Изобретение относится преимущественно к металлургии и может быть использовано для маркировки слябов, листов, сортового проката в технологической линии машины непрерывного литья заготовок, листового прокатного стана или стана сортового проката, а также в других отраслях народного хозяйства.
Известен способ маркировки металлопроката, согласно которому на поверхность изделия наносят символы посредством распыления краски через краскораспылитель [1]. Недостатки известного способа состоят в низкой надежности и неуниверсальности, что сужает возможности его применения.
Еще одним способом маркировки стальных изделий, в частности листового проката, является способ, включающий нанесение на поверхность жидким красящим веществом символов через трафарет [2].
Недостаток известного способа состоит в том, что форма, размеры и число наносимых символов ограничивается наличием трафаретов. Это снижает возможности маркировки. При нанесении символов с использованием трафаретов не исключается смазывание символов, ухудшение качества маркировки. Кроме того, маркировка через трафареты стальных изделий, имеющих высокую температуру после горячей прокатки, небезопасна.
Наиболее близким по своей технической сущности и достигаемым результатам к предлагаемому изобретению является способ маркировки стальных изделий, включающий нанесение на поверхность жидким красящим веществом символов, по которому символы формируют из отдельных точек, которые последовательно наносят на поверхность разбрызгиванием жидкого красящего вещества из распыляющих элементов, причем в процессе нанесения точек изделие и распыляющие элементы перемещаются поступательно относительно друг друга [3 - прототип].
Недостаток известного способа состоит в том, что наносятся арабские цифры и буквы, распознавание которых системами автоматики для последующего ввода в базу данных учета готовой продукции представляет собой довольно сложную и дорогостоящую задачу, которая, в свою очередь, не обеспечивает на 100% достоверный результат. Символы формируются из матрицы 5×7 точек, при отсутствии в знаке 1 и более точек распознавание знака человеком затруднено, а для автоматики достоверность результата становится еще меньше.
Техническая задача, решаемая изобретением, состоит в расширении возможностей по автоматизации учета готовой продукции.
Способ включает нанесение на поверхность изделий штрихов жидким красящим веществом.
Для решения поставленной технической задачи символы маркировки формируются из отдельных эллипсов, которые последовательно наносятся на поверхность разбрызгиванием жидкого красящего вещества из распыляющих элементов, причем в процессе нанесения эллипсов стальное изделие и распыляющие элементы перемещаются относительно друг друга.
Сущность изобретения состоит в следующем. На поверхность, например, стального изделия формируются штрихи различной высоты. Высота штриха кратна расстоянию между соседними распыляющими элементами. В результате чего мы получаем многоуровневый штрих-код (фиг.1). Количество уровней равно количеству распыляющих элементов. За счет применения кода с большой избыточностью, даже при потере нескольких штрихов в маркировке, всегда есть возможность воспроизвести нанесенную маркировку и передать ее в базу данных для дальнейшей обработки. Нанесение штрихов на поверхность направленным разбрызгиванием жидкого красящего вещества из распыляющих элементов исключает необходимость контакта деталей маркировщика с поверхностью изделий, которые могут иметь высокую (до 1000°С) температуру. Перемещение изделия относительно распыляющих элементов используется для осуществления развертки во времени и обеспечивает возможность последовательного нанесения штрихов маркировки. Это позволяет применять маркировку непосредственно в технологических линиях металлургических агрегатов, например литого сляба в линии машины непрерывного литья заготовок. Кроме того, при бесконтактном нанесении маркировки исключается возможность смазывания символов (как при использовании трафаретов). Это повышает качество маркировки независимо от температуры стального изделия.
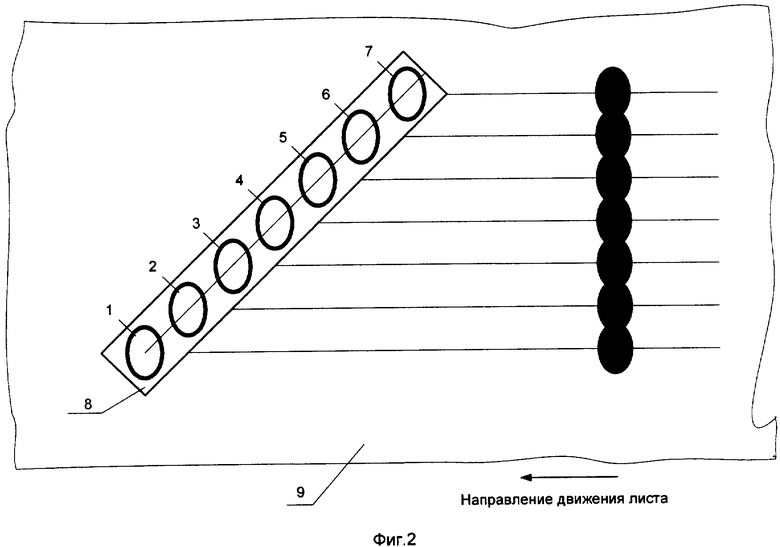
На фиг.2 изображена схема нанесения штриха максимальной высоты при маркировке движущегося листа. Цифрами 1-7 обозначены номера распыляющих элементов (РЭ), разбрызгивающих импульсами жидкое красящее вещество. РЭ 1-7 объединены в блок 8. Позиция 9 - движущийся лист.
Примеры реализации способа
1. На конечном участке машины поперечной резки рулонов устанавливают неподвижно распыляющие элементы 1-7 (см. фиг.2), объединенные в блок 8. В качестве распыляющих элементов используют распылители с электромагнитными клапанами. Все РЭ направлены на плоскость листа, и между соплами истечения РЭ и боковой гранью сляба имеется воздушный зазор.
Лист поступательно перемещают по рольгангу относительно РЭ со скоростью до 1,5 м/с. Для нанесения штриха из РЭ импульсно на поверхность листа распыляют красящее вещество. Каждый импульс подачи красящего вещества из любого РЭ 1-7 оставляет на поверхности листа против соответствующего РЭ эллипс. Эллипсы наносятся из РЭ в следующей временной последовательности: 1; 2; 3; 4; 5; 6; 7. В результате на листе из эллипсов будет образован штрих максимальной высоты.
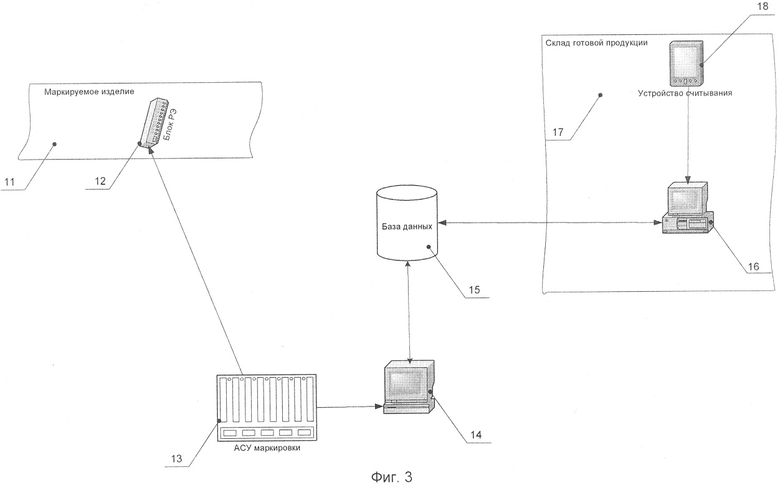
2. На Фиг.3 показана схема маркировки автоматизированного учета продукции. Блок распыляющих элементов 12 управляется промышленным контроллером 13, который, в свою очередь, подключен к АСУ верхнего уровня 14. При нанесении очередной маркировки на изделие 11 автоматически информация о замаркированном изделии заносится в базу данных 15 и автоматизированную систему 16 управления складом. Когда изделия попадают на склад готовой продукции 17, считывающее устройство 18, расположенное на кране, перемещающем изделия, считывает информацию и передает в базу данных, что позволяет вести 100% контроль поступления готовой продукции на склад, а кладовщику иметь полную информацию об ассортименте, количеству продукции и месте нахождения ее на складе.
Технико-экономические преимущества предложенного способа маркировки стальных изделий состоят в его универсальности, т.е. он позволяет автоматизировать процесс считывания маркировки и создания базы данных учета выпущенной продукции, позволяет оперативно получать информацию об ассортименте и количестве продукции на складе, а также минимизирует время поиска нужного изделия, так как место складирования каждого изделия автоматически заносится в базу данных склада. Применение кода с большой избыточностью позволяет полностью восстановить всю информацию даже при потере части маркировки.
Источники информации
1. Авт. свид. СССР 1627299, МПК В21С 51/00, В21В 15/00, 1141.
2. А.И.Целиков и др. Машины и агрегаты металлургических заводов. Т.З. - М.: Металлургия, 1981, 421.
3. Авт. свидетельство RU 2204453 С1, В21С 51/00 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ МАРКИРОВКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2204453C1 |
| Способ маркировки трубных изделий, трубное изделие с маркировкой и система идентификации трубных изделий | 2015 |
|
RU2615329C1 |
| Устройство для маркирования изделий краской | 1989 |
|
SU1785463A3 |
| СПОСОБ МАРКИРОВКИ ПОВЕРХНОСТИ ШЕЙКИ РЕЛЬСА | 2009 |
|
RU2414316C1 |
| Способ скрытой маркировки продукта и его идентификации | 2016 |
|
RU2621969C1 |
| Устройство для маркировки поверхностей | 1989 |
|
SU1704845A1 |
| СПОСОБ ВНЕСЕНИЯ ДОПОЛНИТЕЛЬНОЙ ТЕХНОЛОГИЧЕСКОЙ ИНФОРМАЦИИ В ИДЕНТИФИКАЦИОННУЮ НЕВОСПРОИЗВОДИМУЮ МЕТКУ | 2007 |
|
RU2397845C2 |
| ТЕРМОСТОЙКАЯ КРАСКА | 2004 |
|
RU2277562C1 |
| СПОСОБ ПОЛУЧЕНИЯ ЧУГУНА, СТАЛИ ЗАГОТОВОК И ИЗДЕЛИЙ ИЗ НИХ С ИСПОЛЬЗОВАНИЕМ ДОМЕННОГО, СТАЛЕПЛАВИЛЬНОГО И ПРОКАТНОГО ПРОИЗВОДСТВ НА МЕТАЛЛУРГИЧЕСКОМ ПРЕДПРИЯТИИ | 1998 |
|
RU2131930C1 |
| АВТОНОМНОЕ МОБИЛЬНОЕ УНИВЕРСАЛЬНОЕ УСТРОЙСТВО, ОБЕСПЕЧИВАЮЩЕЕ ОДНОВРЕМЕННО СЧИТЫВАНИЕ ШТРИХОВЫХ КОДОВ И RFID-МЕТОК И ОДНОВРЕМЕННУЮ ФИКСАЦИЮ РЕАЛЬНОГО ВРЕМЕНИ И ГЕОГРАФИЧЕСКИХ КООРДИНАТ МЕСТА СКАНИРОВАНИЯ | 2014 |
|
RU2580989C1 |
Изобретение относится преимущественно к металлургии и может быть использовано для маркировки слябов, листов, сортового проката в технологической линии машины непрерывного литья заготовок, листового прокатного стана или стана сортового проката, а также в других отраслях народного хозяйства. Технический результат - расширение возможностей по автоматизации учета готовой продукции. Способ включает нанесение на поверхность изделий штрихов жидким красящим веществом. Символы маркировки формируются из отдельных эллипсов, которые последовательно наносятся на поверхность разбрызгиванием жидкого красящего вещества из распыляющих элементов, причем в процессе нанесения эллипсов изделие и распыляющие элементы перемещаются относительно друг друга. На поверхности формируются штрихи различной высоты. Высота штриха кратна расстоянию между соседними распыляющими элементами. В результате чего получается многоуровневый штрих-код. За счет применения кода с большой избыточностью, даже при потере нескольких штрихов в маркировке, всегда есть возможность воспроизвести нанесенную маркировку и передать ее в базу данных для дальнейшей обработки. Маркировка при помощи штрих-кода позволяет автоматизировать процесс считывания и ввода информации в базу данных для дальнейшего учета продукции. 1 з.п. ф-лы, 3 ил.
| СПОСОБ МАРКИРОВКИ СТАЛЬНЫХ ИЗДЕЛИЙ | 2001 |
|
RU2204453C1 |
| Устройство для маркирования труб | 1990 |
|
SU1771433A3 |
| Устройство для маркирования проката | 1985 |
|
SU1353552A1 |
| СПОСОБ ЭКСПЕРИМЕНТАЛЬНОЙ ОЦЕНКИ РАСПРЕДЕЛЕНИЯ НАГРУЗОК В ЗУБОАЛЬВЕОЛЯРНОМ КОМПЛЕКСЕ ПРИ ИСПОЛЬЗОВАНИИ ОРТОДОНТИЧЕСКИХ КОНСТРУКЦИЙ | 2016 |
|
RU2618888C1 |
| Приспособление для монтажа надколонной плиты перекрытия | 2018 |
|
RU2716626C1 |
| Способ изготовления консистентный изоляционной парафиновой смазки | 1935 |
|
SU47030A1 |

