11296704
Изобретение относится к способам стыкового соединения те рмоупрочнен- ных арматурных стержней при изготовлении железобетонных конструкций.
Целью изобретения является повыше- 5 ние прочности стыка путем уменьшения термического разупрочнения стержней.
На фиг. 1 изображен стык арматурных стержней; на фиг. 2 - разрез А-А на фиг. 1.
Для соединения арматурные стержни 1 и 2 устанавливают встык с зазором и на их концы накладывают парные накладки 3 и 4, длина каждой из кото10
Длина участков швов переменного сечения, равная 1,5 диаметра-стыкуе- мых арматурных стержней, принята исходя из условия восприятия сечением швов части усилия, равного потерянной несущей способности арматурного стержня вследствие разупрочнения в зоне наложения швов полного расчетного сечения. При большей длине участков пришлось бы увеличивать длину накладок.
Ускоренное охлаждение сварных швов обеспечивает меньшее проникновение тепла в зону термического влиярых составляет 14 диаметров стержней. 5 ния стержней. Поскольку за один при20
25
Накладки смещают по длине относительно друг друга на 2 диаметра стержней. После этого накладки соединяют с концами стержней сварными швами, которые накладывают встречно с перекрестным чередованием с концов одной и другой накладок; сначала шов накладывают с ко1п;а 5 накладки 3, а затем встречно с конца б накладки 4, после этого со- ответственно с конца 7 накладки 4, а затем с конца 8 накладки 3.
Пачальные участки 9 вст речных сварных швов накладывают с последо .вательно увеличивающимся сечением, после чего накладывают шов с постоян-30 ным расчетным сечением. Длину калодо- го начального участка 9 швов принимают равной 1,5 диаметра стержней. Охлаждение каждой пары перекрестно наложенных швов производят ускоренно в 35 струе сжатого воздуха.
Принятые параметры способа опред - лены из следующих условий.
При встречно-перекрестном наложеем накладывают два шва, расположенных противоположно в перекрестном по рядке, то они затем одновременно охлаждаются в струе сжатого воздуха, которую подают после сварки первой, а затем второй пары швов. На заводах сборного железобетона имеются трубопроводы для подачи сжатого воздуха к сварочным машинам. Если подсоединить шланг к этому трубопроводу, закрепить его над столом сварщика, то затем можно к нему подавать сваренный стык для охлаждения.
Изобретение позволяет уменьшить термиче-.ское разупрочнение сваривае- термоупрочненных арматурных стержней за счет уменьшения температуры нагрева стержней при наложении сварных швов.
Формула изобретения
1. Способ стыкового соединения ар матурных стержней, включающий нало-
НИИ сварных швов обеспечивается мень-40 жение на соединяемые концы стержней
ший нагрев по сечению стерлсня, снижаются сварочные напряжения. Такой поорядок наложения швов применяется при
сварке высокопрочных арматурных сталей .
От объема наплавленного металла, т.е. от величины сечения сварных швов, зависит количество введенного тепла и, следовательно, температура нагрева стержней и их разупрочнение. Особенно опасно разупрочнение в начале сварных швов. Поэтому, накладывая с торца накладки шов меньшего сечения, тем самым обеспечивают нагрев стержней в этой зоне до температуры меньшей, чем это допускается для термически упрочненных арматурны сталей.
5
0
Длина участков швов переменного сечения, равная 1,5 диаметра-стыкуе- мых арматурных стержней, принята исходя из условия восприятия сечением швов части усилия, равного потерянной несущей способности арматурного стержня вследствие разупрочнения в зоне наложения швов полного расчетного сечения. При большей длине участков пришлось бы увеличивать длину накладок.
Ускоренное охлаждение сварных швов обеспечивает меньшее проникновение тепла в зону термического влия5 ния стержней. Поскольку за один при
ем накладывают два шва, расположенных противоположно в перекрестном порядке, то они затем одновременно охлаждаются в струе сжатого воздуха, которую подают после сварки первой, а затем второй пары швов. На заводах сборного железобетона имеются трубопроводы для подачи сжатого воздуха к сварочным машинам. Если подсоединить шланг к этому трубопроводу, закрепить его над столом сварщика, то затем можно к нему подавать сваренный стык для охлаждения.
Изобретение позволяет уменьшить термиче-.ское разупрочнение сваривае- термоупрочненных арматурных стержней за счет уменьшения температуры нагрева стержней при наложении сварных швов.
Формула изобретения
1. Способ стыкового соединения арматурных стержней, включающий нало-
5
0
5
парных накладок со смещением по длине относительно другдруга и соединение их с концами стержней сварными швами, которые накладывают встречно с перекрестным чередованием с концов одной и другой накладок, отличающийся тем, что, с целью повышения прочности стыка путем уменьшения термического разупрочнения стержней, шов вьптолняют с начальными участками, которые накладывают с постепен- ньм увеличением сечения до постоянного расчетного сечения средней части.2. Способ по п. 1,отличаю- щ и и с я тем, что длина каждого начального участка шва с увеличиваюш им- ся сечением составляет не менее 1,5 диаметра стержней.
Редактор М. Циткина
Составитель В, Герасимов
Техред В.Кадар Корректор О. Луговая
Заказ 726/35 Тираж 666Подписное
ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г. Ужгород, ул. Проектная, 4
Фиг,.2.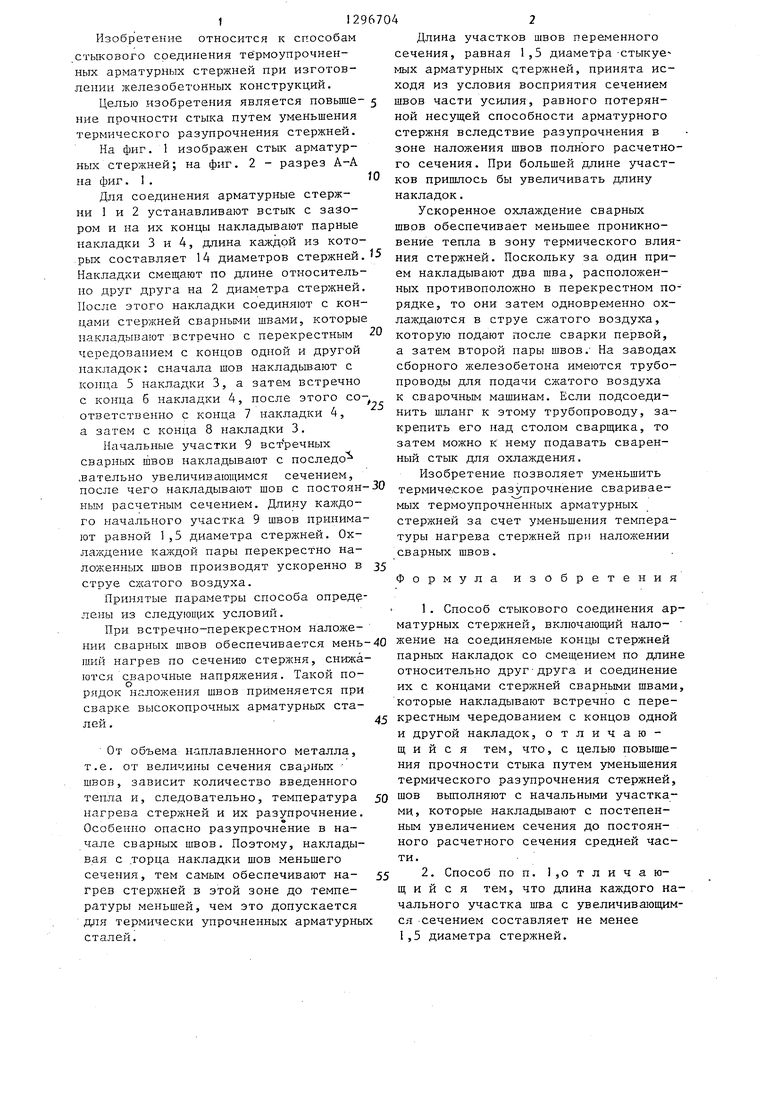
| название | год | авторы | номер документа |
|---|---|---|---|
| СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ И СПОСОБ ЕГО ПОЛУЧЕНИЯ | 2000 |
|
RU2204465C2 |
| СПОСОБ ПОЛУЧЕНИЯ СТЫКОВОГО СВАРНОГО СОЕДИНЕНИЯ АРМАТУРНЫХ СТЕРЖНЕЙ | 2012 |
|
RU2520285C1 |
| СТЫКОВОЕ СВАРНОЕ СОЕДИНЕНИЕ | 2011 |
|
RU2481179C2 |
| СПОСОБ УДЛИНЕНИЯ СВАИ | 2012 |
|
RU2499655C1 |
| РАМА БОКОВАЯ ТЕЛЕЖКИ ГРУЗОВОГО ВАГОНА ШТАМПОСВАРНОЙ КОНСТРУКЦИИ И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2014 |
|
RU2566798C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2006 |
|
RU2337802C2 |
| Способ стыковки арматурных стержней при монтаже железобетонных изделий | 2022 |
|
RU2788667C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ВАЛА | 2009 |
|
RU2420386C2 |
| Конструкция стыка для сварки с остающейся накладкой | 1975 |
|
SU556916A1 |
| Стыковое соединение железобетонных элементов (его варианты) | 1985 |
|
SU1585475A1 |
Изобретение позволяет уменьшить термическое разупрочнение стержней. Для соединения арматурные стержни 1 и 2. устанавливают встык с зазором и на их концы накладывают парные накладки 3 и 4, смещенные по длине относительно друг друга на 2 диаметра стержней. Накладки соединяют с концами стержней сварными швами, которые накладывают встречно с перекрестным чередованием концов парных накладок. Начальные участки 9 встречных швов накладывают с последовательно увеличивающимся сечением, после чего накладывают шов с постоянным расчетным сечением. 1 з.п. ф-лы. 2 ил. (Л to со О5 о 4; Фие.1
| Стык стержней из металла с ограниченной свариваемостью | 1978 |
|
SU667660A1 |
| Очаг для массовой варки пищи, выпечки хлеба и кипячения воды | 1921 |
|
SU4A1 |
| Бердичевский Г.И | |||
| и др | |||
| Справочник по производству сборных железобетонных изделий | |||
| М.: Стройиздат, 1982, с | |||
| Клапанный регулятор для паровозов | 1919 |
|
SU103A1 |
| Походная разборная печь для варки пищи и печения хлеба | 1920 |
|
SU11A1 |
