Изобретение относится к области металлургии и может быть использовано во многих отраслях промышленности (авиа- и транспортное машиностроение, приборостроение, строительная индустрия и т. д. ), где требуется повышение прочности, жесткости, надежности и срока службы конструкций, обеспечивающих защиту от шума, удара, теплового потока и электромагнитного излучения.
Известен способ получения полуфабрикатов из легкого энерго- и звукопоглощающего теплоизолирующего материала, включающий приготовление слоистой заготовки из слоя плотного порошкового материала для приготовления пеноалюминия и двух слоев алюминия, совместную пластическую деформацию ее, резку и высокотемпературную термообработку с получением полуфабрикатов из пеноалюминия, плакированного с двух сторон алюминием (Патент ФРГ, 41001630, М.кл. В 22 F 3/18, 1992 г.).
Основными недостатками способа являются низкие функциональные характеристики материала (термостойкость, теплоизолирующая способность).
Известен также способ получения полуфабрикатов из легкого энерго- и звукопоглощающего теплоизолирующего материала, включающий изготовление пакета из плотных чередующихся слоев, выполненных из металлического малолегированного сплава на основе алюминия, титана или железа и материала для изготовления пеноалюминия, выполненного из смеси алюминиевого сплава, дисперсных частиц тугоплавких соединений и порофора, ее пластическую деформацию на плотную слоистую заготовку, резку и высокотемпературную термообработку (Заявка на выдачу патента РФ, 99120207, М.кл. В 32 В 15/00, 1999 г., опубл. 20.08.2001 г., БИ 23), прототип.
Основными недостатками прототипа являются низкие функциональные характеристики (теплоизолирующая способность и др.) и технологические свойства материала на стадии изготовления плотной слоистой заготовки, высокая себестоимость готового полуфабриката.
Предлагается способ получения полуфабрикатов из легкого энерго- и звукопоглощающего теплоизолирующего материала, включающий изготовление пакета, выполненного из плотных чередующихся слоев металлического малолегированного сплава на основе титана, никеля или железа, прослоек из малолегированного алюминиевого сплава, а также материала для изготовления пеноалюминия, выполненного из смеси алюминиевого сплава, дисперсных частиц тугоплавких соединений и порофора, совместную пластическую деформацию составляющих пакета на плотную слоистую заготовку, ее резку и высокотемпературную термообработку, которую ведут при нагреве плотной слоистой заготовки до температуры на 10-100oС выше температуры плавления алюминиевого сплава материала для изготовления пеноалюминия с выдержкой при этой температуре до увеличения толщины слоев из материала для изготовления пеноалюминия в 3-8 раз и последующим охлаждением готового полуфабриката до температуры солидус этого алюминиевого сплава со скоростью не менее 100-150oС.
В предлагаемом способе суммарная толщина слоев из металлических сплавов составляет не более 70-80% от общей толщины слоистой заготовки, при этом по крайней мере один из слоев металлического сплава выполнен перфорированным.
В предлагаемом способе в качестве порофора используют порошковые материалы с температурой начала активного разложения на 20-80oС выше температуры солидус алюминиевого сплава материала для изготовления пеноалюминия, а материал порофора выбирают из группы, включающей гидриды титана, циркония или карбонат кальция и вводят его в алюминиевый сплав материала для изготовления пеноалюминия в количестве 1,5-15 об.%.
В предлагаемом способе в материал для изготовления пеноалюминия вводят по крайней мере одно из тугоплавких соединений, выбираемых из группы, включающей нитриды, карбиды, оксиды или смесь оксидов в количестве 5-25 об.%, а в качестве смеси оксидов вводят летучую золу, являющуюся отходами алюминиевого металлургического производства.
В предлагаемом способе прокатку пакета, составленного из плотных слоев малолегированного титанового сплава и материала для изготовления пеноалюминия, ведут с прослойками алюминиевого сплава системы Al-Mg-Si, плакированными тонким слоем алюминия, а толщину прослойки определяют из соотношения:
δ = [K/n•(0,03-0,05)H+δ1]μ (1)
где δ - толщина прослойки из алюминиевых сплавов системы Al-Mg-Si в исходной заготовке с учетом толщины алюминиевой плакировки, мм;
К - коэффициент неравномерности послойной деформации при прокатке слоистого материала, указанного в предлагаемом способе, полученный экспериментальным путем и равный 1,1;
n - количество прослоек в слоистом материале;
Н - толщина слоистого материала после прокатки, мм;
δ1 - толщина алюминиевой плакировки прослойки из сплавов системы Al-Mg-Si, взятая из соотношения:
δ1 = (0,02÷0,08)H/n (2)
μ - коэффициент вытяжки,
а прокатку проводят на первых пяти проходах с частными обжатиями от 3 до 5% за проход и суммарным обжатием свыше 60-90%.
В предлагаемом способе прокатку пакета, составленного из плотных слоев малолегированных сплавов на основе алюминия и, или железа и материала для изготовления пеноалюминия, ведут с прослойками малолегированного алюминиевого сплава системы Al-Mn-Si, а толщину прослойки определяют из соотношения:
δ = [K/n • 90,02-0,04)H]μ, (3)
где δ - толщина прослойки из алюминиевых сплавов системы Al-Mn-Si в исходной заготовке, мм;
К - коэффициент неравномерности послойной деформации при прокатке слоистого материала, указанного в предлагаемом способе, полученный экспериментальным путем и равный 1,0;
n - количество прослоек в слоистом материале;
Н - толщина слоистого материала после прокатки, мм;
μ - коэффициент вытяжки.
Предлагаемый способ отличается от прототипа тем, что при изготовлении пакета между слоями из металлического сплава и материала для изготовления пеноалюминия помещают прослойки из высокопластичного алюминиевого сплава, при этом по крайней мере один из слоев металлического сплава выполнен перфорированным, при этом суммарная толщина слоев из металлических сплавов составляет не более 70-80% от общей толщины слоистой заготовки, а высокотемпературную термообработку, которую ведут при нагреве плотной слоистой заготовки до температуры на 10-100oС выше температуры плавления алюминиевого сплава материала для изготовления пеноалюминия с выдержкой при этой температуре до увеличения толщины слоев из материала для изготовления пеноалюминия в 3-8 раз и последующим охлаждением готового полуфабриката до температуры солидус этого алюминиевого сплава со скоростью не менее 100-150oС.
В качестве порофора используют порошковые материалы с температурой начала активного разложения на 20-80oС выше температуры солидус алюминиевого сплава материала для изготовления пеноалюминия, а материал порофора выбирают из группы, включающей гидриды титана, циркония или карбонат кальция и вводят его в алюминиевый сплав материала для изготовления пеноалюминия в количестве 1,5-15 об.%.
В материал для изготовления пеноалюминия вводят по крайней мере одно из тугоплавких соединений, выбираемых из группы, включающей нитриды, карбиды, оксиды или смесь оксидов в количестве 5-25 об.%, а в качестве смеси оксидов вводят летучую золу, являющуюся отходами алюминиевого металлургического производства.
Прокатку пакета, составленного из плотных слоев малолегированного титанового сплава и материала для изготовления пеноалюминия, ведут с прослойками алюминиевого сплава системы Al-Mg-Si, плакированными тонким слоем алюминия, а толщину прослойки определяют из соотношения:
δ = [K/n•(0,03-0,05)H+δ1]μ (1)
где δ - толщина прослойки из алюминиевых сплавов системы Al-Mg-Si в исходной заготовке с учетом толщины алюминиевой плакировки, мм;
К - коэффициент неравномерности послойной деформации при прокатке слоистого материала, указанного в предлагаемом способе, полученный экспериментальным путем и равный 1,1;
n - количество прослоек в слоистом материале;
Н - толщина слоистого материала после прокатки, мм;
δ1 - толщина алюминиевой плакировки прослойки из сплавов системы Al-Mg-Si, взятая из соотношения:
δ1 = (0,02÷0,08)H/n; (2)
μ - коэффициент вытяжки,
а прокатку проводят на первых пяти проходах с частными обжатиями от 3 до 5% за проход и суммарным обжатием свыше 60-90%.
Прокатку пакета, составленного из плотных слоев малолегированных сплавов на основе алюминия и, или железа и материала для изготовления пеноалюминия, ведут с прослойками малолегированного алюминиевого сплава системы Al-Mn-Si, а толщину прослойки определяют из соотношения:
δ = [K/n • (0,02-0,04)H]μ, (3)
где δ - толщина прослойки из алюминиевых сплавов системы Al-Mn-Si в исходной заготовке, мм;
К - коэффициент неравномерности послойной деформации при прокатке слоистого материала, указанного в предлагаемом способе, полученный экспериментальным путем и равный 1,0;
n - количество прослоек в слоистом материале;
Н - толщина слоистого материала после прокатки, мм;
μ - коэффициент вытяжки.
Предлагаемое изобретение направлено на решение задачи снижения себестоимости, расширения номенклатуры полуфабрикатов из легкого энерго- и звукопоглощающего теплоизолирующего материала, а также повышения его свойств и качества.
Техническим результатом предлагаемого изобретения является повышение технологических свойств материала на стадии изготовления полуфабрикатов и улучшение функциональных свойств, например, теплоизолирующей и звукопоглощающей способности, термостойкости и др., а также однородности порового пространства слоев пеноалюминия и снижение массы изделия, что позволяет расширить область применения материала и повысить технико-экономический эффект от внедрения изделий из него при обеспечении экологической, пожаро- и противоударной безопасности.
В предлагаемом способе использование прослоек, помещенных между плотными слоями металлического сплава и материала для изготовления пеноалюминия, позволяет исключить образование хрупких соединений на границе раздела слоев и несплошностей слоев, возникающих из-за склонности ряда металлов (например, титана) к нагартовке при больших степенях деформации, обеспечивая при этом возможность исключения дополнительных операций отжига, а также проведения процесса совместного пластического деформирования при прокатке с обжатиями вплоть до 90%, что способствует улучшению качества и увеличению габаритов слоистого проката и изделий сложной геометрической формы при увеличении выхода годного и, соответственно, снижению себестоимости готового полуфабриката.
Используемые в предлагаемом изобретении прослойки из алюминиевых сплавов, рассчитанные по формулам 1-3, выполняют указанные выше функции лишь на стадии изготовления плотного слоистого полуфабриката заданной конфигурации. В процессе высокотемпературной термообработки такие прослойки оплавляются, растворяясь в получаемом слое пеноалюминия.
Введение в материал для изготовления пеноалюминия дисперсных частиц тугоплавких соединений, а также формирование однородного порового пространства слоя пеноалюминия с средним размером пор не более 2-10 мм, определяемым заданными режимами высокотемпературной термообработки слоистой заготовки и наличием в ней перфорированных слоев металлического сплава, обеспечивают его устойчивость при нагреве вплоть до температуры 850-1100oС, что при использовании металлических слоев, выполненных из сплавов на основе титана или железа, делают такие полуфабрикаты исключительно термостойкими.
В свою очередь, применение в предлагаемом способе в качестве тугоплавких соединений летучей золы, представляющей собой отходы металлургического производства, позволяет утилизировать такой материал, обеспечить экономию дорогостоящего алюминиевого сплава и снизить затраты на материалы, что приводит к значительному снижению себестоимости полуфабрикатов и благоприятствует широкому внедрению нового материала в таких материалоемких отраслях промышленности, как строительная индустрия, вагоно- и машиностроение и др., где цена материала является определяющим фактором для его применения.
Кроме того, более низкие теплопроводность (приблизительно в 1000 раз) и плотность (на 20-50%) частиц летучей золы в сравнении с другими тугоплавкими соединениями (SiC, Аl2O3) делает предпочтительным использование ее в качестве армирующего компонента алюминиевого композита с точки зрения повышения теплоизолирующих свойств и снижения массы полуфабрикатов, получаемых предлагаемым способом.
Использование перфорированных металлических сплавов позволяет снизить величину термических напряжений на границе раздела слоев при высокотемпературной термообработке слоистой заготовки и обеспечить возможность выхода из материала для изготовления пеноалюминия избыточного газа через отверстия в металлическом слое, что способствует формированию качественного порового пространства слоев из пеноалюминия с образованием однородной пористости при среднем размере пор не более 2-10 мм и исключает коробление и вспучивание металлических плакирующих слоев. Отклонение от заданных параметров процесса не обеспечивает технический эффект предлагаемого способа.
Предлагаемый способ осуществляется следующим образом. Для изготовления полуфабрикатов из легкого энерго- и шумопоглощающего материала в качестве составляющих пакета используют катаные или прессованные листы или плиты, выполненные из порошковых или литых заготовок из смеси алюминиевого сплава, дисперсных частиц тугоплавких соединений и порофора.
При сборке пакета контактные поверхности листов или плит из алюминиевых сплавов и материалов для изготовления пеноалюминия подвергают обезжириванию и зачистке с помощью механической металлической щетки, листы из титана или железа только обезжиривают. Для получения прослоек листы или плиты из материала для изготовления пеноалюминия плакируют с одной или двух сторон алюминиевым сплавом с получением толщины прослоек, предварительно рассчитанных по формулам 1-3. Далее проводят сборку пакета по выбранной схеме. Совместную пластическую деформацию пакета, изготовленного из листов малолегированных сплавов на основе алюминия, титана или железа и листов или плит из материала для изготовления пеноалюминия, ведут на стандартном прокатном оборудовании (ДУО и ТРИО станах) при нагреве до 380-420oС перед прокаткой с получением плотной слоистой заготовки. Резку полученной заготовки на мерную длину ведут на гильотинных ножницах.
Высокотемпературная термообработка предлагаемого изобретения представлена на фиг. 1 и 2:
фиг. 1 - cхема нагрева и охлаждения слоистой заготовки при высокотемпературной термообработке;
фиг.2 - влияние температуры нагрева слоистой заготовки на величину объемной доли пор (о.д.п.) и коэффициент вариации о.д.п. в зависимости от состава АКМ.
Для высокотемпературной термообработки мерных заготовок последние помещают в форму и нагревают в специализированной печи по режиму, соответствующему кривой, приведенной на фиг.1. Нагрев ведут до температуры на 10-100oС выше температуры плавления алюминиевого сплава для изготовления пеноалюминия, что как видно из фиг.2, обеспечивает максимальную объемную долю пор при минимальном коэффициенте вариаций объемной доли пор (о.д.п.). Охлаждение с заданной в предлагаемом изобретении скоростью обеспечивает возможность фиксации однородного мелкоячеистого порового пространства слоев пеноалюминия.
Далее приведены конкретные примеры получения полуфабрикатов из слоистых пеноматериалов различных композиций, детально иллюстрирующие предлагаемое изобретение.
В приведенных примерах в качестве составляющих пакета из алюминиевого композиционного материала (АКМ) для изготовления пеноалюминия использовали плиты или листы, полученные путем прессования и прокатки порошкового брикета ⊘ 280 мм, выполненного из смеси порошков алюминиевого сплава с частицами гидрида титана (1 и 4 мас.%), карбида кремния (5, 10 или 15 мас.%) или летучей золы (10, 20 мас.%). Номинальные химические составы порошков алюминиевого сплава и летучей золы (ЛЗ) представлены в табл.1, 2.
В качестве материала для изготовления пеноалюминия использовали составы алюминиевых композиционных материалов (АКМ), приведенные ниже:
Al-5SiC-4TiH2 (АКМ-1);
Al-10SiC-4TiH2 (АКМ-2);
Al-15SiC-4TiH2 (AKM-3);
Al-5 Л.З.-1.5 TiH2 (AKM-4);
Al-15 Л.З.-1.5 TiH2 (AKM - 5).
В качестве матричного сплава, указанных выше композитов, использовали порошковый алюминиевый сплав, приведенный в таблице 1.
Пример 1
Для изготовления двухслойной плиты из пеноалюминия брали плотную прессованную полосу из АКМ-4 размером 20•420•1020 мм, плакированную с одной стороны тонким слоем малолегированного алюминиевого сплава состава Al-0,5Si-0,5Mn толщиной 0,66 мм, рассчитанной по формуле (3), а также обезжиренный перфорированный лист стали Х18Н10Т размером 6,0•420•1040 мм, собрали и закрепили пакет, нагрели его в печи сопротивления до Т=350oC с выдержкой при данной температуре в течение 1-2 часов и прокатали в двух направлениях на стане ДУО с суммарным обжатием μ=88% за 10 проходов. В результате получили плотные биметаллические листы размером 3,0•1040•2700 мм. После зачистки и резки на мерные заготовки были получены листы размером 3,0•1020•1020 мм.
Далее полученные листы в поддонах из нержавеющей стали поместили в печь, предварительно нагретую до 750oС. При достижении на заготовках температуры 700oС, что на 70o выше ТL алюминиевого сплава материала для изготовления пеноалюминия, заготовки выдерживали при этой температуре в течение 1,5 минут для вспенивания и формирования порового пространства слоя из пеноалюминия. Далее полученные вспененные плиты извлекали из печи и дополнительно охлаждали при помощи вентилятора. При этом скорость охлаждения плиты в диапазоне температур (Тн=700oС-TS=525oС) составила 150 град/мин.
В результате были получены плиты из пеноалюминия толщиной 12,2 мм, плакированного с одной стороны слоем стали толщиной 0,6 мм. После обрезки кромок получили плиту размером 12,8•1000•1000 мм весом 7,6 кг и кажущейся плотностью 0,6 г/см3.
Кроме того, часть полученных плотных слоистых заготовок была дополнительно прокатана на толщину 1,5 мм на стане ТРИО и подвергнута деформационной обработке на правильно-гибочной машине для получения из них гофрированного листа. После резки на мерную длину (1000 мм) гофр помещали в форму, выполненную из гипса и имеющую контур внутренней поверхности гофрированного листа. Термообработку вели по тем же режимам, что и для листов. После вспенивания были получены гофрированные листы размером 7,0•1000•1000 мм весом 8,4 кг и кажущейся плотностью 0,86 г/см3.
Плоские листы полученного материала были использованы в качестве перегородок в помещениях с повышенным уровнем шума и пожароопасности. Гофрированные листы использовали в качестве кровли домов и других строительных сооружений.
Примеры 2-5
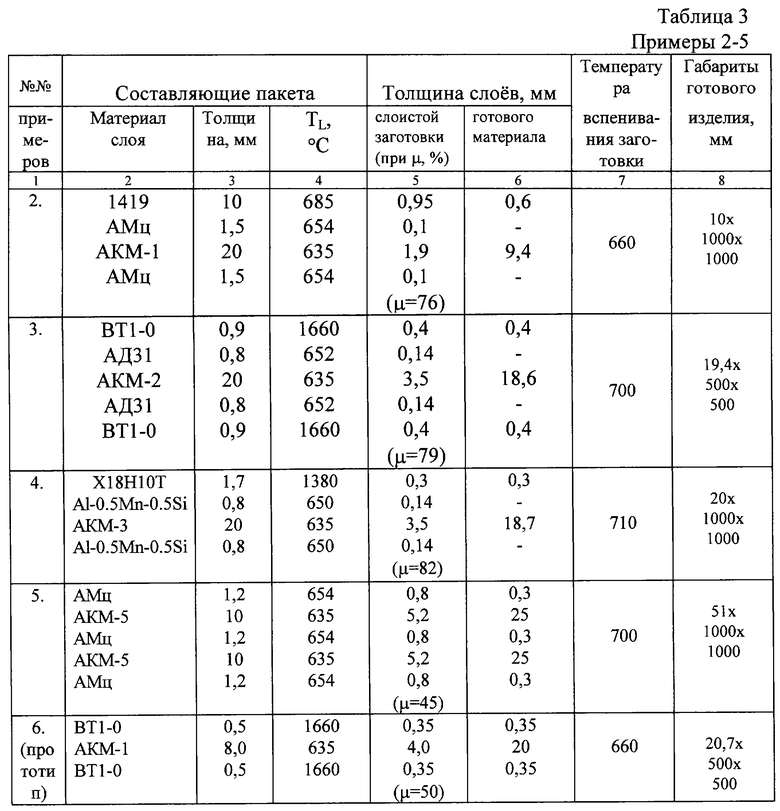
В приведенных ниже примерах были получены листы или плиты из слоистого алюмопенокомпозита на том же оборудовании и по той же схеме, что одноименный вид продукции в примере 1. Составы композиций в исходном состоянии, на стадиях формирования слоистой заготовки и получения готового материала приведены в таблице 3.
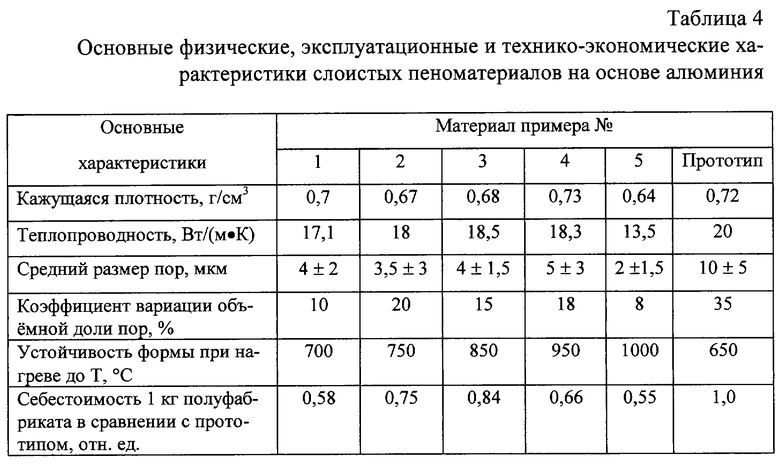
Характеристики полуфабрикатов (плит) и исходных плотных слоистых заготовок из материалов, полученных в примерах 1-5, в сравнении с прототипом приведены в таблице 4.
Таким образом, предлагаемый способ позволяет снизить массу полуфабрикатов из слоистого пеноалюминия на 15-20% и теплопроводность - на 10-30%, повысить однородность порового пространства слоя из пеноалюминия на 15-30%, устойчивость формы полуфабриката при нагреве - на 50-350oС, обеспечить экономию металла на 5-25% и выход годного - на 25-45%. При этом себестоимость полуфабрикатов из пеноалюминия снижается на 16-43%, что делает его конкурентоспособным материалом не только для изделий специального назначения (защита от электромагнитного излучения, шумопоглощающий и демпфирующий материалы и т. д.), но и на рынке строительных материалов (кровля, пожаробезопасные перегородки, настилы пола и др.). Такие полуфабрикаты могут быть широко использованы в качестве конструкционного, функционального и декоративного материала.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛЕГКИЙ ЭНЕРГО- И ЗВУКОПОГЛОЩАЮЩИЙ, ТЕПЛОИЗОЛИРУЮЩИЙ МАТЕРИАЛ | 1999 |
|
RU2180288C2 |
| АЛЮМИНИЕВЫЙ СПЛАВ ДЛЯ ПОЛУЧЕНИЯ ПЕНОАЛЮМИНИЯ И СПОСОБ ПОЛУЧЕНИЯ ПЕНОАЛЮМИНИЯ ИЗ НЕГО | 2003 |
|
RU2233346C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2138367C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ПЕНОАЛЮМИНИЯ | 2001 |
|
RU2202443C2 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 1999 |
|
RU2180361C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВ ИЗ МАЛОЛЕГИРОВАННЫХ ТИТАНОВЫХ СПЛАВОВ | 2001 |
|
RU2198237C2 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА НА ОСНОВЕ МЕТАЛЛИЧЕСКОЙ МАТРИЦЫ | 1998 |
|
RU2147973C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2139774C1 |
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ ПЛИТ ИЗ ПЕНОАЛЮМИНИЯ | 2008 |
|
RU2393061C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1995 |
|
RU2085339C1 |


Изобретение относится к области металлургии и может быть использовано во многих отраслях промышленности в авиа- и транспортном машиностроении, приборостроении, строительной индустрии и т. д., где требуется повышение прочности, жесткости, надежности и срока службы конструкций, обеспечивающих защиту от шума, удара, теплового потока и электромагнитного излучения. Предлагаемый способ позволяет получить полуфабрикаты из легкого (γ<1,5 г/см3 ) энерго- и шумопоглощающего теплоизолирующего слоистого материала с повышенным уровнем термостойкости, теплоизолирующей способности и других свойств, более высокого качества и широкой номенклатуры, включая полуфабрикаты сложной геометрической формы и больших габаритов, по низкой цене. Способ получения полуфабрикатов из легкого энерго- и звукопоглощающего теплоизолирующего материала включает изготовление пакета, выполненного из плотных чередующихся слоев металлического малолегированного сплава на основе титана, никеля или железа, прослоек из малолегированного алюминиевого сплава, а также материала для изготовления пеноалюминия, выполненного из смеси алюминиевого сплава, дисперсных частиц тугоплавких соединений и порофора, совместную пластическую деформацию составляющих пакета на плотную слоистую заготовку, ее резку и высокотемпературную термообработку для формирования слоев из пеноалюминия. 8 з.п. ф-лы, 2 ил., 4 табл.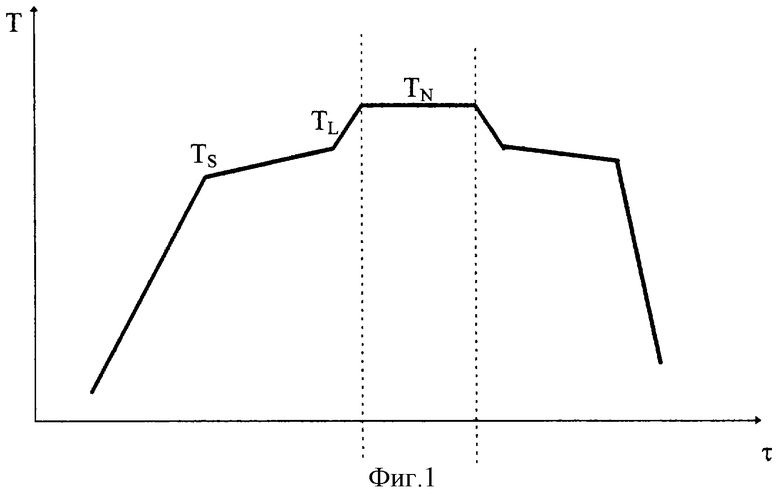
δ = [K/n•(0,03-0,05)H+δ1]μ (1)
где δ - толщина прослойки из алюминиевых сплавов системы Al-Mg-Si в исходной заготовке с учетом толщины алюминиевой плакировки, мм;
К - коэффициент неравномерности послойной деформации при прокатке слоистого материала, указанного в предлагаемом способе, полученный экспериментальным путем и равный 1,1;
n - количество прослоек в слоистом материале;
Н - толщина слоистого материала после прокатки, мм;
δ1 - толщина алюминиевой плакировки прослойки из сплавов системы Al-Mg-Si, взятая из соотношения
δ1 = (0,02÷0,08)H/n (2)
μ - коэффициент вытяжки,
а прокатку проводят на первых пяти проходах с частными обжатиями от 3 до 5% за проход и суммарным обжатием свыше 60-90%.
δ=[К/n•(0,02-0,04)Н]μ (3)
где δ - толщина прослойки из алюминиевых сплавов системы Al-Mn-Si в исходной заготовке, мм;
К - коэффициент неравномерности послойной деформации при прокатке слоистого материала, указанного в предлагаемом способе, полученный экспериментальным путем и равный 1,0;
n - количество прослоек в слоистом материале;
Н - толщина слоистого материала после прокатки, мм;
μ - коэффициент вытяжки.
| 99120207 A, 20.08.2001 | |||
| КОНСТРУКЦИОННЫЙ СЛОИСТЫЙ ИЗОЛИРУЮЩИЙ МАТЕРИАЛ | 1999 |
|
RU2159185C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2139774C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1995 |
|
RU2085339C1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| WO 00/54912, 21.09.2000 | |||
| US 3758291, 11.09.1973 | |||
| Автооператор | 1983 |
|
SU1079404A1 |

