Изобретение относится к порошковой металлургии и может быть использовано при изготовлении материалов в виде плит пеноалюминия большой толщины, требуемых в машиностроении, в таких отраслях как лифтостросние, авиация, судостроение, в гражданском строительстве, в дорожном строительстве и в др.
От подобных материалов требуется сочетание таких свойств как легкость, высокая звукоизоляция, сдерживание электромагнитных волн, высокая стойкость к коррозии и температуре.
Известен способ получения пористых полуфабрикатов пеноалюминия и готовых изделий из порошков алюминиевых сплавов, где смешивают порошки алюминиевых сплавов с порофорами с температурой разложения, превышающей температуру солидус-ликвидуса порошка алюминиевого сплава. Засыпают полученную смесь в емкость из алюминиевого сплава, нагревают емкость со смесью порошков. Затем осуществляют горячее прессование, повторный нагрев, горячую деформацию прессованной заготовки, ее охлаждение и последующую высокотемпературную обработку в форме, повторное охлаждение. При этом смесь порошков алюминиевых сплавов с порофорами предварительно уплотняют. Нагрев емкости с уплотненной смесью порошков перед горячим прессованием и нагрев прессованной заготовки перед горячей деформацией осуществляют до температуры солидуса самой легкой составляющей алюминиевого сплава. Высокотемпературную термообработку ведут, подвергая заготовку всестороннему равномерному нагреву до температуры на 40-70°С выше температуры фазового перехода твердое - жидкое. Кроме того, согласно второму варианту способа горячую деформацию прессованной заготовки осуществляют прокаткой, придавая ей форму листа, а перед высокотемпературной термообработкой ее нагревают до 350-450°С и выдерживают при этой температуре с последующим приданием ей формы готового изделия (см., например, патент RU 2154548 от 2000.08.20).
В способе заслуживает внимание второй вариант, где прессованную заготовку перед высокотемпературной обработкой вспениванием подвергают горячей прокатке.
Недостатком этого способа помимо затрачивания энергозатрат на дополнительный нагрев является невозможность производства плит из пеноалюминия большой толщины (типа 50-100 мм и выше) из-за отсутствия в настоящее время мощного прокатного оборудования для производства прокатной заготовки требуемой толщины для необходимого последующего этапа высокотемпературной обработки (вспенивания).
Известен способ получения слоистых плит из алюминиевых сплавов, включающий предварительную очистку контактирующих поверхностей заготовок, сборку пакета с размещением плакирующих пластин из сплава алюминия между поверхностями заготовок, его нагрев и последующую прокатку, где при сборке пакета дополнительно размещают плакирующие пластины из сплава алюминия на внешних поверхностях заготовок, а прокатку проводят вначале при отношении длины дуги захвата (L) к текущей толщине раската (Н) в пределах 0,1-0,3 при относительных обжатиях (ε) за проход 1,0-3,0%, а затем при отношении L/H в пределах 0,3-2,5 и ε от 3,0 до 25,0% (см., например, патент RU 2283211 от 2006.06.10). Способ позволяет получать толстые слоистые плиты с соединением металла между слоями.
Недостатками известного способа являются увеличение энергозатрат на дополнительные прокатки и нагрев металла, а также более низкая прочность в местах соединения слоев, чем в металле слоев, например в слоях пеноалюминия.
Техническим результатом предлагаемого способа является повышение прочности в местах соединения слоев пеноалюминия и слоев плит в целом, снижение энергозатрат.
Технический результат достигается тем, что в качестве плакирующего слоя применяют смесь алюминиевого порошка с порофором, а высокотемпературную термообработку производства пеноалюминия с размерами готового изделия производят в два этапа, где на первом этапе осуществляют вспенивание в форме с подвижной верхней частью, допускающей не более 50% увеличения толщины от требуемых для выполнения размеров готового изделия, а также тем, что прослойка выполняется из алюминиевого порошка в виде гранул величиной не менее 200 мкм и содержанием порофора TiH2 2,0-3,0% от общей массы, и термообработка на первом этапе производится со скоростью 150-300°С/мин.
Достигаемый результат подтверждается тем, что
- повышается адгезионная активность между слоями соединяемого металла вследствие того, что в качестве плакирующего слоя применяется смесь алюминия с порофором, и процесс адгезии происходит в ходе нагрева для высокотемпературной обработки производства пеноалюминия с размерами готового изделия, являющейся неотъемлемой операцией технологического процесса производства пеноалюминия;
- ограничивается степень вспенивания на его первом этапе значением 50% и скоростью нагрева 150-300°С/мин, что приводит к тому, что в этих условиях выделяющийся водород с одной стороны создает достаточное давление для образования пор, а с другой стороны еще не успевает раствориться в расплаве, что создает значимое давление между слоями соединяемых листовых заготовок,
- порошковая прослойка выполняется из гранул не менее 200 мкм, при соизмеримой толщине самой прослойки, в ходе вспенивания обеспечивается одновременное проникновение гранул как в ячейки поверхности одной вспенивающейся заготовки, так и в ячейки соприкасающейся с ней другой вспенивающейся заготовки,
- обеспечиваются высокая плотность и проникновение гранул в ячейки, образующиеся между слоями соединяющихся листовых заготовок, а также из-за идентичности структур прослойки и соединяемых листовых заготовок обеспечивается получение качественного утолщенного листа из пеноалюминия, при этом необходимо иметь в виду, что выполнение порошковой прослойки из гранул малых размеров, особенно при наличии порошковой пыли, ухудшает качество соединения листовых заготовок,
- содержание в порошковой прослойке повышенного содержания порофора (как правило на 50% по отношению к его содержанию в порошковой смеси для производства исходных листовых заготовок) позволяет получать более плотные, а следовательно, и более прочные места соединения листовых заготовок.
Предлагаемый способ получения слоистых плит из пеноалюминия приведен на графических материалах, где:
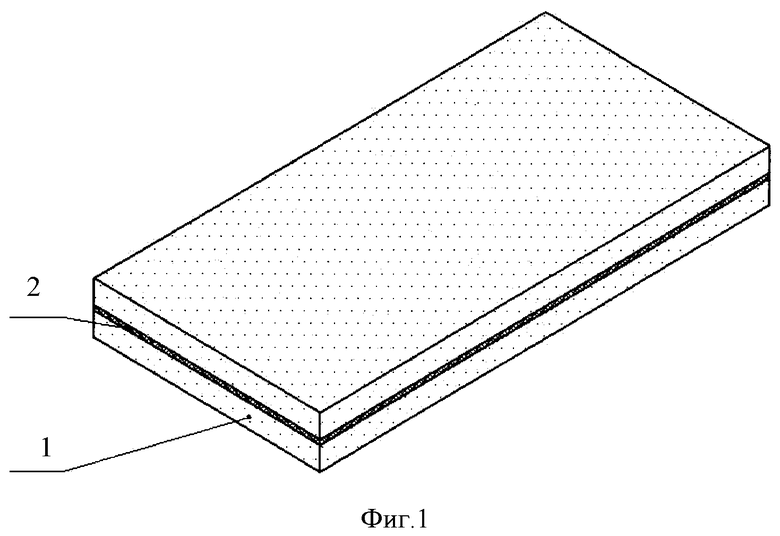
- на фиг.1 показан пакет из листовых заготовок с прослойкой,
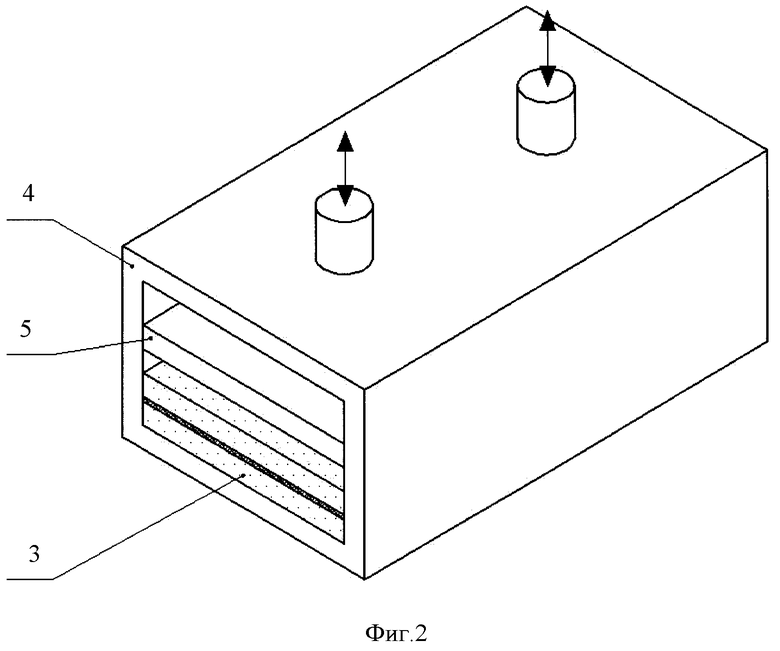
- на фиг.2 приведена высокотемпературная печь-форма с уложенным в нее пакетом.
В способе получения содержится листовая заготовка 1; прослойка 2; пакет 3; высокотемпературная печь-форма 4; подвижная верхняя поверхность печь-формы 5.
Способ реализуется следующим образом: листовые заготовки 1, полученные горячей прокаткой порошковой смеси алюминиевых сплавов с порофором типа TiH2, подвергаются поверхностной зачистке и собираются в пакет (смотри фигуру 1). При этом между соприкасающимися поверхностями листовых заготовок выполняется прослойка 2 из смеси исходного для листовой заготовки порошка с содержанием порофора TiH2 в объеме 2,0-3,0% от общей массы. Собранный пакет 3 из листовых заготовок с прослойкой помещается для нагрева в высокотемпературную печь-форму 4, обеспечивающую требуемую задержку процесса вспенивания при его значениях до 50% посредством подвижной верхней плоскости печь-формы 5. Затем подвижная верхняя плоскость печь-формы поднимается, обеспечивая завершение процесса вспенивания на толщину готового изделия.
Эксперименты, выполненные во ВНИИМЕТМАШе, показали, что абсолютная величина вспенивания листовой заготовки, полученной путем горячей прокатки порошковой смеси алюминиевого сплава при степени деформации порошка 64% с содержанием порофора ТiН2, равным 1% от общей массы, составляет до 250% от исходной толщины. Так как идеального по высоте вспенивания достигнуть не представляется возможным, размеры готового изделия получают посредством проведения нагрева для высокотемпературной обработки производства пеноалюминия с размерами готового изделия в форме, ограничивающей абсолютное его значение на 15-20%, а ограничение вспенивания для обеспечения качества соединения листовых заготовок в слоистую плиту составляет 100% от исходной толщины.
Предложенный способ получения слоистых плит из пеноалюминия, заключающийся в применении в качестве плакирующего слоя смеси алюминиевого порошка с порофором, в проведении высокотемпературной термообработки производства пеноалюминия с размерами готового изделия в два этапа, где на первом этапе осуществляют вспенивание в форме с подвижной верхней частью, допускающей не более 50% увеличения толщины от требуемых для выполнения размеров готового изделия, в выполнении прослойки из алюминиевого порошка в виде гранул величиной не менее 200 мкм и содержанием порофора ТiН2 2,0-3,0% от общей массы, в проведении термообработки на первом этапе со скоростью 150-300°С/мин, позволяет:
- получить пакет листовых заготовок с толщиной прослойки, сравнимой с толщиной гранул, образующих прослойку (в качестве подтверждения см., например, "Исследование и моделирование пеноалюминия, получаемого из вторичного сырья методом механического легирования", Известия ВУЗОВ, Цветная металлургия №6, 2007, стр.60, рис.5.);
- получить прочность прослойки, сравнимую с прочностью основного металла (в качестве подтверждения см., например, Иванов Д.О. "Исследование и разработка пеноалюминия, получаемого методом механического легирования из вторичного сырья", автореферат диссертации на соискание ученой степени кандидата технических наук, М., 2008, стр.14, рис.6, стр.18, рис.7., стр.19, табл.1.);
- обеспечить толщину пакета 50-100 мм и при необходимости больше 100 мм;
- снизить энергозатраты за счет исключения дополнительных нагрева и прокатки пакета слоистых заготовок.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ ПЛИТ ПЕНОАЛЮМИНИЯ УВЕЛИЧЕННОЙ ДЛИНЫ | 2009 |
|
RU2404020C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ЛЕГКОГО ЭНЕРГО- И ЗВУКОПОГЛОЩАЮЩЕГО ТЕПЛОИЗОЛИРУЮЩЕГО МАТЕРИАЛА | 2001 |
|
RU2205726C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ИЗДЕЛИЙ ИЗ ПЕНОАЛЮМИНИЯ | 2019 |
|
RU2710751C1 |
| СПОСОБ ПРОИЗВОДСТВА ПОРИСТЫХ ПОЛУФАБРИКАТОВ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 2001 |
|
RU2200647C1 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2009 |
|
RU2412021C1 |
| СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ СЛОИСТОГО КОМПОЗИТА НА ОСНОВЕ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2444416C2 |
| СПОСОБ И ЛИНИЯ ПРОИЗВОДСТВА ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2007 |
|
RU2359783C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ | 1998 |
|
RU2139774C1 |
| СПОСОБ И ЛИНИЯ ПОЛУЧЕНИЯ ЛИСТОВ ПЕНОАЛЮМИНИЯ | 2010 |
|
RU2430811C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИСТОВЫХ ЗАГОТОВОК ИЗ АЛЮМИНИЕВОЙ ПОРОШКОВОЙ СМЕСИ | 2009 |
|
RU2426624C1 |
Изобретение относится к порошковой металлургии, а именно к способам изготовления материалов в виде плит пеноалюминия большой толщины, и может быть использовано в лифтостроении, авиации, судостроении и строительстве. Способ включает горячую прокатку смеси порошка алюминиевого сплава с порофором в листовые заготовки, предварительную подготовку поверхностей полученных заготовок, сборку пакета с размещением между листовыми заготовками прослойки, укладку собранного пакета в форму с размерами готового изделия и вспенивание. При этом в качестве прослойки между листовыми заготовками размещают смесь порошка алюминиевого сплава листовой заготовки с порофором. Вспенивание осуществляют путем нагрева до температуры на 40-70°С выше температуры фазового перехода твердый - жидкий. При этом вспенивание проводят в форме с подвижной верхней частью в два этапа. На первом этапе осуществляют вспенивание до толщины не более 50% от требуемой для готового изделия. На втором этапе подвижную верхнюю часть формы поднимают, обеспечивая вспенивание до толщины готового изделия. Технический результат - повышение прочности в местах соединения слоев и слое пеноалюминия в целом. 2 з.п. ф-лы, 2 ил.
1. Способ получения слоистых плит из пеноалюминия, включающий горячую прокатку смеси порошка алюминиевого сплава с порофором в листовые заготовки, предварительную подготовку поверхностей полученных заготовок, сборку пакета с размещением между листовыми заготовками прослойки, укладку собранного пакета в форму с размерами готового изделия и вспенивание путем нагрева до температуры на 40-70°С выше температуры фазового перехода твердый - жидкий, отличающийся тем, что в качестве прослойки между листовыми заготовками размещают смесь порошка алюминиевого сплава листовой заготовки с порофором, а вспенивание проводят в форме с подвижной верхней частью в два этапа, при этом на первом этапе осуществляют вспенивание до толщины не более 50% от требуемой для готового изделия, а на втором этапе подвижную верхнюю часть формы поднимают, обеспечивая вспенивание до толщины готового изделия.
2. Способ по п.1, отличающийся тем, что для прослойки используют смесь порошка алюминиевого сплава в виде гранул величиной не менее 200 мкм и порофора TiH2 в количестве 2,0-3,0% от общей массы.
3. Способ по п.1 или 2, отличающийся тем, что нагрев на первом этапе вспенивания проводят со скоростью 150-300°С/мин.
| СПОСОБ ПОЛУЧЕНИЯ СЛОИСТЫХ ПЛИТ ИЗ АЛЮМИНИЕВЫХ СПЛАВОВ | 2005 |
|
RU2283211C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОЛУФАБРИКАТОВ ИЗ ЛЕГКОГО ЭНЕРГО- И ЗВУКОПОГЛОЩАЮЩЕГО ТЕПЛОИЗОЛИРУЮЩЕГО МАТЕРИАЛА | 2001 |
|
RU2205726C1 |
| СПОСОБ ПОЛУЧЕНИЯ ПОРИСТЫХ ПОЛУФАБРИКАТОВ И ГОТОВЫХ ИЗДЕЛИЙ ИЗ ПОРОШКОВ АЛЮМИНИЕВЫХ СПЛАВОВ (ВАРИАНТЫ) | 1999 |
|
RU2154548C1 |
| KR 2001107862 A, 07.12.2001 | |||
| US 5516592 A, 14.05.1996. | |||

