используется для осуществления развертки во времени и обеспечивает возможность последовательного нанесения символов маркировки. Это позволяет применять маркировку непосредственно в технологических линиях металлургических агрегатов, например литого сляба в линии машины непрерывного литья заготовок. Кроме того, при бесконтактном нанесении маркировки исключается возможность смазывания символов (как при использовании трафаретов). Это повышает качество маркировки независимо от температуры стального изделия.
Дополнительно качество маркировки может быть повышено, если место нанесения маркировки на поверхность стального изделия будет предварительно очищено от окалины и других загрязнений. Например, при маркировке горячих слябов удалить легко отделяемую окалину можно с помощью скребка, прижатого к поверхности стального изделия.
На фиг. 1 изображена схема нанесения символа "l" при маркировке узкой грани движущегося сляба, на фиг.2 - схема нанесения символа "2" на поверхность неподвижного стального листа. Цифрами 1-7 обозначены номера распыляющих элементов (РЭ), разбрызгивающих импульсами жидкое красящее вещество. РЭ 1-7 объединены в блок 8. Позиция 9 - движущийся сляб; позиция 10 - неподвижный стальной лист.
Примеры реализации способа
1. На горизонтальном участке машины непрерывного литья заготовок радиального типа устанавливают неподвижно распыляющие элементы 1-7 (см. фиг.1), объединенные в блок 8. В качестве распыляющих элементов используют распылители с электромагнитными клапанами. Все РЭ направлены на боковую грань сляба, и между соплами истечения РЭ и боковой гранью сляба имеется воздушный зазор.
Непрерывнолитой сляб толщиной 250 мм с температурой поверхности от 600oС и более поступательно перемещают по рольгангу относительно РЭ со скоростью до 0,7 м/с. Для нанесения символа "1" из РЭ импульсно на поверхность сляба распыляют красящее вещество. Каждый импульс подачи красящего вещества из любого РЭ 1-7 оставляет на поверхности сляба против соответствующего РЭ точку. Длительность импульса подачи красящего вещества составляет 20 - 40 миллисекунд, диаметр каждой точки 20 мм. Точки наносятся из РЭ в следующей временной последовательности: 1; 1; 1 и 2; 3; 4; 5; 6; 6 и 7. В результате на боковой грани сляба из точек будет образован символ "1". Изменяя последовательность импульсной подачи красящего вещества из РЭ 1-7, с помощью точек наносят на боковую грань сляба 9 заданные буквенные и цифровые символы.
2. Над верхней поверхностью горизонтально лежащего неподвижного листа 9 перемещают поступательно блок 8 РЭ 1-7. Скорость перемещения блока 8 форсунок составляет от 0,5 до 1,5 м/с. Температура поверхности листа 10 составляет от -10 до +200 oС. Для нанесения символа "2" из РЭ импульсно на поверхность листа распыляют красящее вещество. Каждый импульс подачи красящего вещества из любого РЭ 1-7 оставляет на поверхности листа против соответствующего РЭ точку. Длительность импульса подачи красящего вещества составляет 2-12 миллисекунд, диаметр каждой точки 4-15 мм. РЭ включают в работу в следующей последовательности: 1; 1; 1; 1; 1 и 3 и 4 и 5; 2 и 3 и 6; 7; 7; 6 и 7. Совокупность точек на поверхности листа образует символ "2" маркировки. Аналогичным образом формируют последовательно все остальные символы маркировки листа.
3. Те же операции, что в примере 1, только перед нанесением маркировки к боковой грани движущегося сляба 9 прижимают скребок, который удаляет окалину в зоне последующей маркировки. Благодаря этому повышается качество маркировки (улучшается читаемость символов, повышается стойкость маркировки при хранении и транспортировках сляба).
Технико-экономические преимущества предложенного способа маркировки стальных изделий состоят в его универсальности, т.е. он позволяет наносить любые буквенно-цифровые символы, сформированные из отдельных точек, только за счет изменения во времени последовательности импульсной подачи красящего вещества из распыляющих элементов. Число символов в маркировке неограничено. Кроме того, маркировка может производиться непосредственно в процессе транспортирования изделий в технологическом потоке без их остановки и ухудшения качества символов. Способ легко поддается автоматизации. Дополнительная очистка стального изделия от окалины и других загрязнений перед разбрызгиванием жидкого красящего вещества также способствует повышению качества маркировки.
Литература
1. Авт. свид. СССР 1627299, МПК В 21 С 51/00, В 21 В 15/00, 1991 г.
2. А.И. Целиков и др. Машины и агрегаты металлургических заводов. Т.3. - М.: Металлургия, 1981 г., с. 421 - прототип.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАРКИРОВКИ ИЗДЕЛИЙ | 2005 |
|
RU2312725C2 |
| СПОСОБ МАРКИРОВКИ ПОВЕРХНОСТИ ШЕЙКИ РЕЛЬСА | 2009 |
|
RU2414316C1 |
| Способ маркировки трубных изделий, трубное изделие с маркировкой и система идентификации трубных изделий | 2015 |
|
RU2615329C1 |
| УСТРОЙСТВО ДЛЯ ЗАЧИСТКИ И ТОЧЕЧНОЙ МАРКИРОВКИ ПОВЕРХНОСТИ МЕТАЛЛА КРАСКОЙ | 2000 |
|
RU2171727C1 |
| ТЕРМОСТОЙКАЯ КРАСКА | 2004 |
|
RU2277562C1 |
| УСТРОЙСТВО ДЛЯ КЛЕЙМЕНИЯ НЕПРЕРЫВНОЛИТОГО СЛИТКА | 1996 |
|
RU2111832C1 |
| ТЕРМОСТОЙКАЯ КРАСКА ДЛЯ ОКРАШИВАНИЯ МЕТАЛЛИЧЕСКИХ ПОВЕРХНОСТЕЙ | 2000 |
|
RU2181738C1 |
| СПОСОБ ЗАЩИТЫ ПОВЕРХНОСТИ МЕТАЛЛА ОТ ОКИСЛЕНИЯ (ВАРИАНТЫ) И СОСТАВ ДЛЯ ИХ ОСУЩЕСТВЛЕНИЯ | 1997 |
|
RU2137862C1 |
| СПОСОБ ХИМИКО-ТЕРМИЧЕСКОЙ ОБРАБОТКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2000 |
|
RU2180017C1 |
| ПРИПОЙНАЯ ПАСТА | 2010 |
|
RU2438845C1 |

Изобретение относится преимущественно к металлургии и может быть использовано для маркировки слябов и листов в технологической линии машины непрерывного литья заготовок или листового прокатного стана. Технический результат - повышение качества маркировки. Способ включает нанесение на поверхность стальных изделий символов жидким красящим веществом. Для решения поставленной технической задачи символы маркировки формируют из отдельных точек, которые последовательно наносят на поверхность разбрызгиванием жидкого красящего вещества из распыляющих элементов, причем в процессе нанесения точек стальное изделие и распыляющие элементы перемещают поступательно относительно друг друга. Время нанесения точки устанавливают обратно пропорционально скорости относительно поступательного перемещения. Возможен вариант реализации способа, согласно которому перед разбрызгиванием жидкого красящего вещества поверхность стального изделия очищают от окалины или других загрязнений. 1 з.п. ф-лы, 2 ил.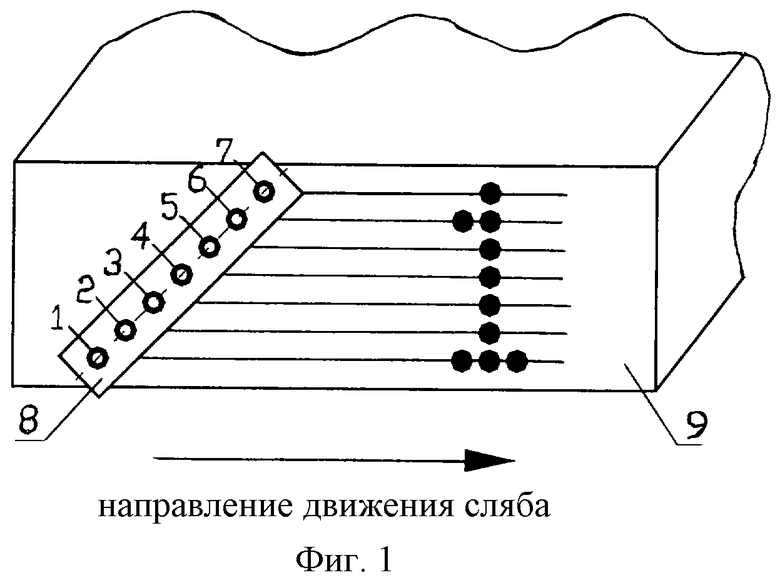
| Устройство для маркирования труб | 1990 |
|
SU1771433A3 |
| Устройство для маркирования проката | 1985 |
|
SU1353552A1 |
| СПОСОБ ЭКСПЕРИМЕНТАЛЬНОЙ ОЦЕНКИ РАСПРЕДЕЛЕНИЯ НАГРУЗОК В ЗУБОАЛЬВЕОЛЯРНОМ КОМПЛЕКСЕ ПРИ ИСПОЛЬЗОВАНИИ ОРТОДОНТИЧЕСКИХ КОНСТРУКЦИЙ | 2016 |
|
RU2618888C1 |
| Приспособление для монтажа надколонной плиты перекрытия | 2018 |
|
RU2716626C1 |
| Способ изготовления консистентный изоляционной парафиновой смазки | 1935 |
|
SU47030A1 |
