Изобретение относится к щетине, состоящей из сердцевины из сравнительно твердого, эластичного при изгибе пластика и по меньшей мере одного слоя из обладающего резиноподобной эластичностью пластика. Кроме того, изобретение относится к способу изготовления такой щетины и к инструментам, снабженным такой щетиной.
Независимо от соответствующего применения щетки к щетине предъявляются некоторые основные требования. К ним относятся, в частности, эластичность при изгибе, прочность при продольном изгибе и износостойкость. Прочие и зачастую разные требования обусловлены областью применения щетки. Так, например, щетки для ухода за полостью рта и для гигиены тела должны быть достаточно мягкими во избежание ранений, а абразивные технические щетки должны иметь твердую и жесткую щетину. Другие технические щетки, например щетки для мойки автомобилей, также должны быть гладкими и мягкими. Это относится также к полировальным щеткам. Щетки или кисточки, служащие для нанесения материалов, должны иметь расположенные относительно тесно щетины для размещения материала, а в других случаях применения желательны расположенные отдельно щетины или пучки щетин.
Действие щетины на поверхности очищаемого или обрабатываемого объекта в большой степени зависит от качества ее поверхности и от материала щетины. Обычно щетина производится из пластиковых мононитей. Путем подбора пластикового материала можно оказать влияние в основном только на прочность при изгибе и износостойкость, но в очень малой степени на поверхностные свойства и поверхностный эффект, если не принимать во внимание продольные профили. Поэтому в известном уровне техники были попытки изменения поверхностных свойств и поверхностного эффекта щетины путем дополнительных мер для того, чтобы удовлетворить требования при каждой цели применения.
В источниках 1-8 описана щетина с заложенными абразивными частицами для различных целей применения. При этом речь постоянно идет о том, чтобы придать щетине жесткий, абразивный эффект.
Другая разработка, показанная в источниках 9-15, сводится к тому, чтобы различными способами профилировать образованную из мононити щетину по ее оболочке. При этом постоянно речь идет о выполнении более или менее острых кромок вплоть до волокнистых структур.
Все вышеуказанные решения с заполненной частицами, или профилированной, мононитевой щетиной имеют значительный недостаток, заключающийся в том, что прочностные свойства, в частности эластичность при изгибе, прочность при продольном изгибе и износостойкость, значительно ухудшаются так, что приходится прибегать к большему диаметру и/или более качественным пластикам. Но это невозможно по многим техническим причинам и, кроме того, приводит к нежелательному удорожанию.
Все известные предложения в литературных источниках [16-21] сводятся к изготовлению щетины из двух пластиковых компонентов, а именно пластиковой сердцевины и нанесенного на нее слоя или в виде оболочки, окружающей сердцевину, или в виде нанесенных на сердцевину волокон. В этих известных решениях прочностные свойства щетины в основном контролируются. Если сердцевина имеет гладкостенную оболочку [16, 17], эффективность щетины изменяется лишь незначительно. Если профилирована только твердая сердцевина и нанесен соответствующий профилю обладающий резиноподобной эластичностью слой [18], то последний быстро снашивается на выступах профиля и обнажает твердую сердцевину. Если на сердцевине разрыхлены волокна [20], то щетину можно применять только для определенных целей, и к тому же ее изготовление требует больше затрат и расходов.
Среди названных в последнюю очередь предложений литературный источник [21] предлагает щетину, состоящую из экструдированной, относительно твердой сердцевины из РА (полиамид) или высокоплотного РЕ (полиэтилен) и мягкого термопластичного слоя из натурального или синтетического каучука. Эта известная щетина разработана для зубных щеток, причем благодаря мягкому обладающему резиноподобной эластичностью слою должна в первую очередь обеспечиваться бережная обработка зубов и десен, а твердая сердцевина обеспечивает необходимые прочностные свойства щетины. Но такая щетина не удовлетворяет поставленным при чистке требованиям, так как ее поверхность слишком гладкая. Она не пригодна также для того, чтобы наносить материалы на объект.
На основании уровня техники в основу изобретения положена задача создания щетины, которая при сохранении необходимых прочностных свойств при такой мягкой поверхности обладает равным образом хорошим эффектом чистки и способностью поглощать вещества.
Исходя из щетины, состоящей из сердцевины из относительно твердого, обладающего гибкой эластичностью пластика и по меньшей мере одного слоя из обладающего резиноподобной эластичностью пластика, данная задача решается посредством того, что обладающий резиноподобной эластичностью слой профилирован методом выдавливания на сердечнике, предпочтительно в разогретом состоянии.
Изобретение основано на неожиданном открытии, что обладающий резиноподобной эластичностью пластик, например термопластичный эластомер, даже при незначительной толщине, которая в обязательном порядке должна быть у щетины и в зубных щетках составляет порядка нескольких десятых миллиметра, можно профилировать методом выдавливания, без возврата обладающего резиноподобной эластичностью пластика в исходное положение, причем первостепенную роль играет относительно твердая сердцевина, к которой были приложены усилия выдавливания. Можно выполнить мелкие и грубые структуры какой угодно формы. Небольшие значения глубины профиля подбирают, в частности, в щетине для ухода за полостью рта и гигиены тела, и, наоборот, профили большей глубины в щетках для чистки или нанесения материала для того, чтобы в первом случае поглощать загрязнения и во втором случае поглощать наносимые вещества.
Обладающий резиноподобной эластичностью слой может охватывать сердцевину в виде оболочки или также только на отдельных участках и может содержать полученный путем выдавливания профиль по всей длине щетины или только по части ее длины.
В выполненной в соответствии с изобретением щетине сердцевина состоит из пластика, определяющего прочность при изгибе и продольном изгибе, и обладающий резиноподобной эластичностью слой с профилем состоит из пластика, определяющего воздействие поверхности щетины на объект и износостойкость. Путем подбора обоих пластиков и вида профиля можно привести щетину в соответствие с любыми требованиями.
В предпочтительном варианте выполнения сердцевина состоит из пластика с твердостью по Шору D>45, и обладающий резиноподобной эластичностью слой состоит из пластика с твердостью по Шору D<35. В особенно предпочтительном варианте твердость по Шору пластика для сердцевины составляет D>65 и для обладающего резиноподобной эластичностью слоя 20<D<35. Материалами, удовлетворяющими вышеназванным условиям, являются, например для сердцевины, РЕ (полиэтилен), РР (полипропилен) или РА (полиамид) и для обладающего резиноподобной эластичностью слоя термопластичные эластомеры.
Профиль обладающего резиноподобной эластичностью слоя может быть образован из распределенных по периферии, ограниченных по месту выемок. Вместо этого профиль может проходить в продольном направлении щетины, например вдоль линий оболочки или спирально. Наконец, профиль может быть ориентирован поперечно продольному направлению щетины.
В соответствии с другим признаком изобретения на профилированный, обладающий резиноподобной эластичностью слой наносится прилегающий к его профилю слой в виде пленки из мягкого пластика. Посредством этого на профиле можно получить определенный разравнивающий эффект, не уменьшая поверхностный эффект профиля.
Сердцевина может быть образована одной или несколькими мононитями. Первое выполнение рекомендуется в зубных щетках и в щетках для ухода за телом, последнее - в технических щетках. В этом случае применения щетки должны быть гибкими для того, чтобы, с одной стороны, оптимально прилегать к обрабатываемой поверхности и, с другой стороны, бережно очищать поверхность. Эти щетки быстро изнашиваются со свободного конца. В щетке, выполненной в соответствии с изобретением, это означает, что обладающий резиноподобной эластичностью слой изнашивается сначала на концах щетки. В варианте выполнения в соответствии с изобретением с несколькими мононитями в сердцевине они обнажены в виде волокон, которые по сравнению с одной мононитью большего диаметра в сердцевине постоянно обеспечивают бережную обработку.
Обычно щетина имеет поперечное сечение круглой формы. Но в варианте выполнения в соответствии с изобретением можно выполнить любое другое поперечное сечение щетины, при котором сердцевина имеет поперечное сечение, отличающееся от круглой формы, например узкое прямоугольное, или крестообразное, или звездообразное поперечное сечение. Тем не менее, обладающий резиноподобной эластичностью слой может иметь в таком случае поперечное сечение круглой формы так, что он имеет разную толщину и на участках с большей толщиной он может быть выдавлен на большую глубину. Вместо этого он может иметь также поперечное сечение, соответствующее поперечному сечению сердцевины так, что независимо от места выдавливания можно изготовить профили с одинаковой глубиной, причем и в данном случае сердцевина снова действует в качестве контропоры.
Наконец, вся щетина из сердцевины и обладающего резиноподобной эластичностью слоя может быть выполнена волнистой поперечно продольному направлению щетины.
Хорошее сцепление обладающего резиноподобной эластичностью слоя на сердцевине создается структурой поверхности сердцевины, действующей как адгезионное средство.
Для изготовления вышеописанной щетины изобретением предлагается способ, в котором сердцевина и обладающий резиноподобной эластичностью слой одновременно экструдируют в форме бесконечного жгута и обладающий резиноподобной эластичностью слой профилируют при движущемся жгуте путем выдавливания на сердцевине.
Посредством данного способа получают бесконечный щетинный материал, из которого непосредственно после выдавливания щетину разрезают на части необходимого размера. Вместо этого щетинный материал можно также смотать в катушку и только при изготовлении щеток разрезать щетину на части необходимого размера с разматываемой катушки жгута.
Другой вариант осуществления способа заключается в том, что сердцевину и обладающий резиноподобной эластичностью слой одновременно экструдируют в виде бесконечного жгута, жгут сматывают в катушку и обладающий резиноподобной эластичностью слой при разматывании катушки жгута профилируют на сердцевине. В этом способе выдавливание может производиться на заводе-изготовителе щетинного материала или только на заводе-изготовителе щеток. Этот способ можно рекомендовать также в том случае, когда обладающий резиноподобной эластичностью слой состоит из эластомера с медленным образованием сетчатой структуры, и процесс выдавливания должен осуществляться только по окончании реакции образования сетчатой структуры.
В этом способе обладающий резиноподобной эластичностью слой профилируют предпочтительно встречно действующими инструментами для холодного выдавливания, действующими на сердцевину, причем инструменты для холодного выдавливания могут создавать отличающиеся друг от друга профили. Можно предусмотреть только односторонний профиль, причем в этом случае инструмент для холодного выдавливания взаимодействует с непрофилированным, встречно действующим инструментом.
В следующем варианте осуществления способа в соответствии с изобретением на профилированный жгут при изготовлении щетинного материала или перед разрезанием щетины на части можно нанести пластик в виде пленки методом экструзии, погружения, напыления или насаживания пленки для того, чтобы, например, разравнять профиль.
В другом варианте осуществления способа сердцевину и обладающий резиноподобной эластичностью слой одновременно экструдируют в виде жгута, затем щетину со жгута разрезают на мерные части и после этого профилируют обладающий резиноподобной эластичностью слой выдавливанием на сердцевине. В этом способе пленочный слой до или после разрезания на части наносится методом погружения, напыления или натяжения пленки.
Изготовленная в соответствии с изобретением щетина пригодна для инструментов различного типа. В простейшем случае такую щетину можно применять непосредственно в качестве зубочистки, а именно, или в форме спички, или подобно шелковой нити для чистки зубов.
В противоположность этому щетка снабжена большим количеством изготовленной в соответствии с изобретением щетины, причем щетина может располагаться в раздельном порядке. В частности, такая щетка может иметь щетину с различным образом профилированными, обладающими резиноподобной эластичностью слоями.
Изобретение описывается ниже с помощью схематично представленных на чертеже примеров выполнения, которые показывают щетину в перспективе с поперечным сечением.
В соответствии с фиг.1 щетина 1 имеет сердцевину 2 из прочного при изгибе и прочного при продольном изгибе пластика, например PA, PP или РЕ, и обладающего резиноподобной эластичностью слоя 3, охватывающего сердцевину 2 в виде оболочки, например, из термопластичного эластомера. В обладающем резиноподобной эластичностью слое 3 выдавлен профиль 4 в форме ограниченных по месту и распределенных по периметру выемок 5. Выдавливание осуществляется на твердой сердцевине 2.
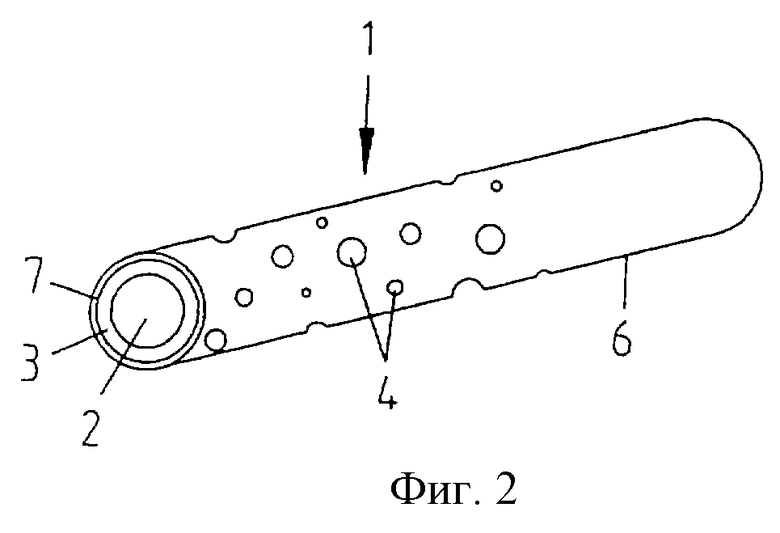
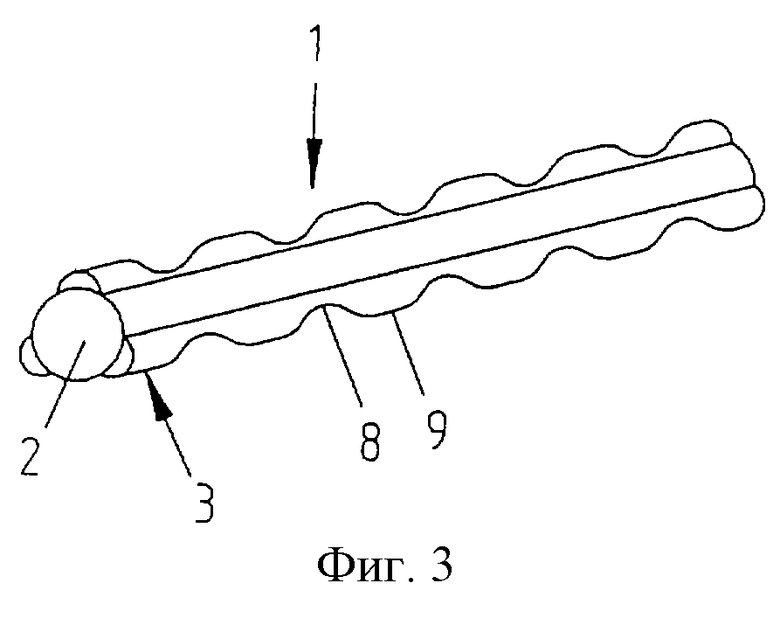
В примере выполнения по фиг.2 щетина 1 выдавлена с получением профиля, показанного на фиг.1, только на одной части длины, а на остальной части длины 6, которая включает в себя, например, конец для крепления щетины, она остается непрофилированной. В остальном она также состоит из сердцевины 2 из твердого пластика, обладающего резиноподобной эластичностью слоя 3 с выдавленными выемками и покрывающего профиль слоя 7 в виде пленки, который прилегает к профилю, но привносит определенный эффект разравнивания. В примере выполнения по фиг.3 щетина также состоит из сердцевины 2 и обладающего резиноподобной эластичностью слоя 3, нанесенного только на некоторых участках. А именно, этот слой проходит на сердцевине 2 в форме продольных ребер, профилированных путем поперечного выдавливания так, что создаются выемки 8 и выступы 9 в виде утолщений.
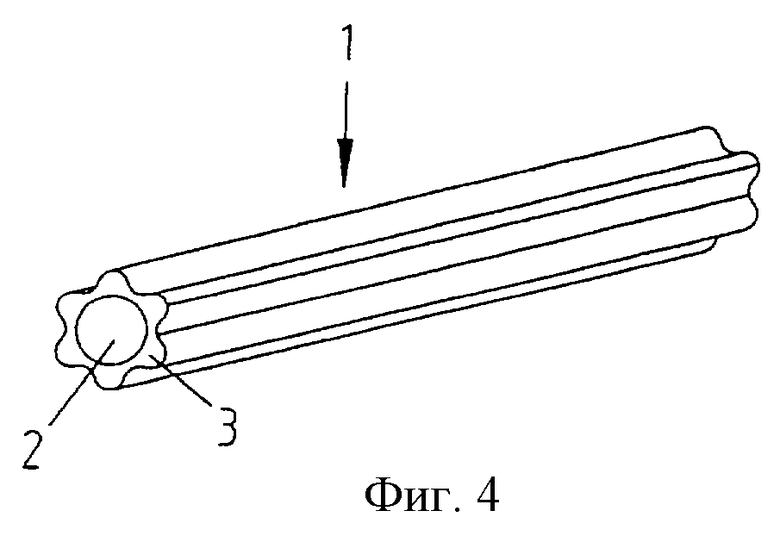
В примере выполнения по фиг.4 обладающий резиноподобной эластичностью слой 3 профилирован продольно на сердцевине 2, причем профиль можно выполнить при одновременном экструдировании или выдавливанием. Дополнительно обладающий резиноподобной эластичностью слой 3 может иметь полученные выдавливанием выемки, подобно изображенным на фиг.1 и 2, или поперечные выемки.
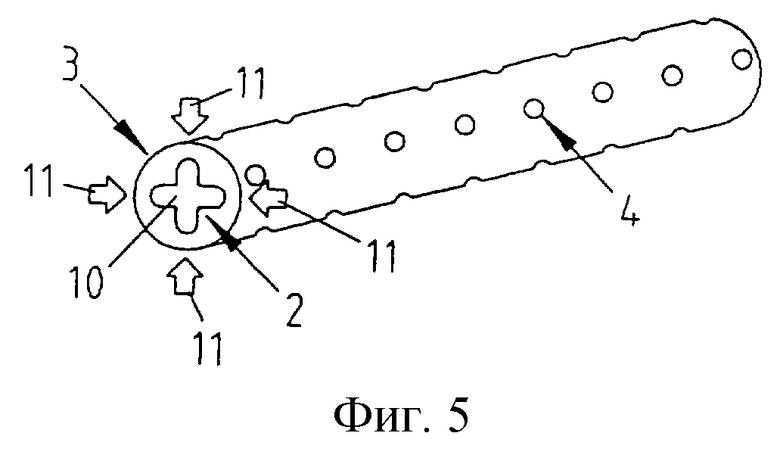
В то время как в примерах выполнения по фиг.1-4 сердцевина имеет по меньшей мере поперечное сечение круглой формы, на фиг.5 показана щетина, сердцевина 2 которой имеет поперечное сечение 10 крестообразной формы, а обладающий резиноподобной эластичностью слой 3 имеет поперечное сечение круглой формы. Следовательно, на участке концов поперечин сечения 10 крестообразной формы он имеет наименьшую толщину. Тем самым образованы четко выраженные контропоры, на которых - как указано стрелками 11 - можно особенно хорошо производить выдавливание.
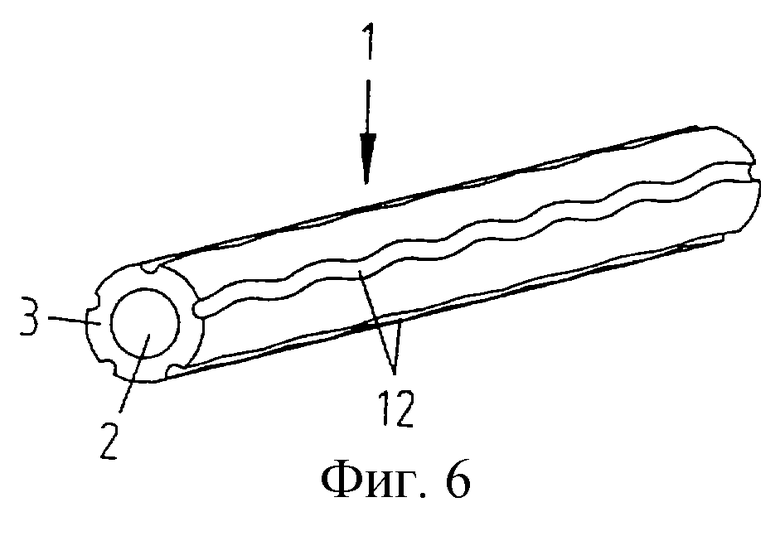
В примере выполнения по фиг.6 щетина 1 имеет также сердцевину 2 круглого поперечного сечения. Охватывающий ее обладающий резиноподобной эластичностью слой 3 выдавлен с волнообразным профилем 12.
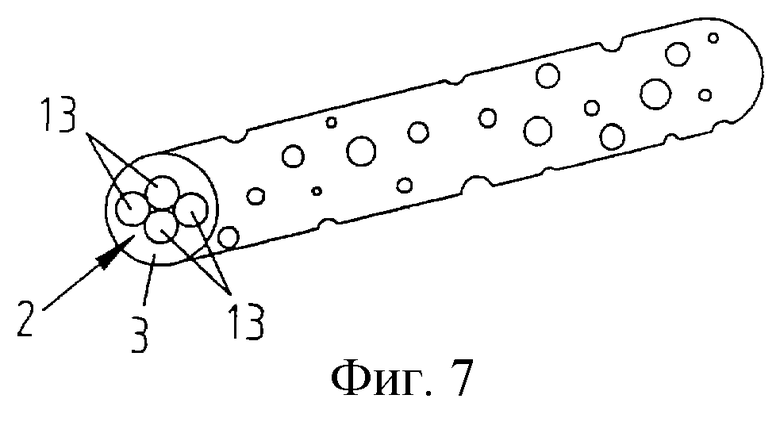
Фиг. 7 показывает видоизмененную по сравнению с фиг.1 форму выполнения, когда сердцевина 2 состоит из четырех мононитей 13, которые могут быть параллельными или скрученными. Обладающий резиноподобной эластичностью слой 3 окружает сердцевину 2 также с поперечным сечением круглой формы и имеет на оболочке выдавленный профиль.
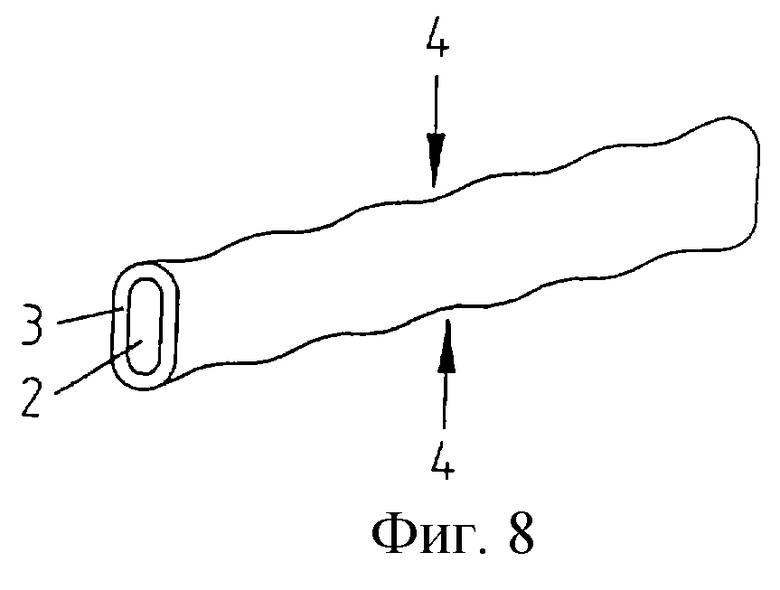
В примере выполнения по фиг. 8 сердцевина 2 имеет поперечное сечение вытянутой формы. Обладающий резиноподобной эластичностью слой 3 предусмотрен одной и той же толщины так, что он соответствует поперечному сечению сердцевины 2, и создается щетина в форме полоски, которая снабжена выдавленным профилем 4 подобно фиг.3, например, только на своих узких сторонах.
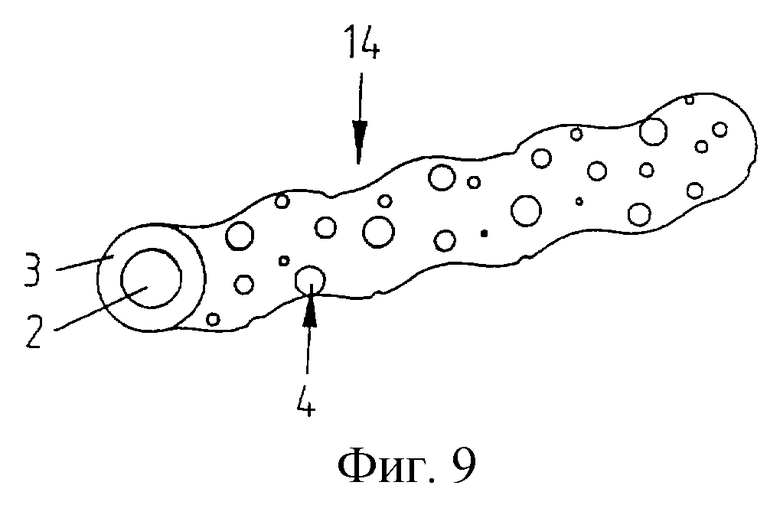
Щетина по фиг. 9 имеет сердцевину 2 и обладающий резиноподобной эластичностью слой 3 с полученным путем выдавливания профилем 4. В отличие от вышеописанных щетин щетина 14 по фиг.9 выполнена волнистой в продольном направлении.
Источники информации
1. DE 322089 А.
2. US 2642705.
3. DE 1014964 В.
4. DD 32963 А.
5. GB 1327329 А.
6. PR 2546097 А.
7. ЕР 0354352 А.
8. WO 93/18891 А.
9. US 2110371 А.
10. US 2317485 А.
11. US 3325845 А.
12. US 4373541 А.
13. DE 3116189 А.
14. US 5678275 А.
15. DE 1140901 В.
16. DE 1037434 В.
17. DE 8300846 U.
18. US 3090061 А.
19. US 4627950 А.
20. DE 3717475 С.
21. US 4263691 А.
Щетина состоит из сердцевины из сравнительно твердого, эластичного при изгибе пластика и по меньшей мере одного слоя из обладающего резиноподобной эластичностью пластика, профилированного путем выдавливания на сердцевине. На этот слой может быть нанесен в виде пленки другой слой, разравнивающий профиль. Такую щетину изготавливают методом одновременного экструдирования сердцевины и обладающего резиноподобной эластичностью слоя и методом последующего выдавливания его на сердцевине. Слой в виде пленки наносится после выдавливания. Изобретение обеспечивает получение такой щетины, которая при сохранении необходимых прочностных свойств при мягкой поверхности обладает хорошим эффектом чистки и способностью поглощать вещества. 7 с. и 22 з.п. ф-лы, 9 ил.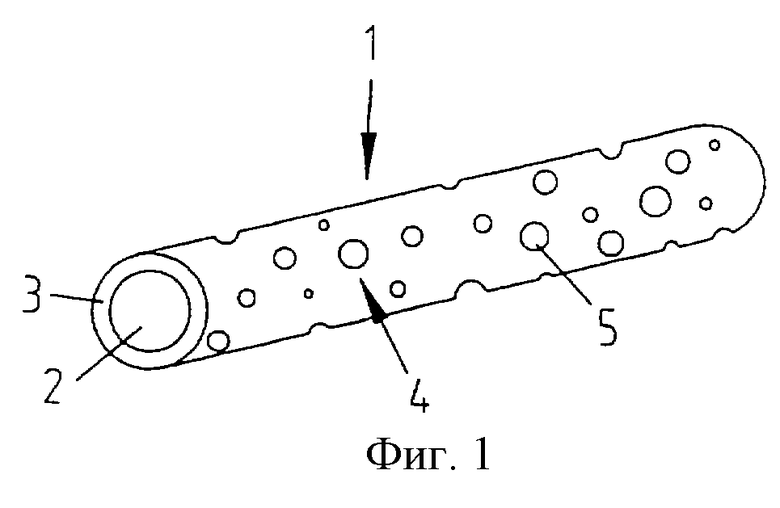
| DE 19533815 А, 20.03.1997 | |||
| DE 3400941 А1, 11.10.1984 | |||
| US 5137039 А, 11.08.1992 | |||
| ПОВЯЗКА НА ГРУДНУЮ КЛЕТКУ | 0 |
|
SU360938A1 |
| US 3605162 А, 20.09.1971. | |||

