Изобретение относится к способу изготовления щетинной структуры на носителе любого вида при помощи пресс-формы, имеющей отходящие от стенки каналы для формования щетинок, при этом образующая щетинки формовочная масса под давлением подается в каналы.
Щетинные изделия, к которым, в частности, относятся всевозможные щетки, кисти и швабры, изготовляются преимущественно механическим способом, причем вначале изготовляется носитель щетины с отверстиями, а затем механически вставляются пучки щетины. С появлением пластмасс носители щетинок изготовляются литьем или литьем под давлением, и щетинки закрепляются либо обычным механическим способом, либо в последнее время также термическими способами. Во всех этих случаях вначале необходимо изготовить моноволокна щетинок экструзией или формованием из расплава, затем при необходимости моноволокна нарезаются и, наконец, щетинки закрепляются на носителе. В преимущественно применяемом еще сегодня способе крепления щетинки изгибаются петлей и металлической скобой закрепляются в корпусе щетки.
Поэтому предпринимаются многочисленные попытки по дальнейшей рационализации в направлении формования щетинок или пучков как одно целое с носителем и соединения носителя с самой щеткой. Так, уже более ста лет тому назад было предложено (GB 788/1861, GB 24 935/1896), чтобы щетинки и связывающий их носитель отливались из эластичного материала, такого как резина или другого аналогичного материала, и затем закреплялись на жестком корпусе собственно щетки. Далее известно (DE 941364, GB 2151971, US 301644, 4244076, US 5040260, US 5966771, WO 98/03097) изготовление литьем под давлением сгруппированных в отдельные блоки чистящих элементов вместе с соединяющим их носителем, затем соединение носителя с корпусом щетки двухкомпонентным литьем под давлением. Наконец, известно изготовление всей щетки и щетинок в виде цельного, отлитого под давлением изделия (US 5926900).
Щетки такого типа на практике могут иметь лишь ограниченное применение, например в области ухода за волосами или как щетки одноразового использования. Причина недостаточной пригодности и спроса состоит в том, что изготовленная литьем под давлением щетина имеет слишком низкую усталостную изгибную прочность при знакопеременных нагрузках, так как в отличие от щетины, полученной формованием из расплава, она не обладает необходимой для стабильности молекулярной структурой, отличающейся прежде всего продольной параллельной ориентацией молекулярных цепей в щетинках. Поэтому они классифицируются скорее как рабочие или чистящие элементы, нежели как щетинки. Недостаточная стабильность проявляется, в частности, в зоне крепления рабочих элементов на носителе, так как там ориентация молекул почти полностью отсутствует. Это приводит к тому, что сразу же после изготовления выровненные должным образом рабочие элементы после непродолжительного использования меняют свое положение, в частности изгибаются, загибаются и не выпрямляются в начальное положение (bend recovery). Далее эта технология требует применения одной и той же пластмассы, как для рабочих элементов, так и для носителя, что, учитывая дорогостоящие виды пластмасс, из которых должна изготовляться щетина с высоким профилем требований, ведет соответственно к большим издержкам. Любое снижение затрат означает необходимость компромисса в выборе пластмассы. Однако существенные потребительские недостатки технического характера по-прежнему остаются, следствием чего является пригодность щеток этого типа к использованию лишь в очень ограниченных случаях. Также исключается любое отклонение от профиля требований в плане разнообразия материалов для носителя и щетины или для самой щетины, в частности в том, что касается механической прочности, присущего материалу коэффициента трения, цвета и прочего.
Далее, известны щетки (US 2621639), у которых рабочие элементы ("pins") - это не щетина в собственном понимании, а штыри, пальцы, полосы или что-то аналогичное. Речь идет об элементах, полученных литьем под давлением большей частью из резины или резиноподобных пластмасс, например эластомеров, имеющих большее, чем щетина, поперечное сечение и зачастую также меньшую длину. Эта уплотненная конструкция «щетины» настоятельно необходима по двум причинам. С одной стороны, только таким образом может быть обеспечена в определенной степени удовлетворительная стабильность и усталостная прочность при знакопеременных нагрузках и, с другой стороны, по причинам, связанным с технологией литья под давлением, каналы не должны быть слишком узкими и слишком глубокими, чтобы, во-первых, обеспечить достаточное заполнение формы и, во-вторых, обеспечить извлечение. Важнейшие свойства этих "pins", по существу, состоят в мягком воздействии на поверхности, с которыми они соприкасаются, при высоком коэффициенте трения, то есть в большей степени в характере приглаживающего и массажирующего воздействия, чем в активном воздействии щетки как таковой. Типичным случаем применения являются щетки для волос, которые служат преимущественно для расчесывания и приведения в порядок волос, кожу головы они могут массировать, лишь соприкасаясь с ней. Жесткость этих элементов может, по существу, оказывать воздействие лишь за счет диаметра и соотношения диаметр/длина, а также за счет жесткости пластмассы.
Щетка согласно публикации US 2621639 изготавливается методом литья под давлением, при котором тонкая, гибкая несущая пластинка с перфорацией, соответствующей расположению рабочих элементов, вставляется в форму для литья под давлением, имеющую множество формовочных полостей в виде каналов, которые примыкают к перфорационным отверстиям носителя и служат для формования стержнеобразных рабочих элементов. С противоположной стороны, со стороны впрыска, расположены каналы распределителя, подводящие расплавленную пластмассу, например нейлон, к отдельным перфорационным отверстиям и примыкающим формующим каналам. Формующие каналы, непосредственно в месте примыкания к перфорационным отверстиям носителя, имеют расширение. Таким образом с обеих сторон тонкой несущей пластинки создается утолщение, так что рабочий элемент фиксируется по оси в обоих направлениях. Несмотря на то, что используемый нейлон подходит для создания свойств, подобных щетине, они здесь не находят применения, так как, по меньшей мере, в основании чистящих элементов, продольно ориентированная структура в связи с утолщением образована быть не может. Вышесказанное относится и к другой известной щетке для волос (ЕР-В1-0120229), в которой вначале формуется литьем носитель с гильзообразными, коническими насадочными элементами, а затем в гильзы впрыскивается в виде сердцевины другая пластмасса, которая располагается утолщением на открытом входе в гильзу. С обратной стороны сердцевины соединены через аналогичную по материалу вторую несущую пластинку. Также здесь на переднем плане фигурирует неподвижное в осевом направлении соединение с геометрическим замыканием обеих частей, и в связи с этим рабочие элементы становятся еще более массивными.
Такие чистящие элементы известны также для зубных щеток и швабр (US 5049260, US 5966771). Эти щетки выполнены из двух частей. Наконец, для зубных щеток известно (US 192452, 2139242, DE 836440, WO 00/64307) комбинирование набора щетины из обычных щетинок с общепризнанным, хорошим чистящим эффектом и чистящих элементов в виде пальцев или стержней из резиноподобной пластмассы.
В документе WO 02/03831 (DE 10033256 и DE 10130863) данного заявителя, раскрытие которого составляет содержание настоящей заявки, предлагается способ и устройство, которые позволяют использовать известные преимущества метода литья под давлением, а также обеспечивается изготовление щетинных изделий, щетина которых не только достигает, но и превосходит по качеству и потребительским свойствам щетину, экструдируемую из расплава.
Это становится возможным благодаря тому, что носитель изготовляется с работающими по типу фильер проходами, к которым примыкают каналы, при этом, по меньшей мере, на части своей высоты проходы имеют минимальную ширину ≤ 3 мм, отношение этой ширины к получающемуся из высоты проходов и длины каналов пути протекания расплава выбирается равным ≤ 1:5, а расплав пластмассы впрыскивается через проходы в каналы для образования щетинок, по меньшей мере, с одной стороны носителя, со стороны подачи расплава. Вышеназванное отношение выбирается предпочтительно ≤ 1:10. Нижняя граница этого отношения может находиться в диапазоне 1:250.
Этот способ представляет собой новый путь в изготовлении щетинных изделий. Носитель, на котором помещается щетина и который может формировать собственно корпус щетки или часть его, например в форме вкладыша или чего-то подобного, служит одновременно в качестве как бы утраченного «инструмента» для изготовления щетинок литьем под давлением. В действующих по типу фильеры проходах вследствие эффекта подпора и трения со стенкой создается растянутый поток с относительно высокими усилиями сдвига в околостенной зоне. Они приводят к тому, что молекулярная структура внутри расплава или пластификата ориентируется в направлении течения и эта ориентация продолжается в формующих щетинки каналах, при этом выбранная согласно изобретению длина протекания расплава по отношению к самому узкому месту проходов оптимизирует продольную молекулярную ориентацию. Это самоусиление щетинок за счет продольной ориентации молекулярных цепей особенно отчетливо проявляется в случае частично кристаллических термопластов. Этому способствует то, что в изготовленном таким образом щетинном изделии, в отличие от изделия, изготовленного как одно целое, короткая частичная длина щетинки, а именно ее корень, помещается и удерживается в носителе. Эта корневая зона в прочностном отношении является наиболее чувствительной, так как там ориентация молекул еще не произошла или проявляется лишь незначительно. Благодаря этой стабилизации создается более высокая изгибная прочность, в частности изгибная прочность при знакопеременных нагрузках, а также более высокая прочность при растяжении. Изгибающее усилие, необходимое для заданного отклонения щетины, возрастает на 40% и более относительно щетинных изделий, изготовленных литьем как одно целое традиционным способом. Заметно увеличивается также модуль упругости. Так как существенно возрастает также предел прочности при растягивании, то даже при небольшом поперечном сечении и большой длине щетинки легко извлекаются из литьевой формы.
Известный способ согласно публикации WO 02/03831 того же заявителя позволяет обрабатывать в принципе все пластмассы, обладающие литейными свойствами, при этом с точки зрения профиля требований для изготовления щетины предпочтительно применяются термопласты или термоэласты или их смеси (сплавы), так как у этих пластмасс наиболее выражена также молекулярная ориентация.
Вышеназванный способ, предложенный заявителем, так же, как и способ согласно US 2621369, имеет тот недостаток, что рисунок перфорации предварительно изготовленного пластмассового носителя должен точно совпадать с шаблоном, заданным каналами в литьевой форме, в частности должны взаимно совмещаться оси перфорационных отверстий и каналов. Если это требование точно не выполняется, в зоне закрепления щетины происходит смещение, связанное с нежелательным уменьшением поперечного сечения основания щетины, так что щетинки преждевременно обрываются или срезаются. С другой стороны, предварительно перфорированные носители из пластмассы могут быть изготовлены сколько-нибудь экономично только способом литья под давлением. Однако при литье под давлением следует постоянно принимать в расчет усадку носителя не только при охлаждении, но также принимать в расчет последующую усадку на протяжении длительного промежутка времени, в результате которой нарушается соблюдение изначально заданных размеров. При этом рекомендуется использование пластмасс с небольшой усадкой, что приводит к сильному ограничению в отношении возможности комбинирования материала щетины, с одной стороны, и носителя, с другой. Чтобы позволить себе больший выбор материалов для пары щетина/носитель, в частности материала носителя, в этом случае необходимо иметь в распоряжении несколько литьевых форм для литья под давлением.
Задачей изобретения является предложить такой способ, при помощи которого могут быть изготовлены щетинные изделия из любых материалов носителя с одной структурой щетины воспроизводимым образом и с сохранением качества на неизменном уровне.
Поэтому изобретение относится к способу изготовления щетинной структуры на носителе любого вида при помощи пресс-формы, имеющей отходящие от стенки каналы для формования щетинок, при этом образующая щетинки формовочная масса под давлением подается в каналы. Такой способ отличается согласно изобретению тем, что носитель, опосредованно или непосредственно, помещается на имеющую каналы стенку формы таким образом, что свободные поперечные сечения каналов полностью перекрываются, и вслед за этим формовочная масса подается на носитель под таким давлением формования, что носитель продавливается в зоне свободных поперечных сечений каналов, и при этом материал носителя вытесняется и, наконец, формовочная масса заполняет каналы.
Способ согласно изобретению изначально имеет дело с материалом носителя в исходном состоянии, в частности, он не имеет сквозных отверстий, которые должны совмещаться с формующими щетинки каналами. Более того, давление формования используется для того, чтобы создать сквозные отверстия с необходимым поперечным сечением лишь в процессе формования, когда формовочная масса под давлением формования продавливается через носитель. При этом перекрывающий свободное поперечное сечение каналов материал вытесняется в стороны и, при необходимости, в направлении впрыскивания. Рисунок перфорации в заданном каналами шаблоне создается лишь одновременно с формованием щетинок, так что не возникает ни проблема отсутствия соосности перфорационных отверстий с каналами, ни проблема равномерно перекрывающегося расположения перфорационных отверстий и каналов, к тому же становятся излишними дорогостоящие инструменты для предварительного изготовления перфорированных носителей.
Способ согласно изобретению не ограничивается литьем под давлением, более того, масса, от жидкой до пластичной, может подаваться, например, в качестве формовочной массы в пресс-форму и нагнетаться в каналы под давлением формования, продавливая носитель в зоне свободных поперечных сечений каналов и вытесняя материал носителя.
Таким образом, при помощи способа согласно изобретению не только поддающиеся формованию термопластические пластмассы, но также в еще более пластичной форме могут обрабатываться термореактивные пластмассы, которые отверждаются затем только после процесса формования. Далее, можно назвать жидкие пластмассы, которые предлагаются, например, как литьевые свечи.
Далее, в пресс-форму может подаваться в качестве формовочной массы для щетины вязкоупругая масса и нагнетаться в каналы под давлением формования, продавливая носитель в зоне свободных поперечных сечений каналов и вытесняя материал носителя. Таким образом в качестве материалов носителя могут перерабатываться также эластомерные или другие резиноподобные массы, например латекс, при этом всегда обеспечивается перфорация носителя, однако лишь в тех местах, где находится формующий щетинку канал.
Наконец, формовочная масса может подаваться в пресс-форму также в виде твердой массы при условии, что она может пластически деформироваться под соответственно высоким, технически реализуемым давлением до 5000 бар (5х105 кПа). Под давлением формования пластическая масса продавливает носитель в зоне свободных поперечных сечений каналов, вытесняет материал носителя в стороны и/или в направлении впрыскивания, прежде чем она будет запрессована в каналы.
В вышеуказанном способе формование формовочной массы может поддерживаться при необходимости подводом тепла. Это рекомендуется прежде всего тогда, когда формовочная масса для ускорения отверждения состоит из реактивных компонентов, как, например, термореактивные пластмассы.
Реализация способа особенно предпочтительна, когда формовочная масса для щетины представляет собой расплав и в процессе инжекционного прессования или литья под давлением расплав, продавливая носитель в зоне свободных поперечных сечений каналов и вытесняя материал носителя, подается в каналы. В данном случае удельные давления литья между 1000 и 5000 бар (от 1х105 кПа до 5х105 кПа) проявили себя как предпочтительные параметры, причем в формующих щетинки каналах достигается также удельное давление выше 300 и до 600 бар (от 0,3х105 кПа до 0,6х105 кПа), которого достаточно для хорошего заполнения формы даже в случае узких каналов. При инжекционном прессовании и литье под давлением добавляется отличительный эффект в продавливании носителя. Фронту расплава как таковому предшествует ударная волна, вытесняющая находящийся в пресс-форме воздух. Эта воздушная ударная волна, отличающаяся к тому же повышенной температурой, сталкивается вначале с носителем, прежде чем приходит собственно фронт расплава.
Так как способ согласно изобретению позволяет изготовить щетинные структуры любого типа, следует заботиться лишь о том, чтобы давление формования в зависимости от толщины и свойств материала носителя регулировалось так, чтобы носитель под действием давления продавливался в зоне отверстий в каналах.
Вытесняемый при продавливании носителя формовочной массой материал носителя может, по меньшей мере, частично вытесняться в отверстия каналов и создавать таким образом своеобразный бортик, опоясывающий отдельные шерстинки у их основания.
Далее, в зависимости от выбора материала носителя давление может регулироваться так, что при продавливании носителя вытесняемый формовочной массой материал носителя формуется подобно воронке от попадания снаряда, образуя воронкообразное отверстие в носителе.
Далее, чтобы не ослабить поперечное сечение щетинок у основания при образовании таких бортиков, может быть предусмотрено, что формующие щетинки каналы снабжены в зоне отверстия расширением для приема формуемого в виде бортика материала носителя. Таким образом, может беспрепятственно формироваться молекулярная структура щетинок, и, в частности, достигается желательная продольная ориентация в щетине.
Материал носителя может быть подобран так, что при продавливании носителя вытесняемый формующей массой материал носителя образует сплав с формующей щетинки массой для придания щетине особых свойств.
Перед наложением на стенку формы носитель предпочтительно снабжается в своих, перекрывающих отверстия каналов зонах ослабляющими материал структурами, которые могут включать от простых утонений носителя и глухих отверстий до расположенных с радиальной симметрией, заданных мест разрушения.
В варианте выполнения перед каналами в пресс-форме может быть предусмотрен еще один снабженный соосными отверстиями носитель, на который налагается продавливаемый формовочной массой носитель, перекрывая отверстия этого дополнительного носителя. В этом случае используются как «перфорационный шаблон» не свободные поперечные сечения формующих непосредственно щетинки каналов, а являющиеся их продолжением в формовочной полости отверстия дополнительного носителя. Вытесняемый при продавливании формующей щетинки массой материал носителя вытесняется в отверстия другого носителя, в результате чего образуется особенно хорошая обвязка щетинок в зоне их оснований.
Конструкция может быть выполнена также таким образом, что перекрывающий свободные поперечные сечения каналов носитель налагается непосредственно на опоясывающую каналы стенку формы, а дополнительный носитель налагается на него, так что образуется своего рода «пробивной штамп», упрощающий продавливание носителя.
В качестве другой меры, облегчающей продавливание носителя, край отверстия формующих щетинки каналов может быть выполнен профилированным и только позже переходить в гладкую стенку.
Перекрывающий свободные поперечные сечения каналов носитель выполняет, в частности, при литье массы под давлением, другую функцию как поддерживающий давление заслон, то есть благодаря кратковременному скоплению формовочной массы на материале носителя частично устраняется падение давления, возникающее обычно от агрегата для литья под давлением до формовочной полости включительно, так что формовочная масса проникает в каналы, формуя щетинки, с еще довольно высоким удельным давлением. Практические эксперименты показали, что удельное давление литья перед впрыскивающим шнеком с 2100 бар (2,10х105 кПа) может падать во внутренней полости примерно до 600 бар (0,6х105 кПа), в то время как перекрытие каналов носителем может поддерживать формовочное давление внутри полости приблизительно на уровне удельного литьевого давления перед шнеком. Объемная упругость расплавов термопластических пластмасс до 10% также способствует поддержанию давления перед продавливанием носителя. В результате достигается желательная высокая скорость протекания литьевой массы в формующие щетинки каналы, что, в свою очередь, обусловливает повышенный эффект упругости при сдвиге и, следовательно, хорошую продольную ориентацию с образованием игольчатых кристаллов при термопластических пластмассах. Таким образом, за счет толщины носителя и соответствующего поддержания давления внутри формовочной полости можно влиять на качество готовой щетины. При высоком давлении внутри формовочной полости проникновение расплава в формующие щетину каналы происходит подобно взрыву. В неопубликованных патентных заявках данного заявителя (DE 10201635.5 от 17/01/2002 и DE 10212781.8 от 21/03/2002) приводятся оптимизирующие параметры для реализации способа и конструктивные меры, включенные настоящим в раскрытие данной заявки.
Как уже указывалось выше, носитель может быть изготовлен из любого материала, в частности как органических, так и неорганических материалов.
Он может состоять из пленки, предпочтительно растягивающейся пленки, которая при продавливании обеспечивает абсолютно плотную герметизацию в зоне установки щетинок. Носитель может быть выполнен также из металлической фольги, которая в готовом щеточном изделии может создавать декоративный эффект и/или оказывать химическое/физическое действие в зависимости от назначения щеточного изделия.
Альтернативно носитель может быть выполнен из полимерной пленки, в том числе, в частности, из эластомерной пленки, придающей готовому щеточному изделию на стороне расположения щетины специфические потребительские свойства.
Предпочтительно применяются пленки толщиной ≤1 мм, в которых заранее подготовленные заданные места разрушения, как правило, перфорируются при соответствующем давлении формования.
Носитель может быть изготовлен также из пластинки, имеющей предпочтительно толщину ≥0,2 мм.
Носитель может быть изготовлен также из двух или большего числа слоев или ламинированных пленок, при этом предпочтительно предусмотреть очень тонкий наружный слой, облегчающий подгонку щетинного носителя к внутренней конфигурации пресс-формы. Преимущества такой конструкции описываются ниже в связи с другими вариантами способа.
В носителях из двух или большего числа слоев, по меньшей мере, один слой может перекрывать отверстия каналов и, по меньшей мере, еще один может быть снабжен заранее отформованными в соответствии с расположением каналов отверстиями.
Два или большее число слоев выполнены предпочтительно из различных материалов, в частности с различной упругостью.
Носитель может помещаться в открытую пресс-форму как предварительно изготовленное формованное изделие. Это может быть, например, изделие, полученное пневматическим формованием или литьем под давлением, или глубокой вытяжкой.
Носители могут подаваться в открытую пресс-форму также как бесконечный материал и разрезаться на заданный размер до или во время замыкания пресс-формы. Как альтернатива носители с заданным размером могут подаваться на бесконечную подложку и в зоне пресс-формы отделяться от бесконечной подложки.
Далее, материал носителя, перекрывающего свободные поперечные сечения каналов, может свариваться с материалом щетинок, при этом предлагаются пары из различных видов пластмассы.
Далее, способ согласно изобретению дает возможность отдельными отрезками подавать в пресс-форму образующие щетину пластмассы с различными механическими свойствами, так что щетинная структура в целом состоит из щетины с различными свойствами. В пресс-форму могут подаваться также отдельными отрезками образующие щетину пластмассы различного цвета для визуализации полей щетины различного рода.
Способ согласно изобретению постоянно имеет дело с отдельно располагающимися щетинками, которые в зависимости от расположения формующих щетину каналов находятся на небольшом или умеренном расстоянии друг от друга. Щетинная структура из таких отдельно стоящих щетинок показала себя предпочтительной, прежде всего, в щетках и кистях с высокими гигиеническими требованиями, так как грязь или наносимые этими щетками или кистями продукты меньше задерживаются между щетинками, чем в пучках щетины, и такие щетки или кисти могут, в частности, легко промываться и прочищаться.
В другом варианте реализации способа материал носителя помещается в пресс-форму в виде сырого формованного изделия или заготовки и давлением формования формовочной массы приформовывается к стенке формы, опоясывающей свободные поперечные сечения каналов, прежде чем формовочная масса продавит отформованный носитель. В этом случае окончательная конфигурация носителя создается только в пресс-форме давлением формования формовочной массы. Для этого подходят, в частности, тонкие пленочные носители, при необходимости также в двухслойном выполнении.
В еще одном варианте материал носителя может помещаться в пресс-форму в виде сырого формованного изделия или заготовки и давлением жидкой среды приформовывается на стенку формы, опоясывающую свободные поперечные сечения каналов, прежде чем формующая щетину масса под более высоким давлением формования подается в пресс-форму. Посторонняя жидкая среда служит здесь лишь как средство формования, которое либо удаляется из пресс-формы перед впрыскиванием формовочной массы, либо вытесняется из пресс-формы другой, впрыскиваемой позже формовочной массой.
Как альтернатива материал носителя и образующая щетину формовочная масса подаются в пресс-форму способом многослойного литья под давлением. Это может осуществляться способом с одноразовым или двухразовым впрыскиванием (Mono- oder Twinshot-Verfahren).
Могут быть упомянуты как способы, использующие постороннюю жидкую среду для формования материала носителя, газоинжекционный способ (Gas-Injection-Technology) или водоинжекционный способ (Water-Injection-Technology).
Ниже изобретение описывается на основании нескольких примеров выполнения. На чертежах показаны:
Фиг.1 - схематическое изображение элемента пресс-формы на первом этапе способа;
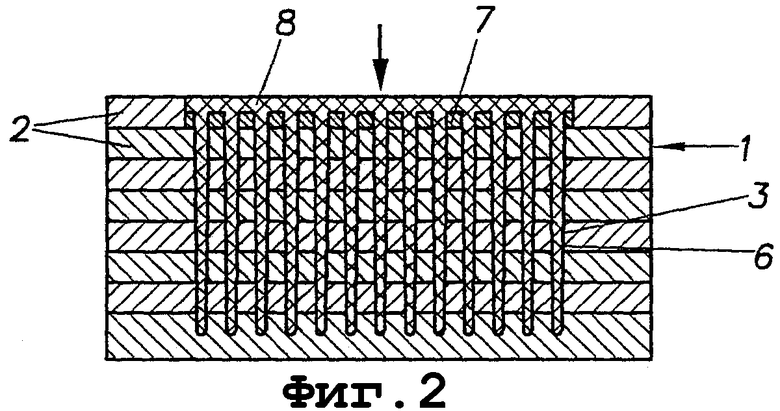
Фиг.2 - элемент пресс-формы согласно фиг.1 на втором этапе способа;
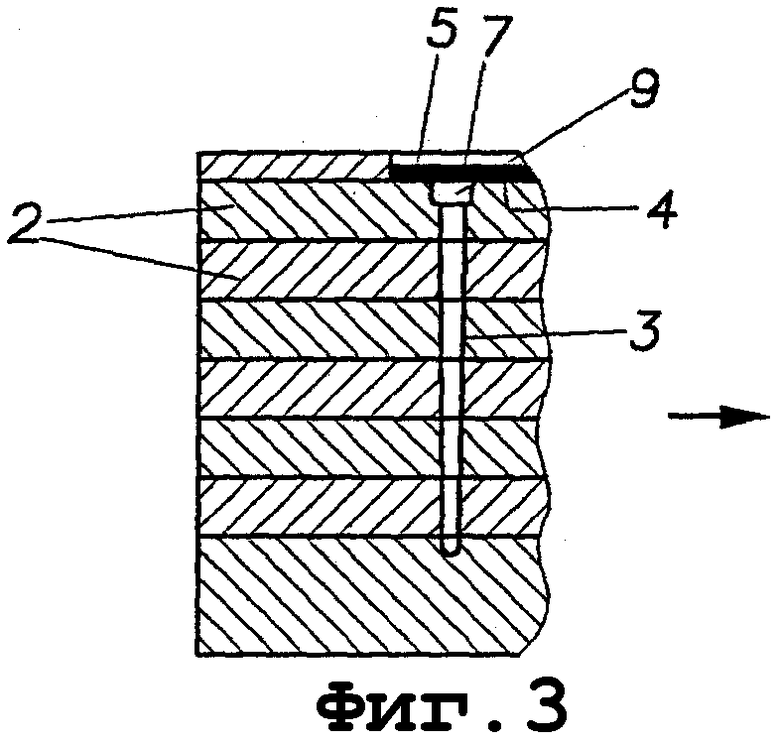
Фиг.3 - детальный вид к фиг.1;
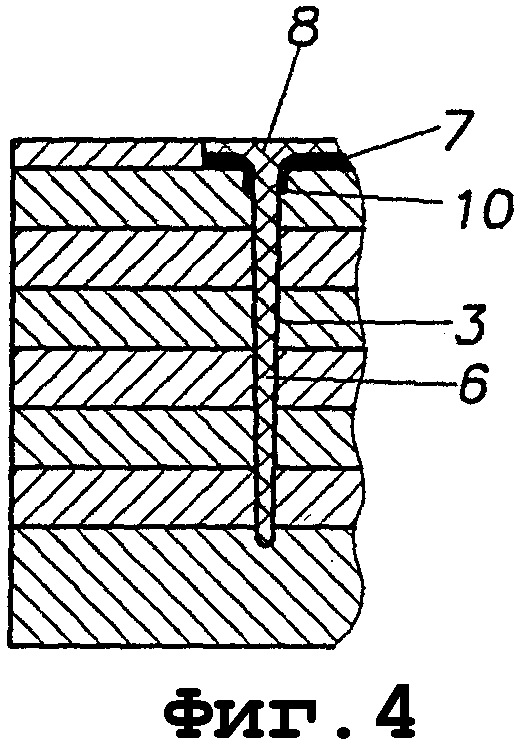
Фиг.4 - детальный вид к фиг.2;
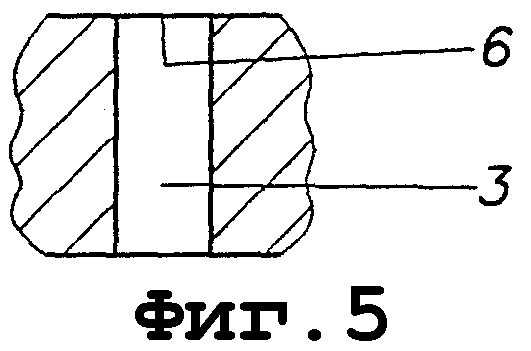
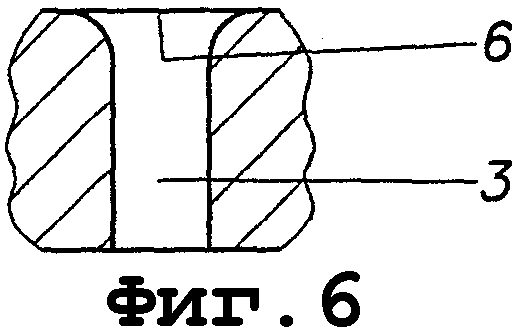
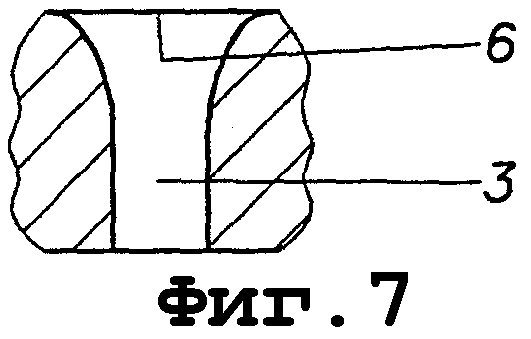
Фиг.5-7 - соответственно сильно увеличенное сечение в зоне поперечного сечения свободного отверстия формовочного канала;
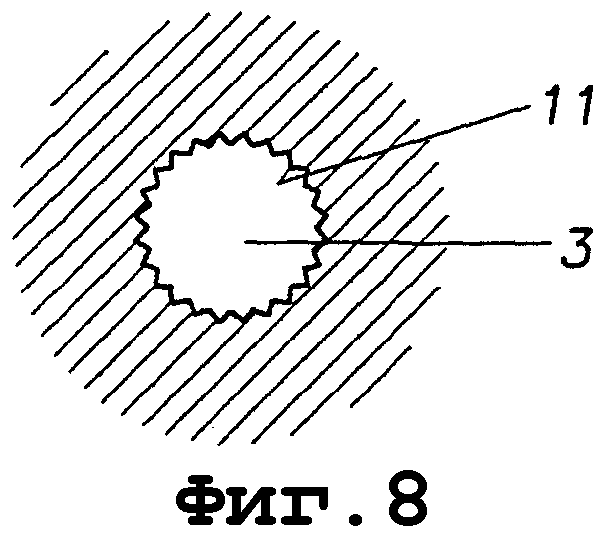
Фиг.8 - вид сверху на свободное поперечное сечение в другом выполнении формовочного канала;
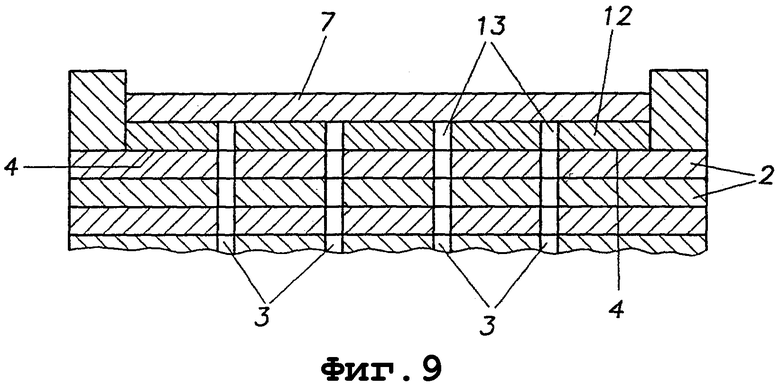
Фиг.9 - сечение элемента пресс-формы в режиме с многослойным носителем;
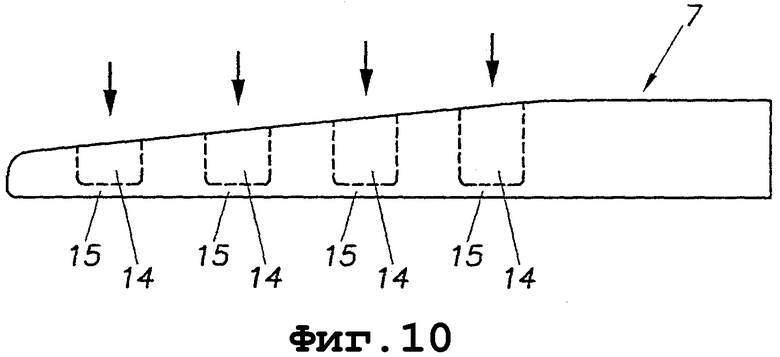
Фиг.10 - схематический вид сбоку носителя для головки зубной щетки;
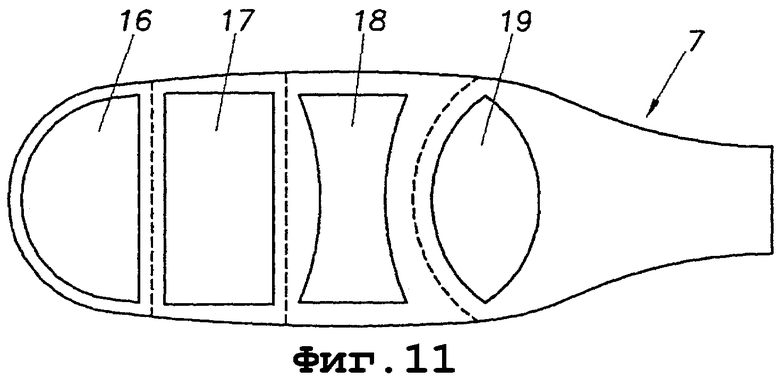
Фиг.11 - вид сверху поля щетины головки зубной щетки;
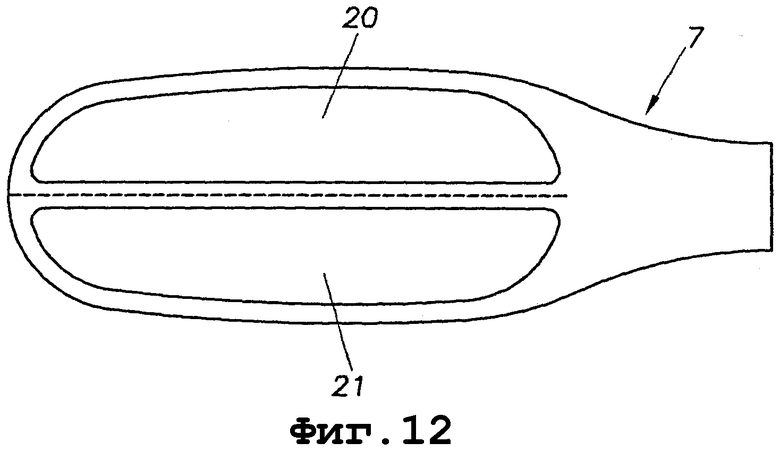
Фиг.12 - вид, соответствующий фиг.11 другого варианта выполнения;
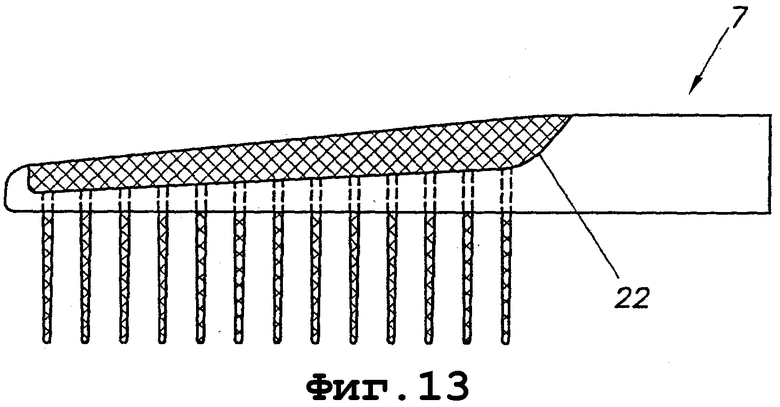
Фиг.13 - частичный разрез головки зубной щетки в другом варианте выполнения;
Фиг.14-17 - различные варианты выполнения расположения заданных мест разрушения на носителе, соответственно вид сверху;
Фиг.18 - вид сверху варианта выполнения мест ослабленной прочности на носителе по типу растягивающейся пленки;
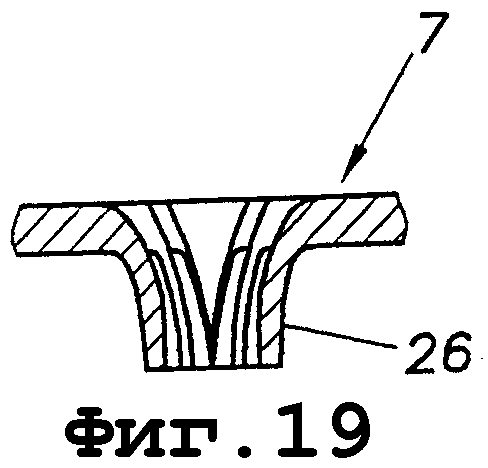
Фиг.19 - вариант выполнения по фиг.18 после воздействия давления формования, в разрезе;
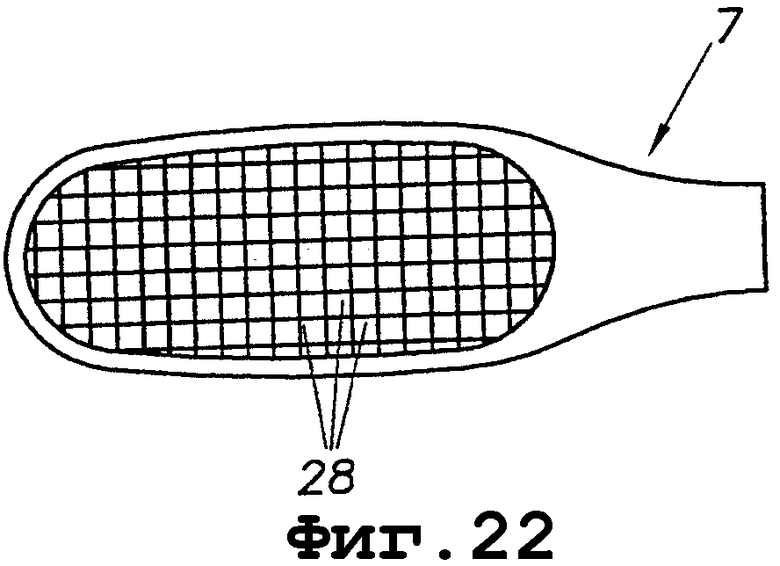
Фиг.20-22 - соответственно вид сверху различных вариантов выполнения носителя с расположенными в виде шаблона заданными местами разрушения;
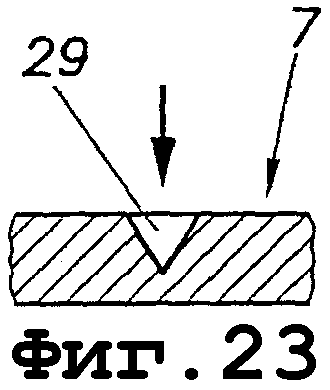
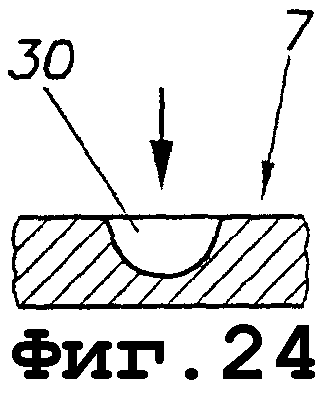
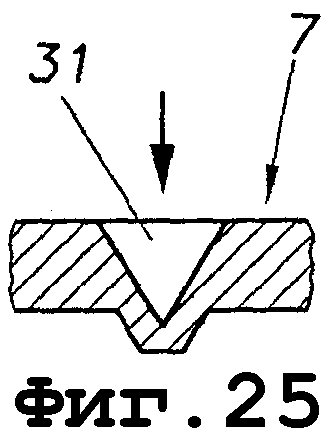
Фиг.23-30 - различные варианты выполнения заданных мест разрушения на более толстых носителях, в разрезе;
Фиг.31 - схематически воспроизведенный вырез носителя с различными заданными местами разрушения и различными формовочными массами;
Фиг.32 - сечение в форме выреза носителя с формовочной насадкой;
Фиг.33 - носитель по фиг.32 после подачи формовочной массы;
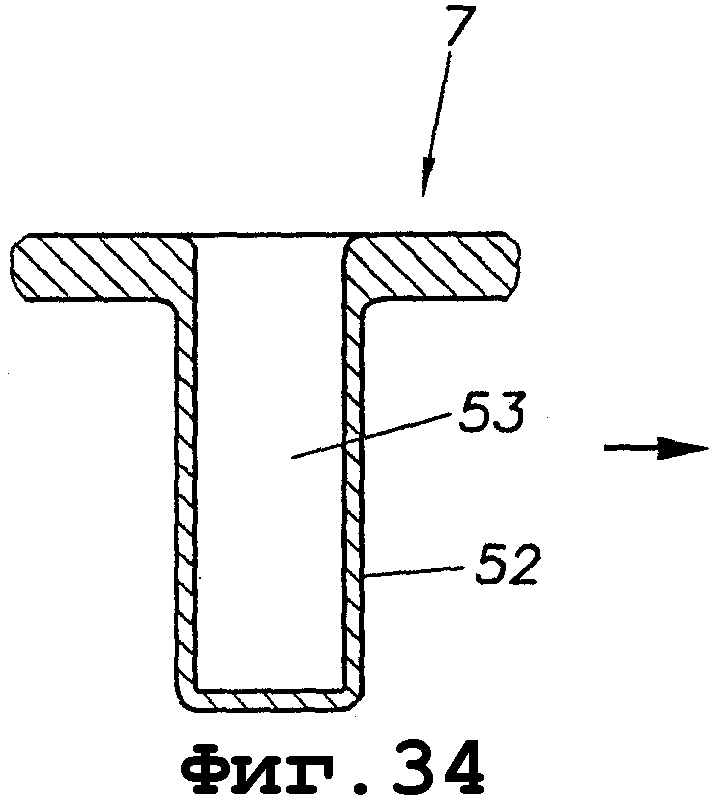
Фиг.34 -вырез измененного варианта исполнения относительно фиг.32;
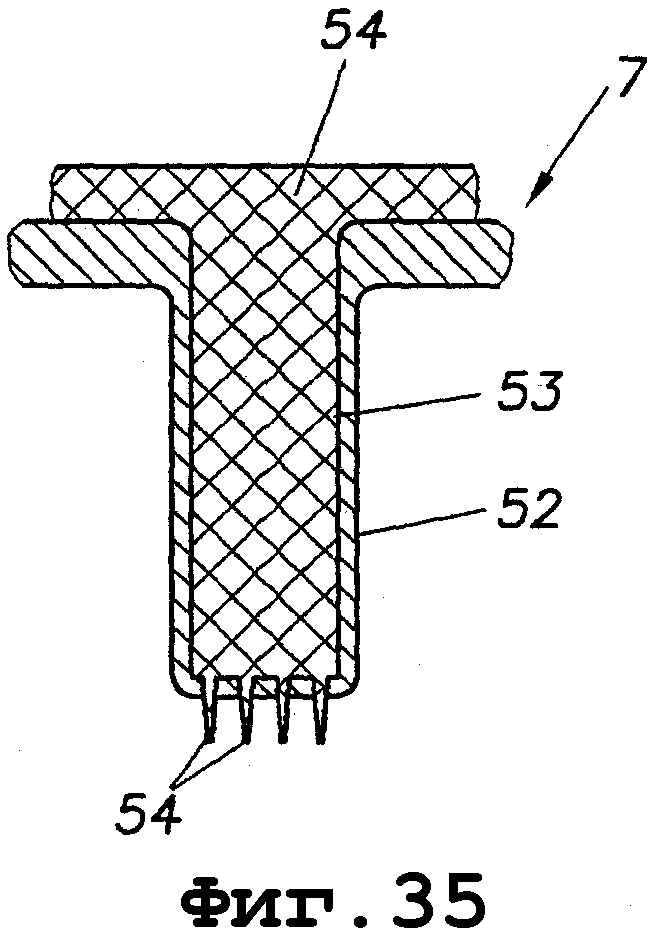
Фиг.35 - вариант выполнения согласно фиг.34 после подачи формовочной массы;
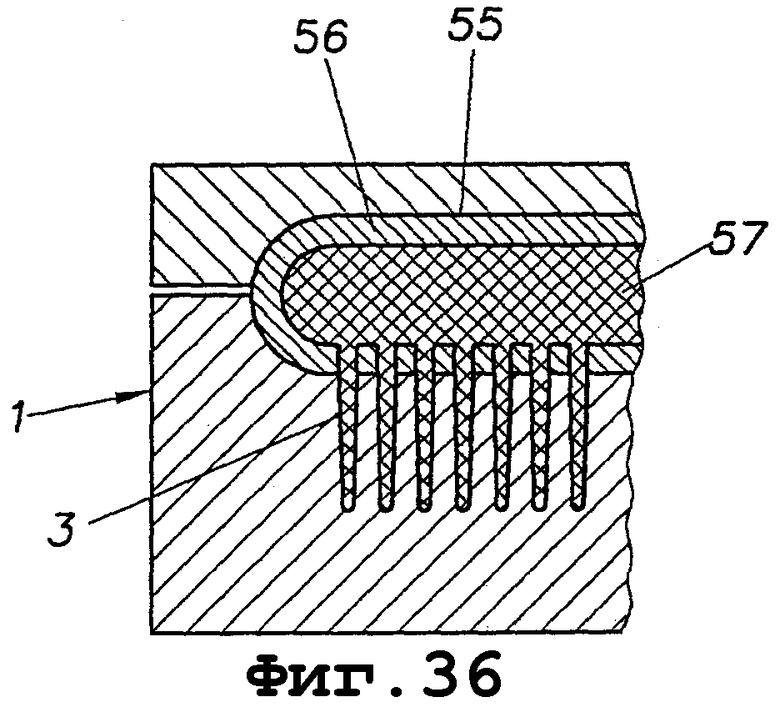
Фиг.36 - схематическое изображение многослойного литья под давлением для способа с одноразовым впрыскиванием;
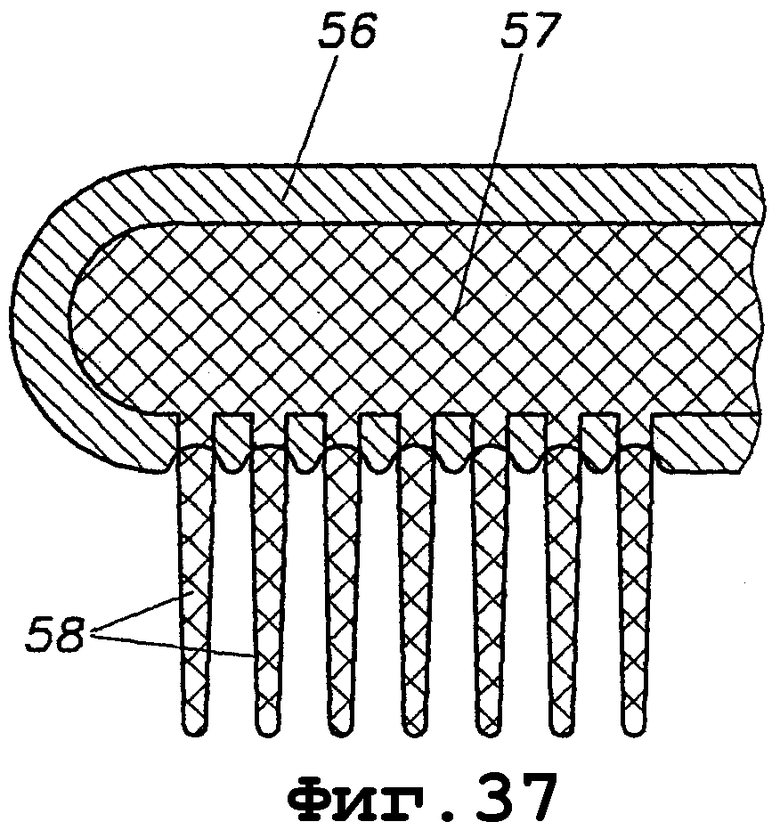
Фиг.37 - изделие, изготовленное способом согласно фиг.36;
Фиг.38 - воспроизведенная в схематическом разрезе установка для литья под давлением способом с двухразовым впрыскиванием;
Фиг.39 -40 - головка зубной щетки в продольном и поперечном разрезе;
Фиг.41 - заготовка в форме звезды из полосовых щетинных элементов, вид сверху;
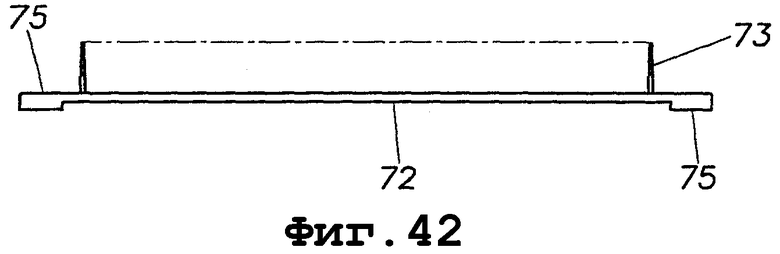
Фиг.42 - вид сбоку полосового элемента заготовки согласно фиг.41;
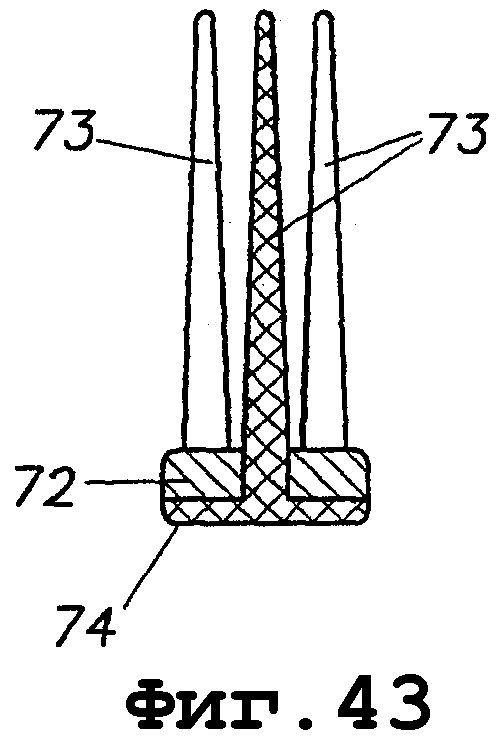
Фиг.43 - разрез по полосовой заготовке.
На фиг.1 схематично показана пресс-форма 1, или соответственно только один элемент пресс-формы, которая выполнена предпочтительно не массивно, а состоит из двух параллельно расположенных плит 2, задача и функционирование которых детально описаны в документах WO 02/03831 (DE 10033256 и DE 10130863) и в неопубликованных патентных заявках DE 10301635.6 и DE 10212781.8 данного заявителя. Пресс-форма имеет в своем элементе 1 большое количество предпочтительно параллельно расположенных каналов 3, в которых формуются щетинки. Каналы 3 отходят от стенки 4 формы и проходят предпочтительно с небольшой конусностью к своему закрытому концу. В формовочной полости 5 на стенку 4 формы налагается носитель 7, перекрывающий свободные поперечные сечения 6 формовочных каналов 3.
Пресс-форма может быть инструментом для формования инжекционным прессованием, литьем под давлением или экструдированием. Формовочная масса для щетинок подается внутрь формовочной полости 5 под таким давлением, что носитель 7 продавливается в зоне свободных поперечных сечений 6 формовочных каналов 3, как это показано на фиг.2. После продавливания носителя 7 формовочная масса, образующая щетинки 6 в каналах 3, одновременно покрывает носитель 7 с тыльной стороны, как это обозначено позицией 8, и таким образом создает законченный носитель щетинного элемента.
На фиг.3 и 4 детально показан вариант на примере одного единственного формовочного канала 3. В этом случае формовочный канал 3 имеет со стороны впуска расширение 9, в котором формуется материал носителя, вытесняемый во время продавливания носителя 7 (фиг.4). Таким образом, в расширении 9 формуется бортик 10, который поддерживает щетинку 6 в зоне ее основания. Для извлечения изделия плиты разъединяются по отдельности или группами, так что свободно может извлекаться даже щетина 6 большой длины.
На фиг.5-7 показаны увеличенные детали разрезов в зоне впускного отверстия формующего щетинки канала 3, посредством которого может оказываться влияние на форму выполнения бортика или выдавливание материала носителя в момент продавливания формовочной массы. Если впускное отверстие с острой кромкой, как показано на фиг.5, это способствует прорыву материала носителя в зоне свободных поперечных сечений 6 формовочного канала, но одновременно негативно повышает вероятность того, что материал носителя будет увлечен в формовочный канал 3. Если же формовочный канал 3 в зоне своего свободного поперечного сечения 6 имеет входное отверстие более или менее в форме воронки, вытесняемый материал носителя давлением формования формовочной массы равномерно вытесняется в формовочный канал для образования идеального бортика. Благодаря этому готовая щетина приобретает лучшую статическую характеристику.
На примере выполнения согласно фиг.8, показывающей вид сверху зоны впуска формовочного канала 3, последний, по меньшей мере, в зоне своего свободного поперечного сечения 6 выполнен волнистым, как это обозначено позицией 11. Это выполнение способствует проникновению формовочной массы через носитель 7. Профилирование может быть выполнено по всей длине формовочного канала или может постепенно переходить в гладкостенный формовочный канал.
Согласно фиг.9 на стенку 4 формы, от которой отходят формовочные каналы 3, вначале налагается другой носитель 12 со сквозными отверстиями 13, на который затем налагается собственно носитель 7, перекрывающий формовочные каналы 3 или отверстия 13. Сквозные отверстия 13 могут иметь несколько больший диаметр. Под давлением формования формовочная масса проникает через носитель 7 в зоне сквозных отверстий 13, которые принимают вытесненный материал носителя. Носители 7 и 12 могут, в частности, состоять из различных материалов, например носитель 12 из сравнительно мягкого эластомера, а носитель 7 - более твердого материала. Как альтернатива, носитель 7 может налагаться также непосредственно на стенку 4 формы, а уже на него налагается носитель, аналогичный носителю 12. В этом случае также может предусматриваться комбинирование твердого и мягкого материала.
На фиг.10 показан носитель 7, такой как предусматривается, например, для изготовления зубной щетки в зоне головки. Этот носитель имеет по всей своей длине уменьшающуюся толщину для придания ему, например, возрастающей гибкости. Для создания все-таки одинаковых условий при впрыскивании формовочной массы носитель 7 снабжен глухими отверстиями 14 на такую глубину, что продавливаемая формовочной массой толщина 15 стенки всегда оказывается одинаковой.
При этом глухому отверстию 14 или продавливаемому поперечному сечению 14 при необходимости могут соответствовать несколько формовочных каналов, так что, как видно из фиг.11 и 12, получается щетинная отделка, включающая щетинные поля 16, 17, 18 и 19 различной конфигурации или продольно расположенные щетинные поля 20 и 21 согласно фиг.11. Заполняющая глухие отверстия 14 формовочная масса для щетинок может, как показано на фиг.13, заполнять также углубление 22 на тыльной стороне носителя 7.
На фиг.14-17 представлены различные варианты выполнения ослабления носителя 7 в зоне свободных поперечных сечений формующих щетину каналов. Речь идет в каждом случае предпочтительно о радиально-симметричных заданных местах 23 разрушения различной конфигурации, причем в центре может быть предусмотрено особенно сильно утоненное заданное место 24 разрушения (фиг.17).
На тонких носителях, в частности растягивающихся пленках, опять же за счет радиально-симметричного расположения линий 25 ослабленной прочности, может быть достигнуто, что в момент проникновения формовочной массы фольга не разрывается, а растягивается в форме воронки, как показано на фиг.18 и 19, так что получается идеальный бортик 26. Прорыву утоненных мест, равно как и описанному со ссылкой на фиг. 18 и 19 растяжению в случае расплавленной формовочной массы, например при литье под давлением или инжекционном прессованием, способствует также температура расплава и предшествующая расплаву ударная волна вытесненного из формовочной полости воздуха. Если носитель состоит, например, из полипропилена с температурой плавления 160 градусов, а щетинки из полиамида 6.6 с температурой плавления 260 градусов, очевидно, что температура имеет существенное значение при разрыве и вытеснении материала носителя. И наоборот, вследствие подбора различных материалов с близкими между ними температурами плавления может произойти оплавление и сваривание материала носителя и материала щетины.
В частности, при очень плотном расположении щетины носитель 7 может быть снабжен точечными, расположенными в виде шаблона заданными местами 27 разрушения (фиг.20) или заданными местами разрушения по линейному шаблону 28, как показано на фиг.21 и 22.
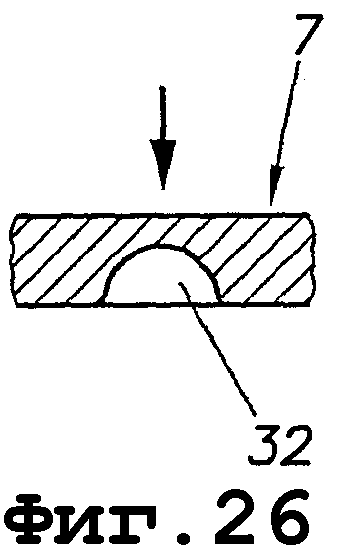
На фиг.23-30 показаны различные варианты выполнения заданных мест разрушения, в частности на толстых носителях. На фиг.23 приводится заданное место 29 разрушения в виде воронки, соответствующее формующему щетинку каналу. На фиг.24 приводится заданное место 30 разрушения в виде желоба, а на фиг.25 отображается заданное место 31 разрушения в виде воронки с выступающим формованием на противоположной стороне. Это формование обеспечивает, в частности, идеальное образование бортика. Эти заданные места разрушения могут располагаться на той стороне носителя 7, которая обращена в направлении давления формования или, как показано на фиг.26, на стороне, обратной направлению давления формования. При этом опять имеется заданное место 32 разрушения в виде полусферы.
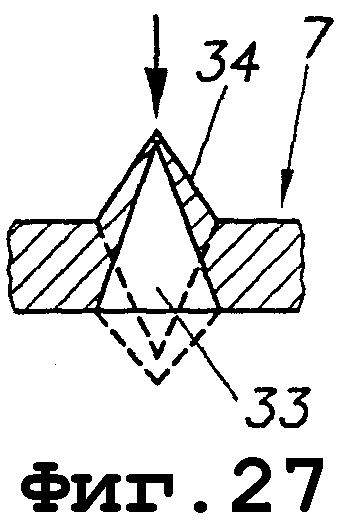
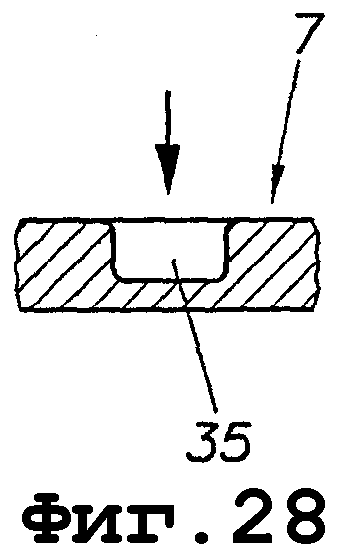
На фиг.27 носитель 7 со стороны, обратной направлению давления формования, снабжен заданным местом 33 разрушения в виде воронки, которая на стороне, обращенной к направлению давления формования, сужается в виде вершины 34 конуса или пирамиды. Под воздействием давления формования острие 34 выворачивается в направлении формующего щетину канала, как это отображается штриховыми линиями. Наконец, на фиг.28 показано заданное место 35 разрушения в виде стакана.
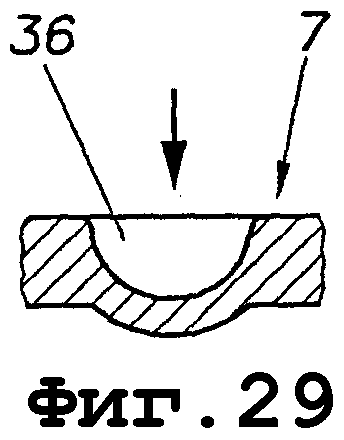
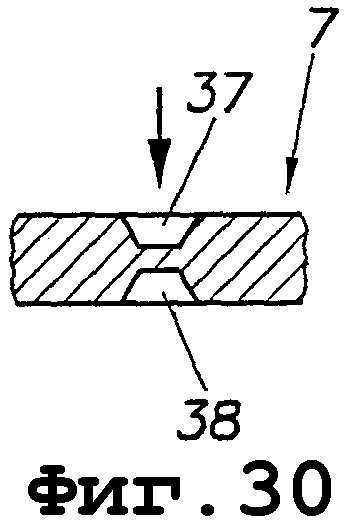
Заданное место 36 разрушения согласно фиг.29 отличается от фиг.24 тем, что материал носителя выполнен дополнительно выпуклым в направлении формующего щетинку канала. Наконец, на фиг.30 показано ослабление материала носителя 7 с обеих сторон соответственно желобами 37 и 38.
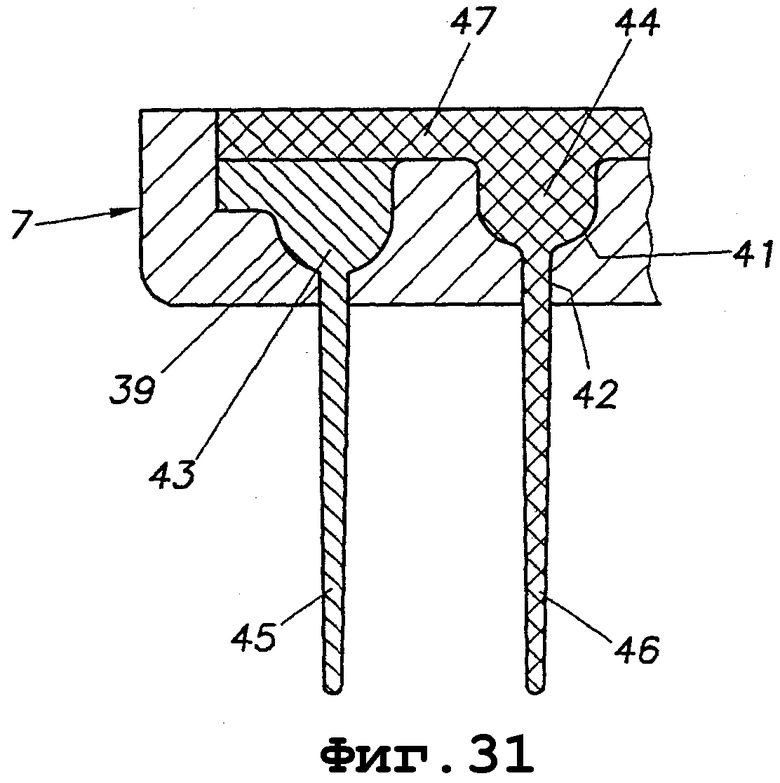
Фиг.31 изображает носитель 7 с заданными местами разрушения, отражающими другие способы ослабления носителя. Полость в виде полусферы 39 оставляет более тонкую перемычку из материала 40, чем полость в виде полусферы 41, так что толщина стенки 42 получается больше. В результате впрыскивания первой формовочной массы 43 под определенным давлением формования проламываются места с более тонкой остаточной толщиной стенки 40. Затем в результате следующего впрыскивания другой формовочной массы 44 с более высоким давлением формования проламываются также заданные места разлома с более толстой остаточной стенкой 42. Таким образом щетинки 45, 46 могут быть изготовлены из различной пластмассы на одном и том же носителе 7, а впрыснутая вторично формовочная масса может одновременно создать заднюю стенку носителя 47. Щетинки 45, 46 могут также отличаться по форме и по поперечному сечению, которые могут доходить до пластинчатых чистящих элементов.
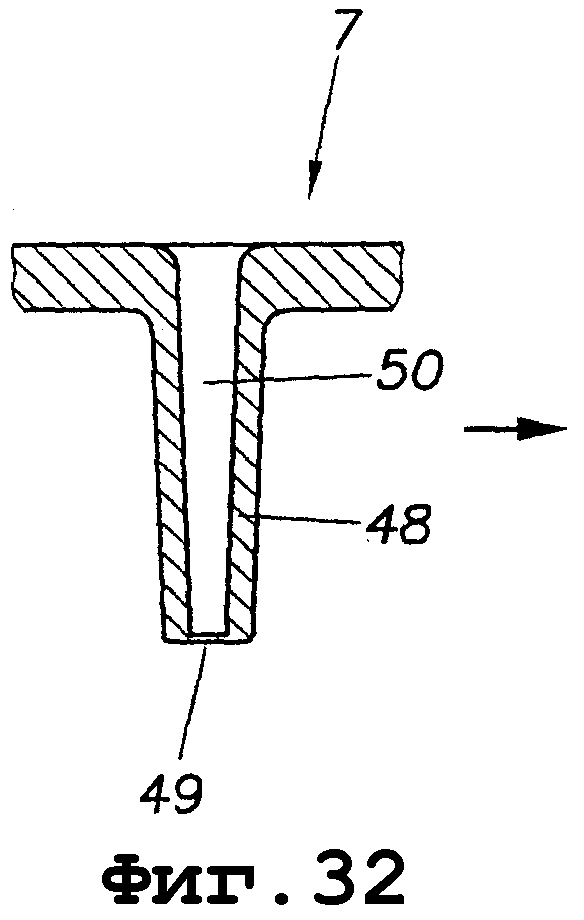
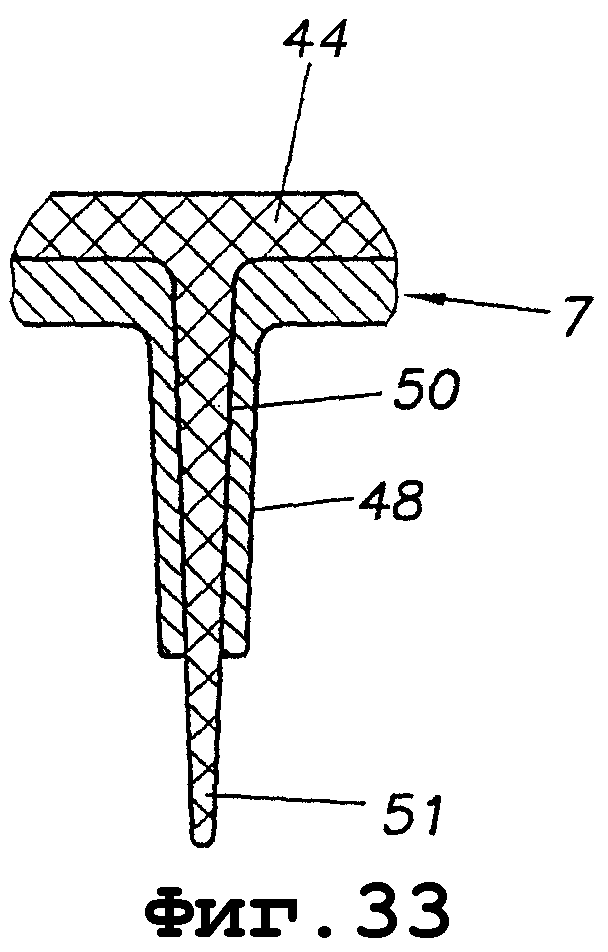
Носитель 7 может иметь со стороны, обращенной к формующему щетинки каналу, насадочные элементы 48, а на их конце заданные места 49 разрушения, так что подаваемая под давлением формования формовочная масса 49 вначале заполняет канал 50 в насадочном элементе 48, прежде чем она прорывает заданное место 49 разрушения и проникает в формовочный канал, чтобы образовать щетинку 51, которая в большей части своей длины опоясывается насадочным элементом (фиг.33).
Носитель согласно фиг.34 также имеет насадочный элемент 52 с глухим отверстием 53, в дне которого предусмотрено несколько не показанных мест утонения. После подачи формовочной массы 54 дно насадочного элемента 52 продавливается в тонких местах, так что образуются короткие иглообразные щетинки 54 на стержнеобразном носителе.
На фиг.36 показан схематический частичный разрез состоящей из двух элементов пресс-формы 1, работающей по способу многослойного литья под давлением. Здесь вначале под относительно небольшим давлением впрыскивается формовочная масса 56, которая не полностью заполняет формовочную полость 55, а прилегает ко всем стенкам формы, так как ввиду незначительного давления формования она не может преодолеть сопротивление потока, которое оказывают свободные поперечные сечения формующих щетинки каналов, так что формовочная масса проникает лишь в прилежащую к отверстиям зону. Так как эта формовочная масса вследствие охлажденных стенок формы рано затвердевает, то следом может впрыскиваться вторая формовочная масса. При этом она продавливает образованные первой формовочной массой 56 «пробки» в зоне поперечных сечений отверстий и формует их в бортик, как это показано на фиг.37 на креплении щетинок 58.
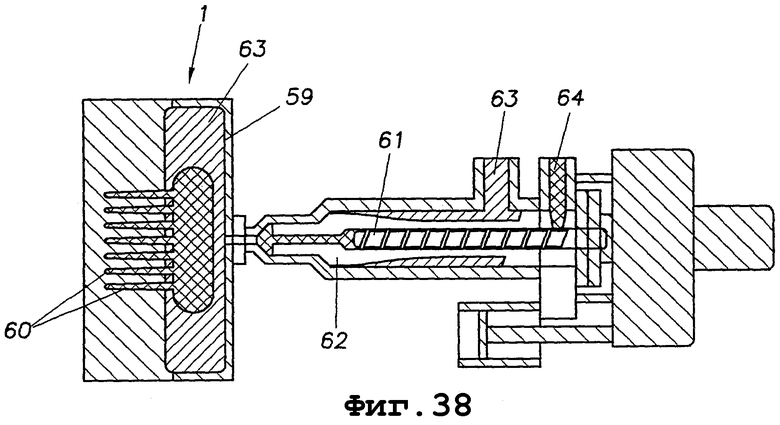
Многослойное литье под давлением может осуществляться при помощи одного впрыскивающего шнека или согласно так называемому Twinshotverfahren при помощи двух концентрических впрыскивающих шнеков. Этот способ воспроизводится на фиг.38 на основании схематического изображения. Двухсторонняя пресс-форма 1 с формовочной полостью 59, например для целого корпуса щетинок, представляет находящиеся в первом элементе каналы 60 для формования щетинок. Агрегат литья под давлением состоит из внутреннего впрыскивающего шнека 61, который направляется во внешнем впрыскивающем шнеке 62 и впрыскивающий канал которого пересекает насквозь внешний шнек 62. Через внешний впрыскивающий шнек 62 подается формовочная масса 63, которая лишь частично заполняет формовочную полость 59. Это осуществляется при относительном высоком давлении впрыскивания на шнеке, однако впрыск заполняет лишь часть формы, и вместе с тем давление в формовочной полости падает примерно на 10 бар (0,01х105 кПа), так что формовочная масса 63 не проникает в формовочные каналы 60. Во время второго впрыскивания формовочная масса 64 подается с более высоким давлением, так как за счет впрыска она не только заполняет форму, но также имеет еще достаточно высокое давление в формовочной полости 59 для заполнения формовочных каналов 60.
Носитель может формоваться впрыскиванием также GIT-способом (Gas-Injection-Tecnology) или WIT-способом (Water-Injection-Tecnology), что вначале приводит к образованию полого формованного элемента, из которого затем опять удаляется посторонняя жидкая среда. Вслед за этим полученная полость может быть заполнена второй формовочной массой, которая одновременно заполняет формующие щетинки каналы. Таким образом изготавливаются любые щеточные детали из соответствующих их назначению материалов.
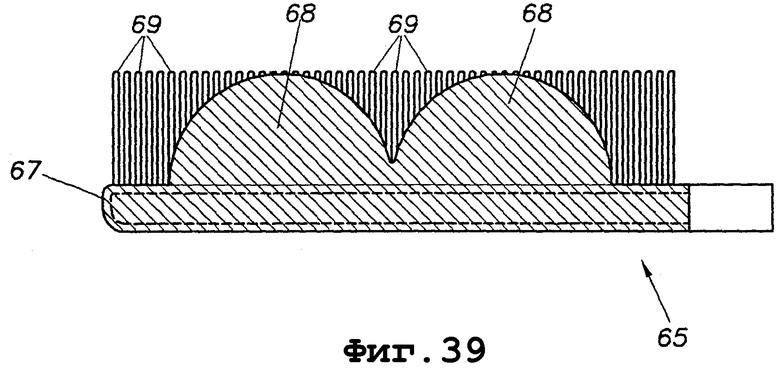
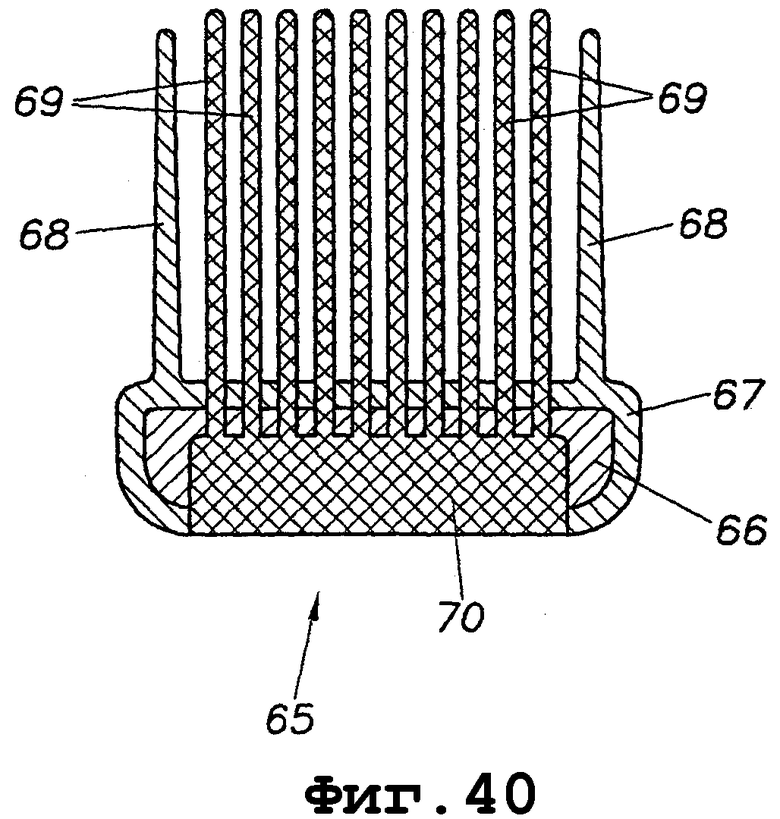
Пример показан на фиг.39 и 40, которые схематически воспроизводят головку зубной щетки 65, причем на фиг.39 показан продольный разрез, а на фиг.40 поперечный разрез. Головка состоит из сердцевины 66 из сравнительно твердого материала, обернутого мягкой слизистой защитной оболочкой 67, которая в свою очередь содержит соединенные как одно целое с ней пластинчатые (blades) чистящие и массирующие элементы 68, расположенные на боковых поверхностях щетинной отделки со щетиной 69. Сердцевина 66 заполнена на тыльной стороне щетки, формующей щетину 69 формовочной массой 70. В данном случае формовочная масса для щетинок 69 продавливается сквозь сердцевину 66 и слизистую защитную оболочку 67.
Однослойные или многослойные носители наматываются с достаточной гибкостью на жесткие носители для создания круглых элементов щетки. Они могут быть изогнуты в форме профилей, например U-образных профилей. Они могут формоваться и изгибаться как уплотнения, соответственно с их назначением. Настоящим предлагаются лишь некоторые из возможных вариантов применения.
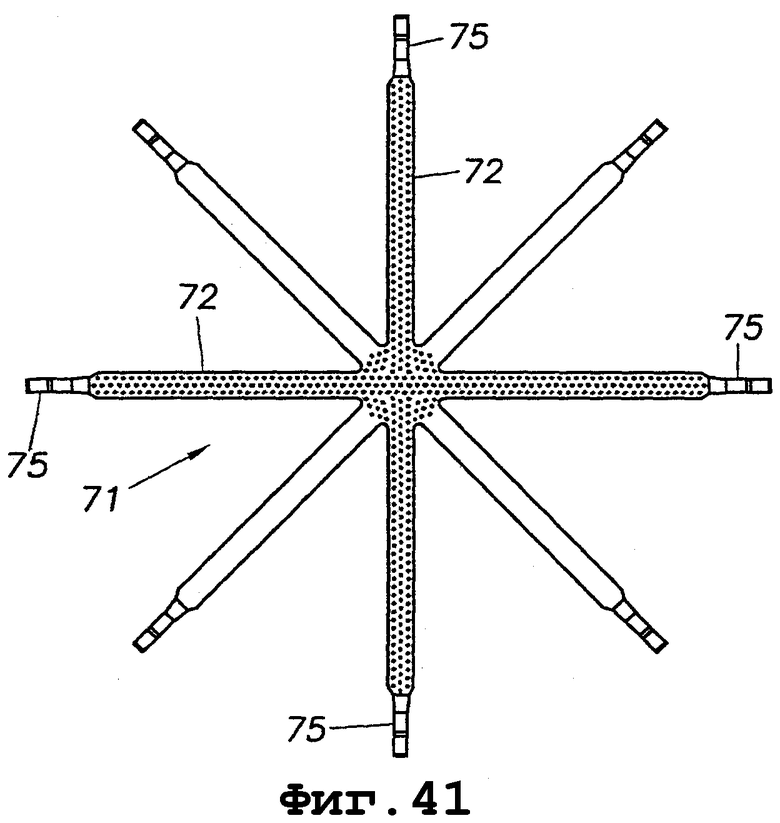
На фиг.41-43 представлен пример. Заготовка в форме звезды 71 из гибкого носителя 72 (фиг.43) продавливается формовочной массой для щетинок способом согласно изобретению. Формовочная масса может создавать одновременно еще один слой 74. На концах носителя 72 в форме полосы отформованы фиксирующие элементы 75, которые после изгиба полосового носителя в пространственную, например шаровидную или грушеобразную, фигуру крепятся на держателе, ручке или на чем-то аналогичном или соединяются между собой. Благодаря нескольким таким фигурам в форме звезды, расположенным с угловым смещением одна относительно другой, как это обозначено позицией 76, и соединенным между собой по центру, достигается увеличение пространственно активной поверхности.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ЩЕТОЧНЫХ ИЗДЕЛИЙ И ЩЕТОЧНОЕ ИЗДЕЛИЕ | 2001 |
|
RU2257826C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕТИННЫХ ИЗДЕЛИЙ ЛИТЬЕМ ПОД ДАВЛЕНИЕМ И ИЗГОТОВЛЕННОЕ ЭТИМ СПОСОБОМ ЩЕТИННОЕ ИЗДЕЛИЕ | 1995 |
|
RU2139670C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ЩЕТИНОК | 2003 |
|
RU2301740C2 |
| БОКОВАЯ ЩЕТКА | 2004 |
|
RU2331346C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СПИРАЛЕВИДНЫХ ЩЕТИНОК | 1996 |
|
RU2145367C1 |
| УСТРОЙСТВО ДЛЯ ЛИТЬЯ ПОД ДАВЛЕНИЕМ ЩЕТИНОК | 2003 |
|
RU2311101C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ИЗ ЩЕТИНЫ | 1997 |
|
RU2197160C2 |
| ЩЕТКА (ВАРИАНТЫ) И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 1996 |
|
RU2187235C2 |
| ЩЕТКА ДЛЯ ЧИСТКИ, В ЧАСТНОСТИ ЗУБНАЯ ЩЕТКА | 1999 |
|
RU2208373C2 |
| ГОЛОВКА ЗУБНОЙ ЩЕТКИ | 2017 |
|
RU2728291C2 |
Изобретение относится к способу изготовления щетинной структуры на носителе любого вида при помощи пресс-формы. Техническим результатом заявленного изобретения является создание способа изготовления щетинной структуры, при помощи которого могут быть изготовлены щетинные изделия из любых материалов носителя с одной структурой щетины воспроизводимым образом и с сохранением качества на неизменном уровне. Технический результат достигается способом изготовления щетинной структуры на носителе любого вида при помощи пресс-формы, имеющей отходящие от стенки формы каналы для формования щетинок. При этом образующий щетинки расплав путем инжекционного прессования или литья под давлением подают под давлением в каналы. Носитель, опосредованно или непосредственно, налагают на имеющую каналы стенку формы таким образом, что свободные поперечные сечения каналов полностью перекрываются. Вслед за этим расплав подают на носитель с таким давлением формования, что носитель продавливается в зоне свободных поперечных сечений каналов, при этом материал носителя вытесняется давлением и расплав заполняет каналы. Причем продавливаемый расплавом носитель при литье расплава под давлением выполняет функцию поддерживающего давление заслона до начала проникновения расплава через носитель. Вследствие этого расплав взрывообразно проникает в формующие щетинки каналы, причем давление формования составляет от 1000 до 5000 бар. 37 з.п. ф-лы, 43 ил.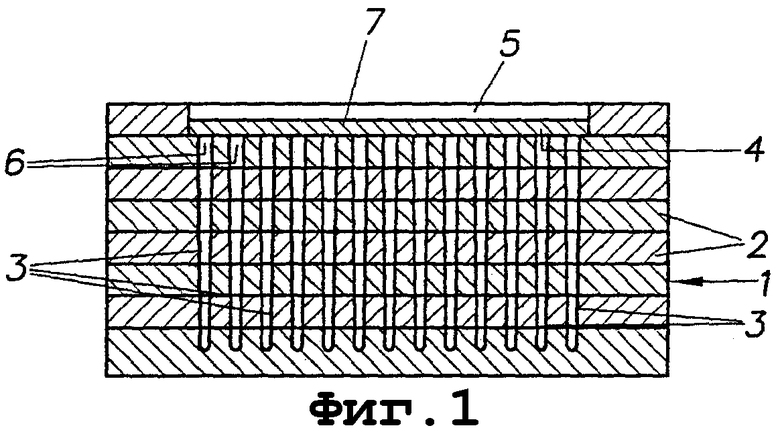
| УСТРОЙСТВО для ВЫРАБОТКИ ОБЪЕМНЫХ НИТЕЙ | 0 |
|
SU203831A1 |
| US 4956139 А, 11.09.1990 | |||
| Э | |||
| Бернхард | |||
| Переработка термопластичных материалов | |||
| - М.: Государственное научно-техническое издательство химической литературы, 1962, с.428-455, 573. | |||

