Изобретение относится к обработке металлов давлением, в частности к устройствам и способам для гофрирования листовых материалов, которые могут быть использованы в авиа- и судостроении, а также в производстве строительных конструкций.
При изготовлении зигзагообразного гофра с помощью устройства [1] содержащего возвратно-поступательно перемещаемые по основанию в направляющих формующие элементы, расположенные по обе стороны от формуемого материала, качество готового изделия недостаточно высоко, так как формование зигзагообразного гофра ведут вытяжкой материала заготовки, что нарушает внутреннюю структуру материала, при этом рабочие элементы совершают ряд сложных движений, а конструкция устройства характеризуется сложностью и высокой трудоемкостью изготовления формирующих элементов.
В устройствах [2] для гофрирования листового материала, содержащих систему верхних и нижних пуансонов, установленных в корпусе по обе стороны от заготовки, формование зигзагообразного гофра ведут методом несопряженной гибки путем одновременной гибки по всем линиям изгиба, вследствие чего качество готового изделия невысоко.
Для сравнительного анализа с предлагаемым техническим решением взят способ изготовления зигзагообразного гофра, реализованный в устройстве [3]
Способ работы устройства включает следующие операции: подача ленточной заготовки в зону гофрирования, зажим заготовки фиксирующими элементами, формование нижнего угла зигзагообразного гофра, подъем верхнего фиксирующего элемента в крайнее верхнее положение, подъем нижнего фиксирующего элемента с заготовкой в крайнее верхнее положение с одновременной подачей заготовки на величину шага, зажим заготовки в крайнем верхнем положении, формование верхнего угла зигзагообразного гофра, перевод нижнего фиксирующего элемента в крайнее нижнее положение, перевод верхнего фиксирующего элемента с заготовкой в крайнее нижнее положение с одновременной подачей заготовки на величину шага, зажим заготовки в крайнем нижнем положении, формование нижнего угла зигзагообразного гофра.
Недостатком указанного способа является то, что при изготовлении зигзагообразного гофра происходит вытяжка материала заготовки, что ведет к нарушению внутренней структуры материала, снижению механических характеристик и качества готового изделия, а также ограниченность технологических возможностей: невозможность изготовления зигзагообразного гофра, зигзагообразные линии вершин и впадин которого представляют собой ломаную линию с большой амплитудой, невозможность изготовления зигзагообразного гофра с симметричными участками рельефа по пилообразным линиям, невозможность изготовления зигзагообразного гофра, содержащего наклонные друг к другу элементы в виде различных геометрических фигур (параллелограммов, трапеций, прямоугольников и т.д.), объединенные в поперечные зигзагообразные ряды.
Данное изобретение решает задачу повышения качества готового изделия, а также задачу расширения технологических возможностей: изготовление зигзагообразного гофра, зигзагообразные линии вершин и впадин которого представляют собой ломаную линию с большой амплитудой и изготовление зигзагообразного гофра с симметричными участками рельефа по пилообразным линиям, содержащего наклонные друг к другу элементы в виде различных геометрических фигур (параллелограммов, трапеций и прямоугольников), объединенные в поперечные зигзагообразные ряды.
Задача достигается тем, что способ изготовления зигзагообразного гофра содержит операции подачи заготовки в зону гофрирования, зажима заготовки и формования, причем формование зигзагообразного гофра ведут методом сопряженной гибки из линейного гофра, используемого в качестве заготовки, для чего на выступах и впадинах рельефа участка линейного гофра, равного по длине шагу зигзагообразного гофра, формуют соответственно впадины и выступы участка зигзагообразного гофра с образованием зигзагообразных линий излома по вершинам и впадинам зигзагообразного гофра, при этом форма поперечного сечения отформованного участка представляет собой зеркальное отражение поперечного сечения исходного линейного гофра. Способ позволяет изготавливать зигзагообразный гофр с зеркально-симметричными участками рельефа по пилообразным линиям, для чего линейный гофр с отформованными участками зигзагообразного гофра разворачивают на 180o в горизонтальной плоскости и формуют на выступах и впадинах рельефа оставшейся части линейного гофра соответственно впадины и выступы, симметричные ранее отформованным, образуя зигзагообразный гофр с зеркально-симметричными участками рельефа по пилообразным линиям.
На фиг.1,2 изображены виды получаемых зигзагообразных гофров; на фиг.3 - последовательность изготовления зигзагообразного гофра; на фиг.4 схема формования участка зигзагообразного гофра на участке рельефа исходного линейного гофра; на фиг.5 форма рабочих поверхностей рабочих элементов устройства, необходимого для реализации предлагаемого способа изготовления зигзагообразного гофра; на фиг. 6 последовательность изготовления зигзагообразного гофра, содержащего симметричные участки рельефа по пилообразным линиям.
На фиг. 1-6 показаны: 1 элементы зигзагообразного гофра в форме параллелограмма, 2 элементы зигзагообразного гофра в форме прямоугольника, 3 зигзагообразные линии вершин зигзагообразного гофра, 4 зигзагообразные линии впадин зигзагообразного гофра, 5 пилообразные линии зигзагообразного гофра, 6 элементы зигзагообразного гофра в форме трапеции, 7 заготовка в виде линейного гофра, 8 элементы участка линейного гофра в виде прямоугольника, 9 элементы участка линейного гофра в виде параллелограмма, 10-13 рабочие элементы устройства для изготовления зигзагообразного гофра по предлагаемому способу, А амплитуда зигзагообразных линий вершин и впадин зигзагообразного гофра, P шаг зигзагообразного гофра, α угол при вершине пилообразных линий, a фиксирующие рабочие поверхности рабочих элементов устройства, необходимого для реализации предлагаемого способа, b формующие рабочие поверхности рабочих элементов устройства, необходимого для реализации предлагаемого способа, L шаг линейного гофра, k величина смещения фиксирующей рабочей поверхности относительно формующей рабочей поверхности элементов 10-13.
На фиг. 1 изображен зигзагообразный гофр, содержащий наклонные друг к другу пластины в форме параллелограмма 1 и прямоугольника 2, объединенные в поперечные зигзагообразные ряды. Зигзагообразные линии вершин 3 и впадин 4 зигзагообразного гофра представляют собой ломаные линии с амплитудой А. Шаг зигзагообразного гофра равен величине Р. Угол при вершине пилообразных линий 5 равен a
На фиг.2 изображен реверсивный зигзагообразный гофр, содержащий зеркально-симметричные участки рельефа относительно вертикальной плоскости, поперечной горизонтальным участкам пилообразных линий 5. Этот зигзагообразный гофр содержит в своем составе наклонные друг к другу пластины в форме параллелограмма 1, прямоугольника 2 и трапеции 6, объединенные в поперечные зигзагообразные ряды.
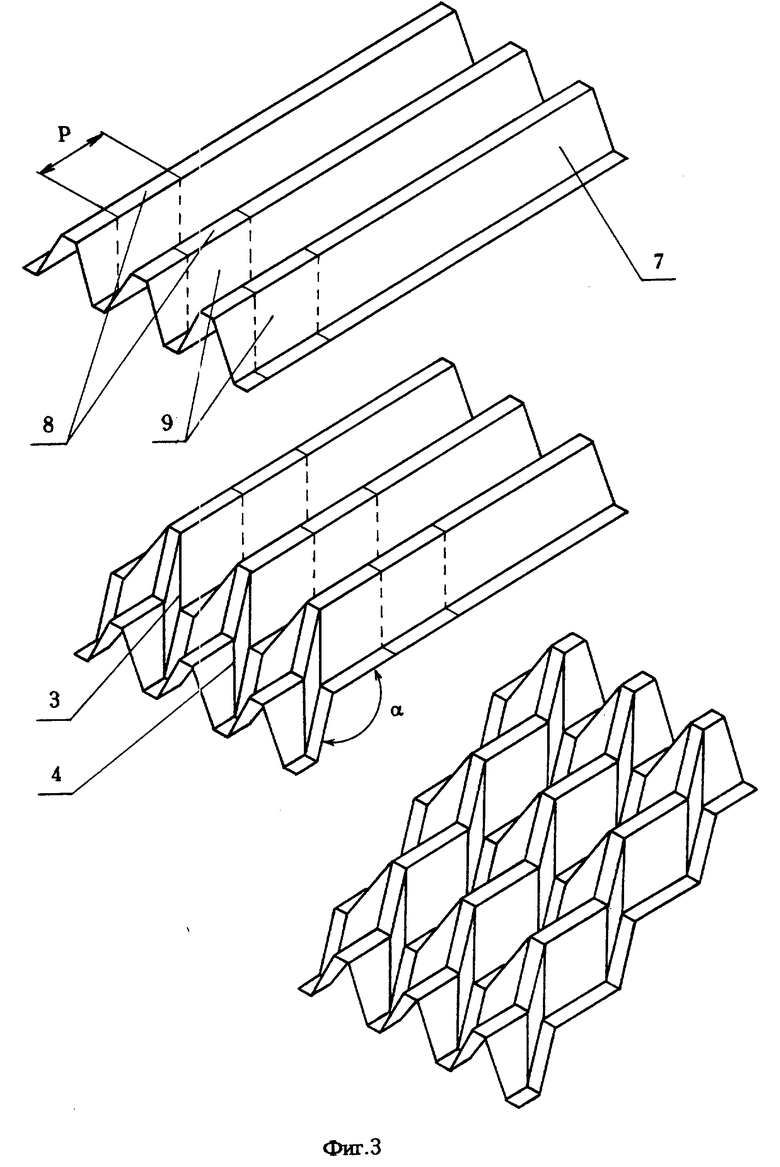
На фиг.3 изображена последовательность изготовления зигзагообразного гофра по предлагаемому способу. Зигзагообразный гофр формуют из линейного гофра 7, используемого в качестве заготовки. Формование участка зигзагообразного гофра ведут на участке линейного гофра 7, равном по длине шагу P зигзагообразного гофра. Для этого участок линейного гофра длиной P зажимают между рабочими элементами, рабочие поверхности которых соответствуют форме исходного линейного гофра (см. фиг.5), после чего перемещают один из зажатых концов линейного гофра 7 в вертикальной плоскости, параллельной плоскости подачи заготовки таким образом, что элементы участка линейного гофра длиной P в виде прямоугольников 8 поворачиваются относительно горизонтальной плоскости на угол, дополняющий угол при вершине пилообразных линий a до 180o. При этом образуются зигзагообразные линии вершин 3 и впадин 4 зигзагообразного гофра, а элементы участка линейного гофра длиной P в виде параллелограммов 9 поворачиваются в пространстве таким образом, что поперечное сечение отформованного участка зигзагообразного гофра представляет собой зеркальное отражение поперечного сечения исходного линейного гофра (см. фиг.4). Это достигается за счет того, что фиксирующие и формующие поверхности а и b (фиг.5) рабочих элементов 9 и 13 устройства, необходимого для реализации предлагаемого способа, смещены относительно друг друга на величину k, равную половине шага линейного гофра L(k=L/2), а линии пересечения фиксирующих поверхностей а и b элементов 10 и 13 повторяют соответственно линии вершин и впадин зигзагообразного гофра. Многократным повторением операций получают зигзагообразный гофр.
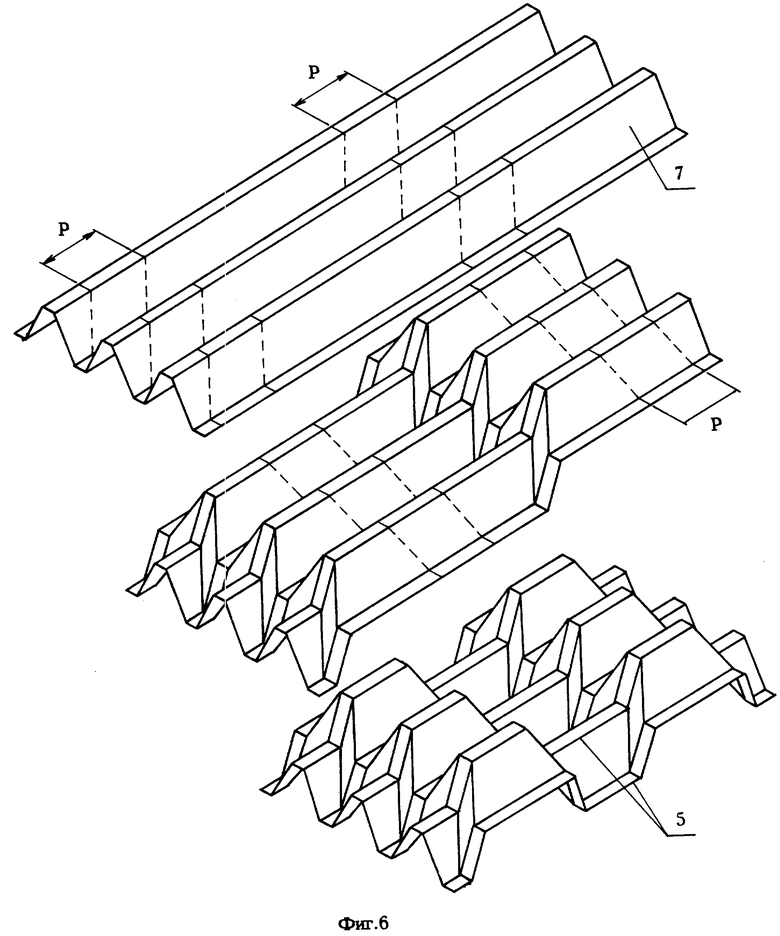
На фиг.6 изображена последовательность операций при изготовлении зигзагообразного гофра с симметричными участками рельефа по пилообразным линиям 5 (реверсивного зигзагообразного гофра). Реверсивный зигзагообразный гофр формуют в два этапа. На первом этапе на участках линейного гофра 7, равных по длине шагу зигзагообразного гофра P, формуют участки зигзагообразного гофра по способу, описанному выше. На втором этапе заготовку с отформованными участками зигзагообразного гофра разворачивают в горизонтальной плоскости на 180o и формуют на оставшихся участках линейного гофра длиной, равной P, участки зигзагообразного гофра, симметричные относительно ранее отформованных. Формование ведут по способу, описанному выше.
Описанный способ изготовления зигзагообразного гофра позволяет изготавливать зигзагообразный гофр с высоким качеством, так как формование ведут методом сопряженной гибки, без нарушения внутренней структуры материала по плоским граням, что не снижает механических характеристик готового изделия. Кроме того, способ позволяет снизить энергозатраты при производстве зигзагообразного гофра.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗИГЗАГООБРАЗНОГО ГОФРА (ВАРИАНТЫ) И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2100120C1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 1997 |
|
RU2118217C1 |
| Устройство для гофрирования листового материала | 1990 |
|
SU1755999A1 |
| УСТРОЙСТВО ДЛЯ ГОФРИРОВАНИЯ ЛИСТОВОГО МАТЕРИАЛА | 2005 |
|
RU2317168C2 |
| Складчатый лист | 1991 |
|
SU1768728A1 |
| МНОГОСЛОЙНАЯ ПАНЕЛЬ | 1991 |
|
RU2085671C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОЙ ДЕТАЛИ С ЗИГЗАГООБРАЗНОЙ ГОФРИРОВАННОЙ СТРУКТУРОЙ (ВАРИАНТЫ) | 2004 |
|
RU2264918C1 |
| Способ изготовления многослойной панели криволинейной формы с зигзагообразным гофрированным заполнителем | 1990 |
|
SU1830326A1 |
| ТРАНСФОРМИРУЕМАЯ ОПРАВКА ДЛЯ ИЗГОТОВЛЕНИЯ СКЛАДЧАТОГО ЗАПОЛНИТЕЛЯ МНОГОСЛОЙНОЙ ПАНЕЛИ ОДИНАРНОЙ КРИВИЗНЫ | 2003 |
|
RU2254954C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬЕФНОГО ЗАПОЛНИТЕЛЯ | 2005 |
|
RU2307032C1 |



Использование: изобретение относится к обработке металлов давлением, в частности к устройствам и способам для гофрирования листовых материалов, которые могут быть использованы в авиа и судостроении, а также в производстве строительных конструкций. Сущность изобретения: способ изготовления зигзагообразного гофра включает операции подачи заготовки в зону гофрирования, зажима заготовки и формирования. Формирование зигзагообразного гофра ведут методом гибки гофрированного материала, используемого в качестве заготовки. На выступах и впадинах рельефа участка исходной заготовки, равного по длине шагу зигзагообразного гофра, формуют соответственно впадины и выступы участка зигзагообразного гофра с образованием зигзагообразных линий излома по вершинам выступов и впадин. При этом форма поперечного сечения отформованного участка идентична форме поперечного сечения исходной заготовки. Способ позволяет изготавливать зигзагообразный гофр с зеркально-симметричными участками рельефа по пилообразным линиям, для чего линейный гофр с отформованными участками зигзагообразного гофра разворачивают на 180o в горизонтальной плоскости и формуют на выступах и впадинах рельефа неотформованного участка соответственно впадины и выступы, симметричные ранее отформованным. Данный способ позволяет изготавливать зигзагообразный гофр высокого качества, так как формование ведут методом гибки, без нарушения структуры материала. 2 с.п. ф-лы 6 ил.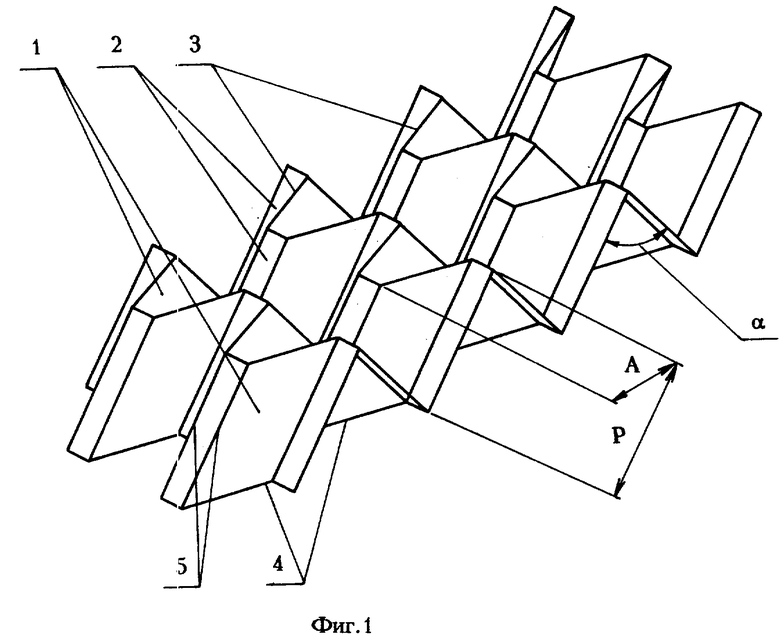
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| US, патент, 3992162, кл | |||
| Способ образования коричневых окрасок на волокне из кашу кубической и подобных производных кашевого ряда | 1922 |
|
SU32A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| SU, авторское свидетельство, 1690903, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| SU, авторское свидетельство, 474377, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
