Изобретение относится к устройствам для гофрирования листового материала методом гибки и может быть использовано при производстве легкого заполнителя для многослойных панелей.
Известно устройство для изготовления зигзагообразного гофра, содержащее возвратно-поступательно перемещаемые по основанию в направляющих формующие элементы, расположенные по обе стороны от формуемого материала (US, патент №3992162, В 32 В 15/09, 1977).
Недостатками данного устройства являются сложность его конструкции, высокая трудоемкость изготовления формующих элементов, а также невозможность изготовления зигзагообразного гофра с большой амплитудой зигзагообразных линий.
Известно устройство для гофрирования листового материала, содержащее систему верхних и нижних пуансонов, установленных в корпусе по обе стороны от заготовки и имеющих привод в виде поршня (SU, патент №1690903, В 21 D 13/02, 1991).
Недостатками данного устройства являются низкое качество гофрированного изделия, так как в результате трения между внутренней поверхностью корпуса и плоскими формующими элементами в виде параллелограммов усилие формообразования со стороны элементов на заготовку распределяется не равномерно по ее площади, что отражается на качестве гофрированного изделия.
Известно устройство для гофрирования ленточного материала, содержащее встречно и возвратно-поступательно перемещаемые по станине в направляющих держатели со смонтированными в них формующими элементами с ножом и фиксирующими элементами, расположенными по обе стороны от формуемого материала, снабженное вторым формующим элементом с ножом, закрепленным в держателе с другой стороны материала относительно первого формующего элемента (SU, авторское свидетельство №474377, В 21 D 31/00, 1975).
Недостатками данного устройства и способа его работы являются сложность конструкции фиксирующих и формующих элементов, состоящих из большого количества ножей, сложность рабочих движений, невозможность изготовления качественного зигзагообразного гофра, так как способ предусматривает вытяжку материала заготовки, что ведет к нарушению внутренней структуры материала.
Известно устройство для гофрирования листового материала, содержащее установленный на основании корпус, выполненный из подвижной верхней части и стационарной нижней, систему верхних и нижних пуансонов, имеющих привод в виде двух герметичных камер с возможностью подачи в них избыточного давления (RU, патент №2205084, 7 В 21 D 13/02, опубл.27.05.2003).
Недостатком данного устройства является сложный механизм ориентации верхнего пуансона относительно нижнего, необходимость подачи избыточного давления.
В качестве прототипа выбрано известное устройство для гофрирования листового материала, содержащее систему верхних и нижних пуансонов, каждая из которых выполнена из одинаковых плоских формующих элементов в виде параллелограммов, шарнирно соединенных один с другим по их сторонам и образующих гофрированную поверхность, верхние и нижние фиксаторы соответственно верхнего и нижнего пуансонов, привод систем пуансонов, выполненный в виде разъемной вакуумной камеры из эластичного газонепроницаемого материала с возможностью ее герметизации со стороны подачи заготовки в рабочую зону и возможностью повторения контура верхних и нижних пуансонов в процессе формообразования - вакуумирования, механизм растяжения формообразующего узла. Система верхних и нижних пуансонов составляет формообразующий узел (RU, патент №2118217, 6 В 21 D 13/00, опубл. 27.08.98).
Устройство работает следующим образом: на первом этапе верхняя и нижняя системы пуансонов находятся в начальном растянутом положении. За поперечину рама и соединенная с ней через узлы поперечного скольжения верхняя система пуансонов поднимается и опирается на ломающийся подкос, обеспечивая этим свободный доступ в рабочую зону формообразующего узла, между верхней и нижней системами пуансонов. При этом упругие элементы фиксаторов верхней и нижней системы пуансонов выводятся из зацепления. На выступы нижней системы пуансонов укладывается листовая заготовка.
На втором этапе рама вместе с верхней системой пуансонов опускается. Верхняя система пуансонов ориентируется относительно нижней системы пуансонов по упругим элементам фиксаторов. Двухзвенные шарниры связывают узлы поперечного скольжения верхней системы пуансонов по задней кромке и узлы скольжения нижней системы пуансонов по задней кромке и обеспечивают ориентацию верхней и нижней систем пуансонов по пилообразным линиям относительно друг друга. При этом двухзвенный шарнир не препятствует вертикальному перемещению верхней и нижней системы пуансонов во время формообразования детали. Вакуумная камера герметизируется по передней кромке с помощью герметизирующих профилей.
На третьем этапе коллектор соединяется с вакуумной магистралью и воздух откачивается из рабочей зоны по системе гибких трубок. По мере откачки воздуха увеличивается давление на формующие элементы. За счет подвижности в шарнирах системы пуансонов изменяют густоту своего рельефа. Они сжимаются в плоскости заготовки, одновременно внедряясь в нее линиями выступов нижней системы пуансонов и линиями впадин верхней системы пуансонов. Происходит формообразование детали одновременно по всем линиям воображаемой разметки.
Во время формообразования поперечные узлы скольжения верхней и нижней системы пуансонов перемещаются вдоль поперечных направляющих к неподвижным центральным узлам. Подвижная поперечная направляющая рама перемещается в плоскости рамы к задней поперечной направляющей, следуя за изменением положения передней кромки системы пуансонов.
На заключительном этапе коллектор отсоединяется от вакуумной магистрали, размыкаются резиновые герметизирующие профили, при этом происходит разгерметизация вакуумной камеры. Поднимается рама вместе с верхней системой пуансонов, и извлекается готовая деталь. Затем рама вместе с верхней системой пуансонов опускается и при помощи механизма растяжения формообразующего узла растягивается до упорных колец, установленных на продольных направляющих рамы, определяющих начальное положение систем пуансонов.
Недостатками данного устройства являются: необеспечение фиксаторами точного позиционирования верхней системы пуансонов по отношению к нижней по всей поверхности заготовки, приводящее к снижению качества изготавливаемого зигзагообразного гофра, сложная реализация растяжения верхней и нижней систем пуансонов перед установкой заготовки, недостаточная мощность вакуумного привода для придания детали густого рельефа при большой жесткости заготовки, сложность конструкции.
Технический результат, на достижение которого направлено заявляемое изобретение, заключается в упрощении конструкции с одновременным повышением качества изготавливаемого зигзагообразного гофра и расширении технологических возможностей устройства.
Технический результат достигается тем, что в устройстве для гофрирования листового материала, содержащего одну систему пуансонов, выполненных из одинаковых плоских формующих элементов в виде параллелограммов, шарнирно соединенных по их сторонам и образующих зигзагообразную гофрированную поверхность, привод системы пуансонов в виде охватывающей их разъемной вакуумной камеры из эластичного газонепроницаемого материала, выполненной с возможностью ее герметизации со стороны подачи заготовки в рабочую зону и повторения контура пуансонов в процессе формообразования - вакуумирования, фиксатор системы пуансонов, а также механизм растяжения формообразующего узла, новым является то, что система пуансонов и ее привод в виде разъемной вакуумной камеры выполнены с образованием формообразующего узла, фиксатор системы пуансонов выполнен из газопроницаемой ткани и соединен с одной стороны системы пуансонов по зигзагообразным линиям выступов.
Часть разъемной вакуумной камеры закреплена по зигзагообразной гофрированной поверхности системы пуансонов, свободной от фиксатора. Механизм растяжения формообразующего узла выполнен в виде пантографов и соединен с системой пуансонов по его кромкам вдоль зигзагообразных линий. Механизм дожатия системы пуансонов, включающий две планки, расположенные по обе стороны системы пуансонов, выполненные с возможностью их встречного плоскопараллельного перемещения в направлении зигзагообразных линий.
Сущность изобретения поясняется на фиг.1-4 и фото 1-4, где:
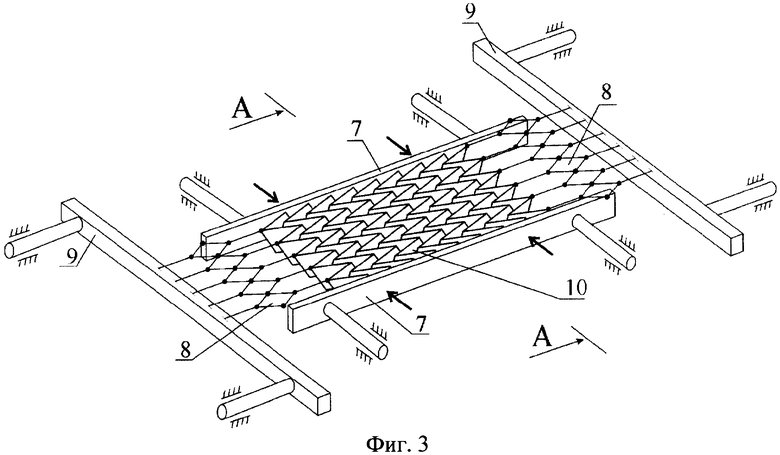
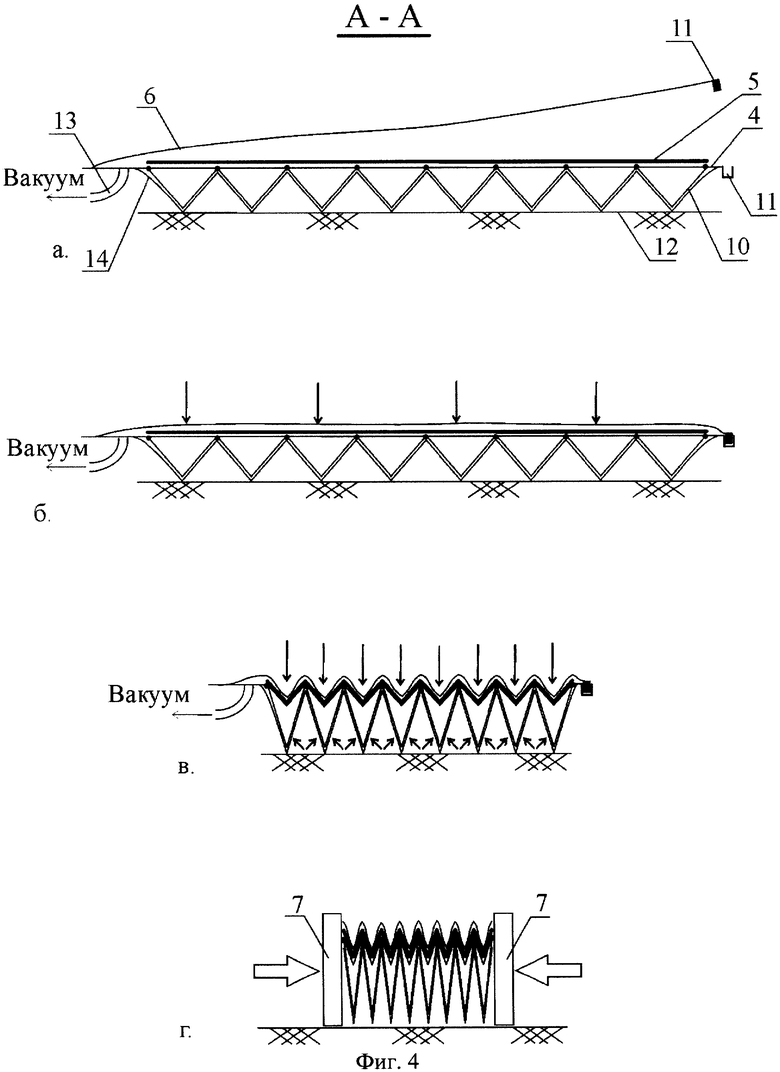
фиг.1 - готовая деталь - зигзагообразный гофр; фиг.2 - общая схема устройства; фиг.3 - работа планок механизма дожатия; фиг.4 - схема работы устройства; а - установка заготовки; б - замыкание герметичной камеры; в - формообразование под действием вакуума; г - дожатие формообразующего узла до рельефа большой густоты при помощи планок;
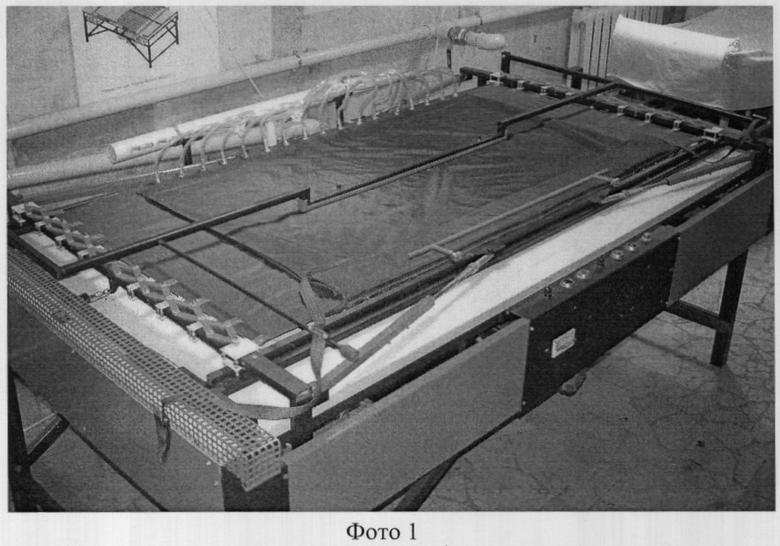
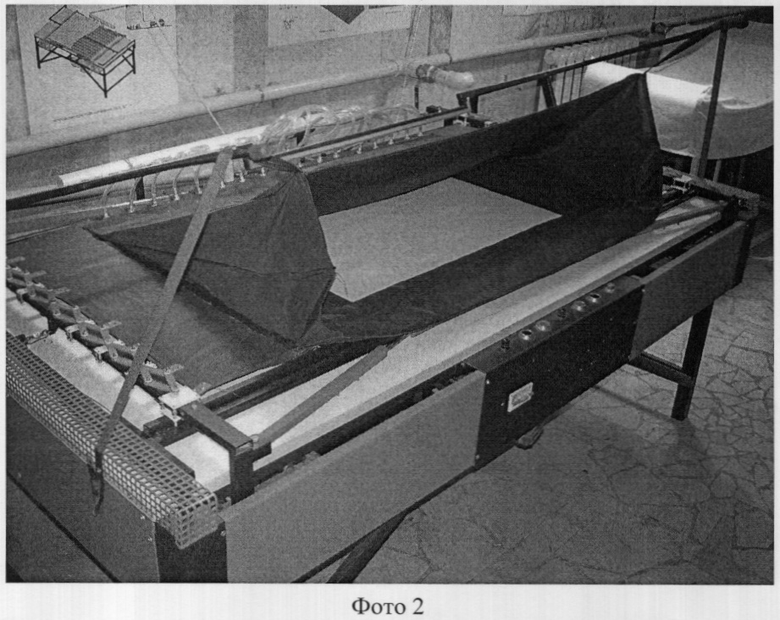
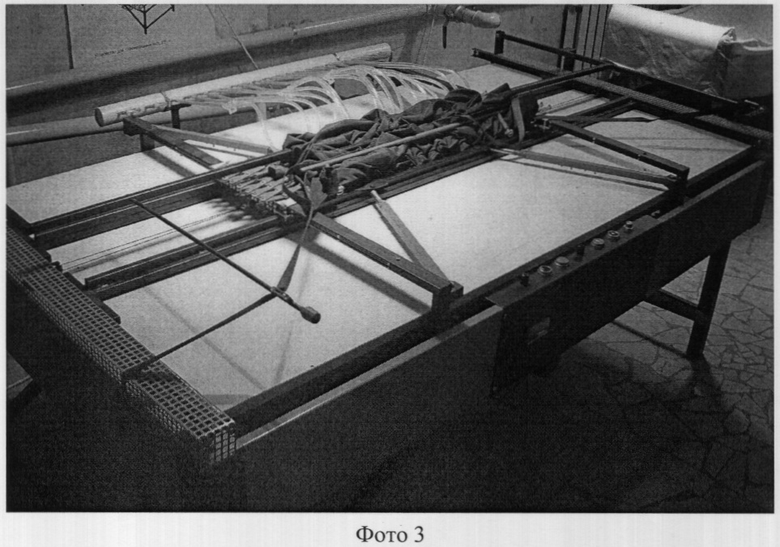
фото 1 - общий вид устройства (начальное положение для установки заготовки); фото 2 - укладка заготовки; фото 3 - работа устройства; фото 4 - извлечение готовой детали.
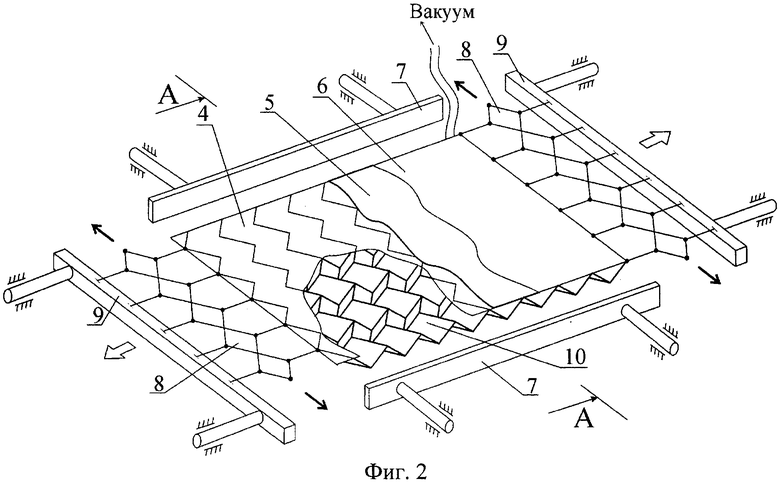
Здесь: 1 - зигзагообразные линии выступов гофра; 2 - зигзагообразные линии впадин гофра; 3 - пилообразные линии гофра; 4 - фиксатор системы пуансонов; 5 - заготовка; 6 - верхняя часть разъемной вакуумной камеры; 7 - планка механизма дожатия; 8 - пантограф механизма растяжения формообразующего узла; 9 - направляющая планка пантографа; 10 - система пуансонов; 11 - система герметизации; 12 - стол; 13 - вакуумная магистраль; 14 - нижняя часть разъемной вакуумной камеры.
На фиг.1 изображен фрагмент детали в виде зигзагообразного гофра, получаемого из плоской листовой заготовки с помощью заявляемого устройства. Он имеет зигзагообразные линии выступов 1, зигзагообразные линии впадин 2 и пилообразные линии 3, соединяющие вершины зигзагообразных линий выступов 1 и впадин 2.
На фиг.2 (фото 1) показана общая схема устройства. Устройство состоит из формообразующего узла, образованного системой пуансонов 10 и разъемной вакуумной камерой из газонепроницаемого материала. С нижней стороны системы пуансонов 10 прикреплена нижняя часть разъемной вакуумной камеры 14, а с другой стороны к системе пуансонов 10 по зигзагообразным линиям выступов прикреплен фиксатор системы пуансонов 4 из газопроницаемой ткани. Прикрепление сделано таким образом, чтобы в момент растяжения фиксатора системы пуансонов 4 в плоское состояние система пуансонов 10 принимала начальное положение для установки заготовки. По кромкам, вдоль зигзагообразных линий, система пуансонов соединена с пантографами 8, имеющими возможность перемещаться вдоль направляющих планок пантографов 9, которые, в свою очередь, имеют возможность перемещаться в направлении относительно пилообразных линий системы пуансонов 10. По сторонам системы пуансонов, вдоль пилообразных линий, имеются параллельно расположенные две планки механизма дожатия 7 с возможностью их встречного плоско-параллельного перемещения в направлении зигзагообразных линий системы пуансонов 10. Пантографы 8 образуют механизм растяжения формообразующего узла, а планки механизма дожатия 7 образуют механизм дожатия. К вакуумной камере подходит вакуумная магистраль 13, предназначенная для создания вакуума в рабочей зоне формообразующего узла.
Герметизация вакуумной камеры осуществляется при помощи герметизирующих профилей 11 со стороны подачи заготовки в рабочую зону (фиг.4). Формообразующий узел размещается на поверхности стола 12.
На фиг.3 показана система пуансонов 10 с механизмами дожатая и растяжения на этапе завершения работы вакуумного привода и начале работы планок механизма дожатия 7.
Устройство содержит одну систему пуансонов 10. В отличие от прототипа система верхних пуансонов в данном устройстве отсутствует. Устройство имеет формообразующий узел, вакуумную систему, механизм растяжения формообразующего узла и механизм дожатия. Формообразующий узел образован одной системой пуансонов 10 и разъемной вакуумной камерой из газонепроницаемого материала. Вакуумная система образована верхней частью разъемной вакуумной камеры 6 и системой пуансонов 10, к которой снизу по всей поверхности прикреплена нижняя часть разъемной вакуумной камеры 14. К системе пуансонов 10 по зигзагообразным линиям выступов прикреплен фиксатор системы пуансонов 4, выполненный из газопроницаемого материала. Разъемная вакуумная камера соединена с вакуумной магистралью 13. К механизму растяжения формообразующего узла относятся пантографы 8, к механизму дожатия относится система планок механизма дожатия 7. Устройство размещается на столе 12.
Устройство работает следующим образом (фиг.2). В исходном положении перед установкой заготовки фиксатор системы пуансонов 4 принимает плоское состояние, а система пуансонов 10 принимает начальное положение для установки заготовки (фото 1). Верхняя часть разъемной вакуумной камеры 6 поднимается вверх, и на фиксатор системы пуансонов 4 укладывается заготовка 5 (фото 2).
После укладки заготовки 5 верхняя часть разъемной вакуумной камеры 6 опускается, вакуумная камера герметизируется при помощи системы герметизации 11, по вакуумной магистрали 13 создается вакуум (фиг.4). В момент, когда разрежение внутри вакуумной системы достигает необходимой величины, система пуансонов 10 изменяет густоту своего рельефа, внедряясь в заготовку 5, начинается процесс формообразования заготовки. На завершающем этапе формообразования заготовки в работу вступает механизм дожатия. Планки механизма дожатая 7 дожимают систему пуансонов 10 (фиг.3, фото 3). После этого создание вакуума прекращается и разъемная вакуумная камера соединяется с атмосферой. Планки механизма дожатия 7 отводятся от системы пуансонов 10. Затем происходит подъем верхней части разъемной вакуумной камеры 6 и извлечение готовой детали (фото 4). В работу вступает механизм растяжения формообразующего узла. Направляющие планки пантографов 9 начинают двигаться в направлении от системы пуансонов 10, и пантографы 8 растягивают систему пуансонов 10 в начальное положение для установки заготовки. При достижении начального положения работа механизма растяжения прекращается. Для изготовления следующих деталей цикл повторяется заново.
Предложенное устройство для гофрирования листового материала позволяет изготавливать зигзагообразный гофр с высокой производительностью, при этом упрощена конструкция устройства за счет совмещения формообразующего узла с приводом, повышается качество детали за счет точного (равномерного) растяжения системы пуансонов формообразующего узла при помощи фиксатора системы пуансонов, расширяются технологические возможности за счет введения механического привода дожатия, что дает возможность получить зигзагообразный гофр из более жестких материалов.
Устройство изготовлено в виде опытной установки. Оно позволяет изготавливать детали из металлического листа от 0,05 до 0,2 мм, бумаги и картона. Размер готовой детали 350×800 мм. Производительность 60-100 деталей в час. Привод - электродвигатель мощностью 1,2 кВт.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2003 |
|
RU2256556C2 |
| Устройство для гофрирования листового материала | 1990 |
|
SU1755999A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ | 2005 |
|
RU2303501C2 |
| СПОСОБ И ОБОРУДОВАНИЕ С РЕЛЬЕФНЫМ БАРАБАНОМ ДЛЯ ИЗГОТОВЛЕНИЯ ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2011 |
|
RU2561973C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2001 |
|
RU2205084C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ДЕТАЛИ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2004 |
|
RU2264918C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ ИЗ КОМПОЗИТОВ | 2008 |
|
RU2381084C2 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1997 |
|
RU2118217C1 |
| Устройство для гофрирования листового материала | 1989 |
|
SU1690903A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ КОМПОЗИТОВ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ ДЛЯ МНОГОСЛОЙНЫХ ПАНЕЛЕЙ | 2008 |
|
RU2371315C1 |

Изобретение относится к области обработки металлов давлением, в частности к устройствам для гофрирования листового материала при производстве многослойных панелей. Устройство содержит одну систему пуансонов, выполненных из одинаковых плоских формующих элементов в виде параллелограммов, шарнирно соединенных по их сторонам и образующих зигзагообразную гофрированную поверхность, привод системы пуансонов в виде охватывающей их разъемной вакуумной камеры из эластичного газонепроницаемого материала, выполненной с возможностью ее герметизации со стороны подачи заготовки в рабочую зону и повторения контура пуансонов в процессе формообразования - вакуумирования, фиксатор системы пуансонов, а также механизм растяжения формообразующего узла. При этом система пуансонов и ее привод в виде разъемной вакуумной камеры выполнены с образованием формообразующего узла, фиксатор системы пуансонов выполнен из газопроницаемой ткани и соединен с одной стороны системы пуансонов по зигзагообразным линиям выступов. Упрощается конструкция и повышается качество гофрированных изделий. 3 з. п.ф-лы, 4 ил., 4 фото.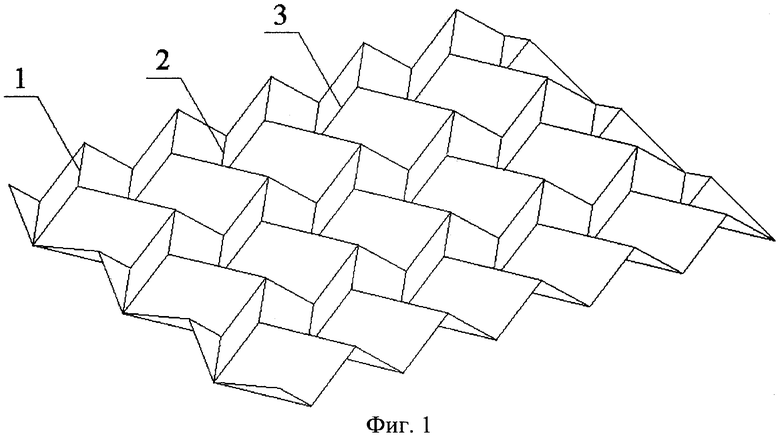
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1997 |
|
RU2118217C1 |
| Штамп для гофрирования полосового материала | 1979 |
|
SU935165A1 |
| US 3698879 A, 17.10.1972. | |||

