Изобретение относится к устройствам для гофрирования листового материала методом гибки и может быть использовано при производстве легкого заполнителя для многослойных панелей, элементов фильтров и упаковочного материала.
Известно устройство для изготовления зигзагообразного гофра, содержащее возвратно-поступательно перемещаемые по основанию в направляющих формующие элементы, расположенные по обе стороны от формуемого материала (Патент США 3992162, МКИ В 32 В 15/00, 1977 г.) - [1].
Недостатками данного устройства являются сложность его конструкции, высокая трудоемкость изготовления формующих элементов, а также невозможность изготовления зигзагообразного гофра с большой амплитудой зигзагообразных линий.
Известно устройство для гофрирования листового материала, содержащее систему верхних и нижних пуансонов, установленных в корпусе по обе стороны от заготовки, и имеющее привод в виде поршня (А.С. СССР 1690903, МКИ В 21 D 13/02, 1991 г.) - [2].
Недостатком данного устройства являются низкое качество гофрированного изделия, так как в результате трения между внутренней поверхностью корпуса и плоскими формующими элементами в виде параллелограммов усилие формообразования со стороны элементов на заготовку распределяется неравномерно по ее площади, что отражается на качестве гофрированного изделия.
Известно устройство для гофрирования ленточного материала, содержащее встречно и возвратно-поступательно перемещаемые по станине в направляющих держатели со смонтированными в них формующими элементами с ножом и фиксирующими элементами, расположенными по обе стороны от формуемого материала, снабженное вторым формующим элементом с ножом, закрепленным в держателе с другой стороны материала относительно первого формующего элемента (а.с. 474377, МКИ В 21 D 31/00, 1975 г.) - [3].
Недостатками указанного устройства и способа его работы являются сложность конструкции фиксирующих и формующих элементов, состоящих из большого количества ножей, сложность рабочих движений, невозможность изготовления качественного зигзагообразного гофра, так как способ предусматривает вытяжку материала заготовки, что ведет к нарушению внутренней структуры материала.
Известно устройство для гофрирования листового материала, содержащего систему верхних и нижних пуансонов, установленных по обе стороны от заготовки с приводом в виде разъемной вакуумной камеры, образуемой мешком из газонепроницаемого материала и узлом подъема верхней системы пуансонов в виде рамы, состоящей из поперечных и продольных направляющих, шарнирно соединенных с верхней системой пуансонов через узлы скольжения (Патент 2118217, МКИ В 21 D 13/00, 1998 г.) - [4].
Недостатком данного изобретения является: сложность герметизации разъемной вакуумной камеры со стороны подачи заготовки в рабочую зону при многократно повторяющемся производственном цикле установки заготовки и съема готовой детали, ограничение возможностей формования из заготовок, с повышенной жесткостью, т. к. усилия формообразования со стороны пуансонов на заготовку определяются разностью давлений снаружи и изнутри вакуумной камеры, т.е. ограничены давлением в одну атмосферу.
В качестве прототипа выбрано известное устройство для гофрирования листового материала, содержащее системы верхних и нижних пуансонов, установленных в корпусе по обе стороны от заготовки и имеющих привод в виде разъемной вакуумной камеры, жесткие фиксаторы формы, выполненные в виде плит с формой рабочей поверхности, соответствующей первоначальной форме систем пуансонов, привод подъема верхнего фиксатора и верхней части корпуса, выполненный в виде силовых цилиндров, установленных на основании (Патент 1755999, МКИ В 21 D 13/02, 1992 г.) - [5].
Способ работы устройства включает в себя следующие операции: подъем в крайнее верхнее положение верхней части корпуса вместе с верхней системой пуансонов и верхнего фиксатора формы. На поверхность, образованную линиями выступов нижней системы пуансонов, укладывается листовая заготовка. Верхняя часть корпуса опускается и прижимается через герметичный жгут к нижней, одновременно с этим опускается верхний фиксатор формы и прижимает пакет, состоящий из верхней системы пуансонов, листовой заготовки и нижней системы пуансонов, к нижнему фиксатору формы. При этом происходит ориентация верхней и нижней системы пуансонов по жестким фиксаторам формы и герметизация вакуумной камеры. Затем системы пуансонов освобождаются от жестких носителей формы - фиксаторов, происходит подъем систем пуансонов над нижним фиксатором и подъем верхнего фиксатора формы. Из вакуумной камеры откачивается воздух, вследствие чего под действием атмосферного давления формующие элементы систем пуансонов изгибают заготовку по линиям выступов нижней системы пуансонов и линиям впадин верхней системы пуансонов. На заключительном этапе вакуумная камера соединяется с атмосферой. Верхняя часть корпуса вместе с верхней системой пуансонов приводится в крайнее верхнее положение, и готовое изделие извлекается из устройства. Подъем и опускание верхней части корпуса и жестких фиксаторов формы осуществляется с помощью системы пневмоцилиндров.
Недостатками данного устройства является:
- низкая надежность герметизации по периметру вакуумной камеры в условиях многократно повторяющегося цикла ее замыкания и размыкания при установке заготовки и съеме детали;
- ограничение по формованию деталей из заготовок повышенной жесткости (большой толщины или из прочного материала), т.к. усилия формообразования со стороны пуансонов на заготовку определяются разностью давлений снаружи и изнутри вакуумной камеры. При вакуумном силовом приводе эта разность давлений не может превысить одной атмосферы.
Данное изобретение решает задачу повышения надежности и производительности устройства при одновременном упрощении его конструкции, а также расширения его технологических возможностей.
Поставленная задача решается тем, что в устройстве для гофрирования листового материала, содержащем установленный на основании корпус, выполненный из подвижной верхней части и стационарной нижней, механизм подъема верхней части, размещенные внутри корпуса системы верхних и нижних пуансонов, каждая из которых выполнена из одинаковых плоских формующих элементов в виде параллелограммов, шарнирно соединенных один с другим по их сторонам, газонепроницаемую ткань, а также механизм фиксации систем пуансонов и привод системы пуансонов, для повышения надежности устройства и возможности гофрирования листового материала с широким диапазоном жесткостных параметров привод систем пуансонов выполнен в виде двух герметичных камер с возможностью подачи в них избыточного давления, каждая из которых образована соответствующей системой верхних и нижних пуансонов, соединенной газонепроницаемой эластичной тканью по периметру с соответствующей частью корпуса, а зоной формообразования является полость, между системами пуансонов, связанная с атмосферой.
На фиг. 1 показана готовая деталь, зигзагообразный гофр; фиг.2 - общий вид установки с опущенной верхней частью корпуса; фиг.3 - общий вид установки с поднятой верхней частью корпуса; фиг.4 - поперечное сечение корпуса устройства: а - в момент укладки заготовки; б - в замкнутом состоянии; в - в процессе формообразования; фиг.5 - нижняя и верхняя система пуансонов с фиксаторами: а - схема ориентации верхней и нижней системы пуансонов по фиксаторам; б - фрагмент системы пуансонов.
Устройство содержит систему верхних и нижних пуансонов, каждая из которых выполнена из одинаковых плоских формующих элементов в виде параллелограммов, шарнирно соединенных один с другим по их сторонам и образующих гофрированную поверхность. Верхний и нижний фиксаторы выполнены в виде многозвенников, состоящих из плоских элементов, шарнирно соединенных друг с другом с образованием гофра. Верхний и нижний фиксаторы соединены посредством цилиндрических шарниров с системами верхних и нижних пуансонов соответственно. На поверхности фиксаторов закреплены упругие элементы (такая конструкция фиксаторов была использована в [4]).
Системы пуансонов установлены в верхней подвижной и нижней стационарной частях корпуса с помощью продольных и поперечных трубчатых направляющих. Продольные трубчатые направляющие имеют возможность плоскопараллельного перемещения в горизонтальной и вертикальной плоскостях, размещаясь своими концами в пазах верхней и нижней части корпуса. Поперечные направляющие с помощью узлов скольжения соединены с продольными направляющими и имеют возможность плоскопараллельного перемещения вдоль продольных направляющих. Системы верхних и нижних пуансонов крепятся к направляющим с помощью узлов скольжения.
Привод системы пуансонов выполнен в виде верхней и нижней неразъемных герметичных камер, образованных соответствующими частями корпуса, системами пуансонов и газонепроницаемой эластичной тканью с возможностью подачи избыточного давления в каждую из камер.
Механизм подъема верхней части корпуса состоит из перекрещивающихся шарнирно соединенных штанг, приводимых в движение пневмоцилиндрами.
На фиг.1-5 цифрами обозначены следующие позиции: 1 - зигзагообразные линии выступов гофра; 2 - зигзагообразные линии впадин гофра; 3 - пилообразные линии гофра; 4 - формующие элементы (пуансоны); 5 - цилиндрические шарниры; 6 - верхняя система пуансонов; 7 - нижняя система пуансонов; 8 - основание; 9 - упругие элементы фиксатора верхней системы пуансонов; 10 - упругие элементы фиксатора нижней системы пуансонов; 11 - заготовка; 12 - нижняя стационарная часть корпуса; 13 - верхняя подвижная часть корпуса; 14 - откидывающиеся прижимы; 15, 16 - штуцеры подачи избыточного давления в верхнюю и нижнюю герметичные камеры соответственно; 17 - дренажный штуцер; 18, 19 - штанги механизма подъема верхней части корпуса; 20, 21 - направляющие механизма подъема; 22 - пневмоцилиндр механизма подъема; 23 - продольная трубчатая направляющая; 24 - поперечная трубчатая направляющая; 25 - узел скольжения; 26 - газонепроницаемая эластичная ткань; 27 - жгут неразъемного герметичного крепления эластичной ткани к корпусу; 28, 29 - плоские элементы фиксаторов систем нижних и верхних пуансонов; 30 - пружины; 31 - центральные узлы крепления.
На фиг. 1 изображен фрагмент детали в виде зигзагообразного гофра, получаемого из плоской листовой заготовки с помощью заявляемого устройства. Он имеет зигзагообразные линии выступов 1, зигзагообразные линии впадин 2 и пилообразные линии 3, соединяющие вершины зигзагообразных линий выступов 1 и впадин 3.
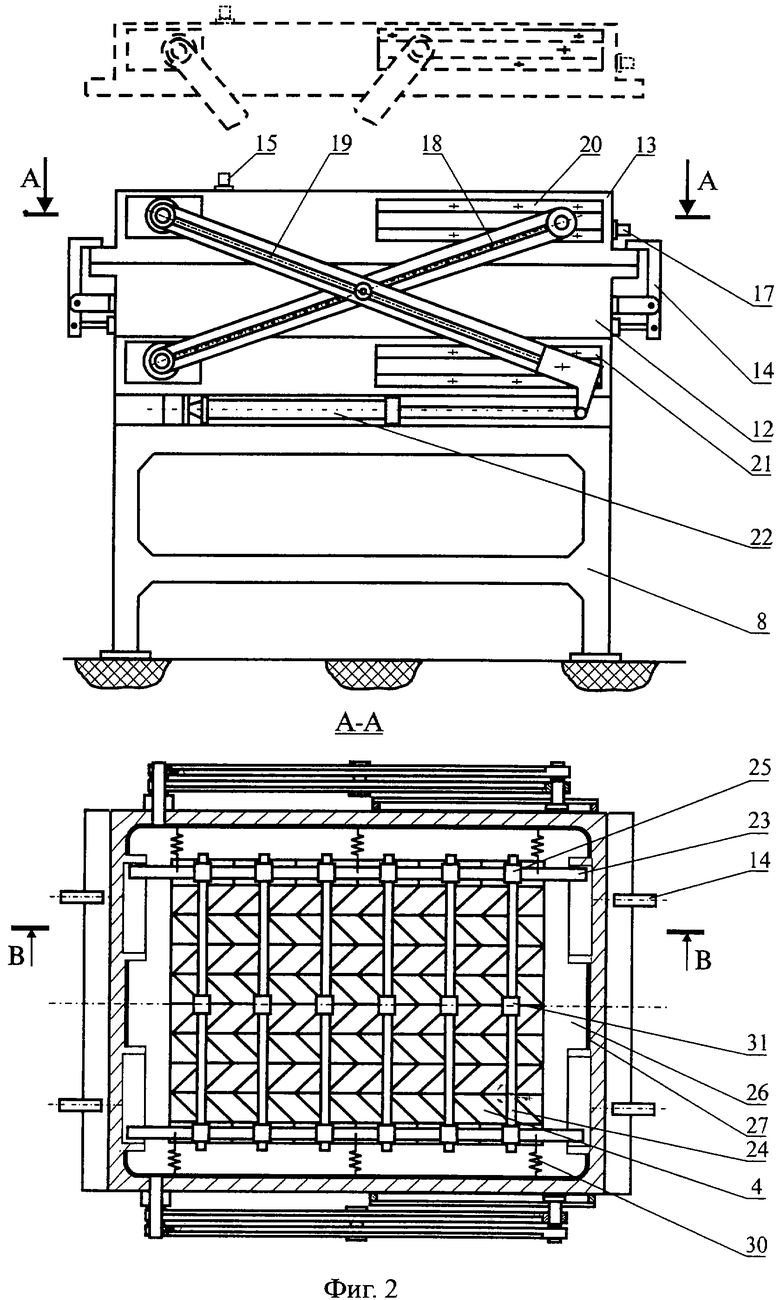
На фиг.2 показан общий вид устройства. Устройство содержит основание 8, на котором установлен корпус, состоящий из нижней стационарной части 12 и верхней подвижной части 13. Механизм подъема верхней части корпуса состоит из шарнирно соединенных штанг 18 и 19, направляющих 20, 21 для перемещения правых концов штанг, а также силовых пневмоцилиндров 22.
По бокам корпуса установлены откидывающиеся прижимы 14, закрепленные на его нижней стационарной части.
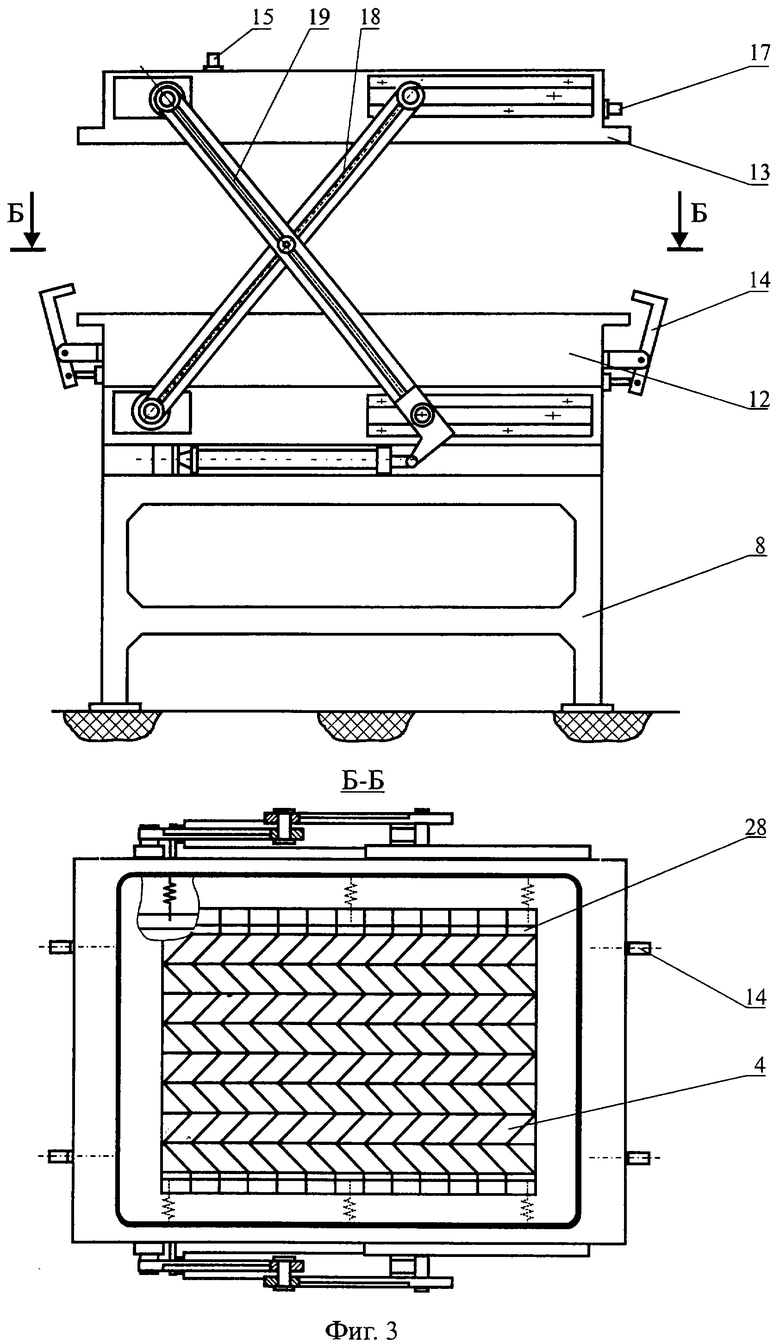
На фиг.3 показан общий вид устройства с поднятой верхней частью корпуса и откинутыми прижимами.
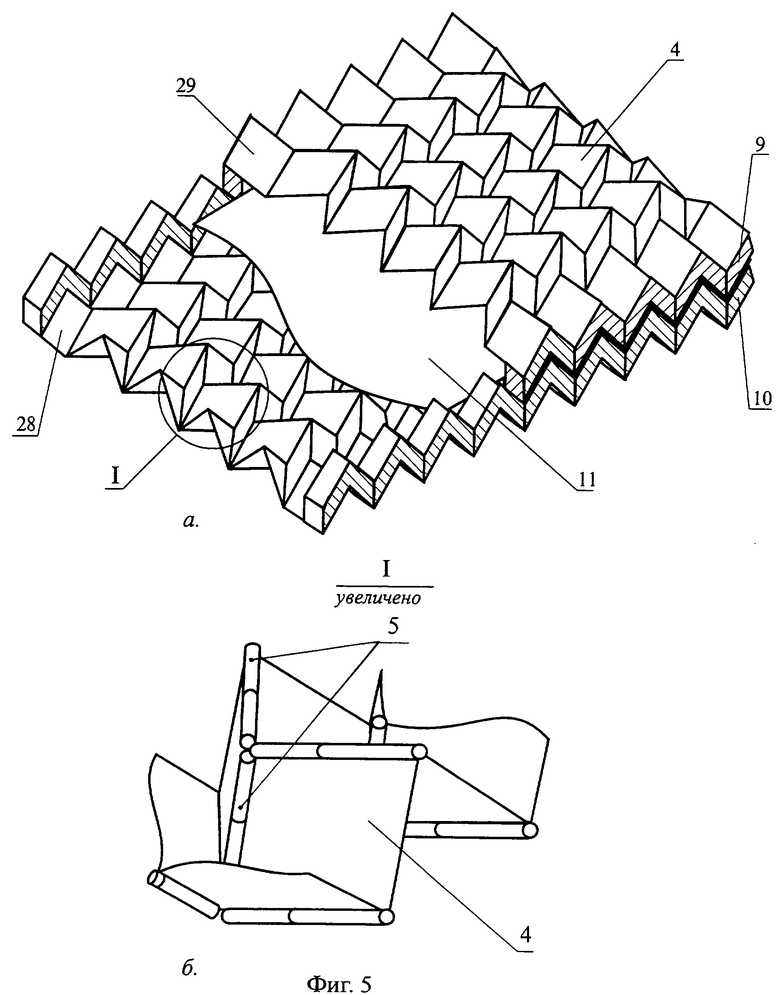
В корпусе расположен формообразующий узел (фиг.4), состоящий из верхней 6 и нижней 7 систем, пуансонов. Системы пуансонов состоят (фиг.5) из плоских формующих элементов (пуансонов) 4 в виде параллелограммов, соединенных друг с другом шарнирами 5 по всем сторонам.
Системы верхних и нижних пуансонов шарнирно закреплены на узлах скольжения 25, которые соединяют продольные 23 и поперечные 24 трубчатые направляющие, с возможностью перемещения как по продольным, так и по поперечным направляющим. Продольные направляющие 23 установлены в пазах верхней части корпуса 13 и нижней части корпуса 12 с возможностью перемещения в горизонтальной плоскости и вертикальном направлении и соединены соответственно с верхней и нижней частью корпуса пружинами 30.
Система верхних пуансонов ориентирована относительно системы нижних пуансонов по фиксаторам (фиг.5,а). Нижний и верхний фиксаторы выполнены в виде многозвенников, состоящих из прямоугольных элементов 28, 29, шарнирно соединенных друг с другом с образованием треугольного линейного гофра, а также шарнирно соединены по краям с системой нижних и верхних пуансонов соответственно, при этом на поверхности фиксаторов закреплены упругие элементы 9, 10, ориентированные навстречу друг другу.
На поверхность системы верхних пуансонов 6 установлена газонепроницаемая эластичная ткань 26, неразъемно соединенная с верхней частью корпуса 13 по его периметру посредствам жгута 27 (см. фиг.4). Таким образом верхняя часть корпуса совместно с системой верхних пуансонов и газонепроницаемой тканью образуют верхнюю герметичную камеру с возможностью подачи в нее избыточного давления через штуцер 15.
Аналогично нижняя часть корпуса 12 совместно с системой нижних пуансонов 7 и газонепроницаемой тканью образуют нижнюю герметичную камеру с возможностью подачи избыточного давления через штуцер 16. Верхняя и нижняя герметичные камеры являются силовым приводом систем пуансонов для формообразования.
Для сообщения полости, образованной системами верхних и нижних пуансонов с атмосферой, служит дренажный штуцер 17. Эта зона является зоной формообразования гофра.
Устройство работает следующим образом. На первом этапе (фиг.3) шток пневмоцилиндра 22 перемещается в крайнее левое положение вместе с правым нижним концом штанги 19, горизонтальное перемещение которому задает направляющая 21. Поскольку штанги связаны шарниром, угол между ними изменяется. При этом правый конец штанги 18 перемещается горизонтально по направляющей 20. В итоге верхняя часть корпуса 13 поднимается над нижней 12. Прижимы 14 находятся в откинутом состоянии.
Верхняя 6 и нижняя 7 системы пуансонов (фиг.4) под действием пружин 30 (фиг. 2) растянуты (приведены в первоначальное положение). При этом продольные трубчатые направляющие 23 (фиг.4), поддерживающие систему верхних и нижних пуансонов, опираются на выступы пазов соответственно верхней 13 и нижней 12 частей корпуса.
На систему нижних пуансонов устанавливается плоская листовая заготовка 11.
На втором этапе шток пневмоцилиндра 22 возвращается в крайнее правое положение (фиг. 2, 4,б). Верхняя часть корпуса 13 опускается до смыкания с нижней частью корпуса 12.
Прижимы 14 поворачиваются в сторону корпуса и прижимают его верхнюю часть к нижней. Система верхних пуансонов 6 (фиг.4,б) устанавливается на заготовку 11. Верхняя система пуансонов ориентируется относительно нижней системы пуансонов по упругим элементам фиксаторов 9 и 10 (см. фиг.5).
На третьем этапе (фиг.4,в) в верхнюю 13 и нижнюю 12 части корпуса через штуцеры 15 и 16 подается избыточное давление, которое воздействует на формующие элементы, верхней 6 и нижней 7 систем пуансонов (фиг.4,в). За счет подвижности в шарнирах системы пуансонов изменяют густоту своего рельефа. Они сжимаются в плоскости заготовки 11, одновременно внедряясь в нее линиями выступов 1 нижней системы пуансонов и линиями впадин 2 верхней системы пуансонов. Происходит формообразование детали одновременно по всем линиям воображаемой разметки. Избыток воздуха, образующийся между верхней 6 и нижней 7 системами пуансонов, выходит через дренажный штуцер 17. Упругие фиксаторы 9 и 10 верхней и нижней систем пуансонов обжимаются в соответствии с трансформированием треугольного гофра, образованного элементами 28 и 29.
Во время формообразования узлы скольжения 25 верхней 6 и нижней 7 систем пуансонов соответственно перемещаются вдоль поперечных направляющих 24 к центральным узлам 31 (см. фиг.2). Вместе с узлами скольжения 25 перемещаются к центру и продольные трубчатые направляющие 23. Одновременно узлы скольжения 25 вместе с поперечными трубчатыми направляющими перемещаются вдоль продольных направляющих к центру. Таким образом узлы скольжения 25 отслеживают перемещения, связанные с изменением густоты рельефа верхней и нижней систем пуансонов.
На заключительном этапе герметичные камеры верхней и нижней частей корпуса соединяются с атмосферой (на фиг.1-5 не показано). Прижимы 14 размыкаются, освобождая верхнюю часть корпуса, которая поднимается вверх штангами механизма подъема. Извлекается готовая деталь.
Затем пружины 30 через продольные трубчатые направляющие 23 и узлы скольжения 25 растягивают верхнюю и нижнюю системы пуансонов до первоначального состояния, соответствующего установке заготовки 11 перед формообразованием.
Описанное устройство для гофрирования листового материала позволяет изготавливать зигзагообразный гофр с высокой производительностью, при этом упрощена конструкция устройства и повышена надежность его работы за счет замены разъемной герметичной вакуумной камеры (в прототипе и аналогах) на две неразъемные герметичные камеры, что исключает в работе частое замыкание и размыкание герметичного разъема. Применением избыточного давления в герметичных камерах обеспечивается расширение технологических возможностей устройства, выражающееся в возможности получения деталей из заготовок большой жесткости.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2259252C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2317168C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2003 |
|
RU2259251C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1997 |
|
RU2118217C1 |
| Устройство для гофрирования листового материала | 1990 |
|
SU1755999A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2284916C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ФИЛЬТРОВАЛЬНОГО ЭЛЕМЕНТА И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2004 |
|
RU2272710C1 |
| СПОСОБ И ОБОРУДОВАНИЕ С РЕЛЬЕФНЫМ БАРАБАНОМ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2011 |
|
RU2561973C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ И УСТРОЙСТВО ДЛЯ БИГОВКИ ЛИСТОВОГО МАТЕРИАЛА | 2007 |
|
RU2356674C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОЙ КОНСТРУКЦИИ КРИВОЛИНЕЙНОЙ ФОРМЫ | 2003 |
|
RU2259253C1 |

Изобретение относится к устройствам для гофрирования листового материала методом гибки. Устройство для гофрирования листового материала содержит установленный на основании корпус, выполненный из подвижной верхней части и стационарной нижней, механизм подъема верхней части, газонепроницаемую ткань. Внутри корпуса размещены системы верхних и нижних пуансонов, каждая из которых выполнена из одинаковых плоских формующих элементов в виде параллелограммов, шарнирно соединенных один с другим по их сторонам. Привод систем пуансонов выполнен в виде двух герметичных камер с возможностью подачи в них избыточного давления. Каждая из камер образована системой соответствующих пуансонов, соединенных газонепроницаемой эластичной тканью по периметру с соответствующей частью корпуса. Полость между системами пуансонов связана с атмосферой и образует зону формообразования. В результате повышается надежность и производительность устройства при одновременном упрощении его конструкции, а также расширяются технологические возможности устройства. 5 ил.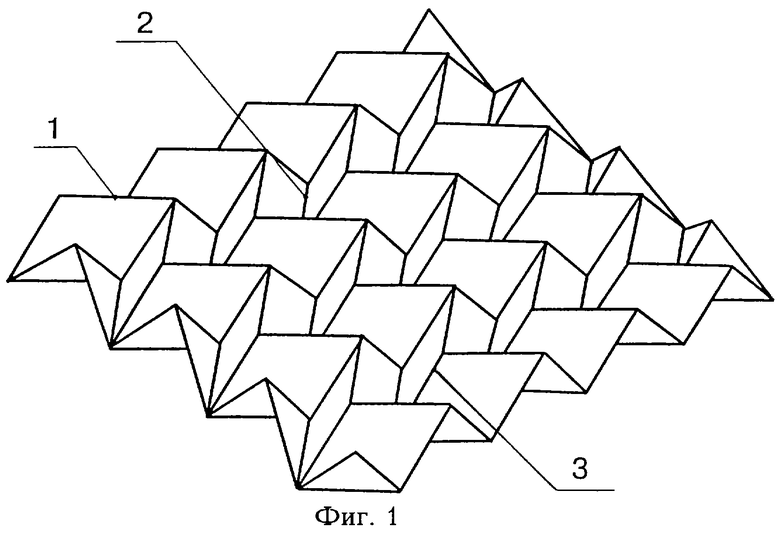
Устройство для гофрирования листового материала, содержащее установленный на основании корпус, выполненный из подвижной верхней части и стационарной нижней, механизм подъема верхней части, размещенные внутри корпуса системы верхних и нижних пуансонов с зоной формообразования в виде полости между ними, газонепроницаемую ткань, а также механизм фиксации систем пуансонов и их привод, при этом каждая из упомянутых систем пуансонов выполнена из одинаковых плоских формующих элементов в виде параллелограммов, шарнирно соединенных один с другим по их сторонам, отличающееся тем, что привод систем верхних и нижних пуансонов выполнен в виде двух герметичных камер с возможностью подачи в них избыточного давления, каждая из которых образована соответствующей системой пуансонов, соединенных газонепроницаемой эластичной тканью по периметру с соответствующей частью корпуса, а полость между системами пуансонов связана с атмосферой.
| Устройство для гофрирования листового материала | 1990 |
|
SU1755999A1 |
| Устройство для гофрирования листового материала | 1989 |
|
SU1690903A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНОГО ГОФРА (ВАРИАНТЫ) | 1996 |
|
RU2100119C1 |
| DE 3530513 А, 12.07.1986 | |||
| ЧУГУН | 2008 |
|
RU2361952C1 |

