1
Изобретение относится к области машиностроения и может быть использовано при производстве трехслойных конструкций со вспененным средним слоем.
Известен способ изготовления слоистых, изделий, содержащий операции выкладки оболочки по внутренней поверхности формы, заливки вспенивающейся композиции заполнителя в оболочку, формования изделия и его отверждеиия.
К недостаткам известного способа следует отнести СЛОЖНОСТЬ и трудоемкость изготовления изделий СЛОЖНОЙ формы и невысокое качество получаемых изделий 1.
Целью изобретения является умеиьшепие трудоемкости изготовления изделий.
Указанная цель достигается тем, что в способе изготовления слоистых изделий путем выкладки оболочки, заливки в нее всиенивающейся композиции заполнителя, формования изделия и его отверждения формование осуществляют путем воздействия на оболочку вспенивающейся композиции, аналогичной композиции заполнителя, причем иолости по обе стороны оболочки сообщаются между собой.
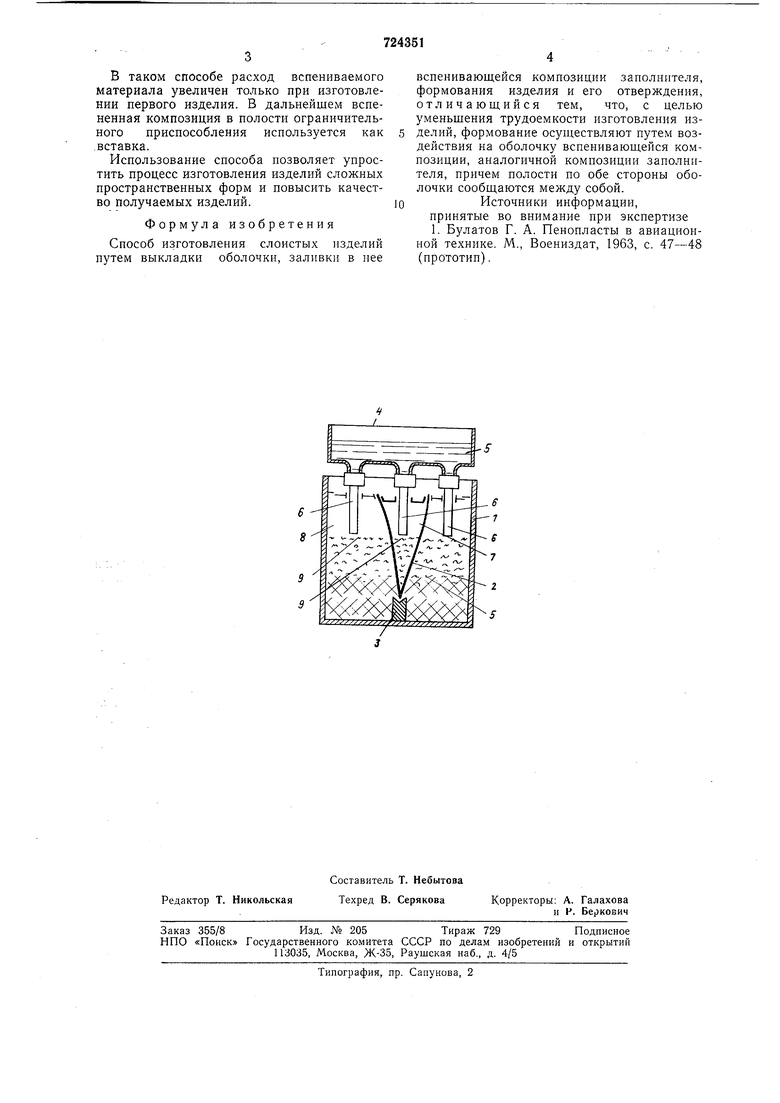
На чертеже изображена схем.а устройства, реализующего предлагаемый способ изго- товлепия СЛОИСТЫХ изделий со вспепивающнмся средним слоем.
Внутри ограничительного приспособления 1 размещают оболочку 2, зафиксировав ее
Еа упор 3. Заиолняют ванну 4 специально подготовленной композицией 5 и обеспечивают ее подачу через патрубки 6 во внутреппюю ПОЛОСТЬ 7 оболочки 2 и в пространство 8 между оболочкой 2 и приспособлением 1 при условии сообщаемости полостей 7 и 8.
В процессе полимеризации вспенивающейся композиции 5 патрубки ванны выводят из заполненных полостей. При этом регулировкой проходных сечений патрубков б сохраняют уровень 9 вспенивающейся композиции 5 в оболочке 2 н приспособлении 1 одинаковыми.
В процессе полимеризации вспенивающейся композиции 5 на стенкп оболочки 2 действуют СИЛЫ давления виутрн и вне полости
7 конструкции. Так как полимеризация
композпции 5 происходит одиовременно в
ИОЛОСТИ 7 оболочки 2 и в иространстве 8
приспособления 1, то возпикающие силы
давления уравиовешиваются, и тем самым
предотвращается деформация конструкции и обеспечивается заданный профиль готовому изделию.
После изготовления .среднего слоя оболочки изделие вынимают из приспособлення,
В таком способе расход вспениваемого материала увеличен только при изготовлении первого изделия. В дальнейшем вспененная композиция в полости ограничительного приспособления используется как .вставка.
Использование способа позволяет упростить процесс изготовления изделий сложных пространственных форм и повысить качество получаемых изделий.
Формула изобретения
Способ изготовления слоистых изделий путем выкладки оболочки, заливки в иее
вспенивающейся композиции заполнителя, формования изделия и его отверждения, отличающийся тем, что, с целью уменьщения трудоемкости изготовления изделий, формование осуществляют путем воздействия на оболочку вспенивающейся композиции, аналогичной композиции заполнителя, причем полости по обе стороны оболочки сообщаются между собой.
Источники информации,
принятые во внимание при экспертизе 1. Булатов Г. А. Пенопласты в авиациоииой технике. М., Воениздат, 1963, с. 47-48 (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления слоистых крупногабаритных изделий | 1979 |
|
SU895696A1 |
| Способ изготовления крупногабаритной фланцевой конструкции из слоистых полимерных композиционных материалов | 2018 |
|
RU2696796C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОМПОЗИТНОГО МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2024 |
|
RU2832222C1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОСЛОЙНОЙ РАДИОПРОЗРАЧНОЙ ПАНЕЛИ СО СРЕДНИМ СЛОЕМ КАЛИБРОВАННОГО ПЕНОПЛАСТА | 2011 |
|
RU2486060C2 |
| ТЕПЛОИЗОЛИРОВАННАЯ ТРУБА И УЧАСТОК ТРУБОПРОВОДА С ГИДРОЗАЩИТОЙ ПО НАРУЖНОЙ ПОВЕРХНОСТИ И ПО ТОРЦАМ | 2014 |
|
RU2576078C1 |
| Способ изготовления композитной формообразующей оснастки для формования изделий из полимерных композиционных материалов | 2019 |
|
RU2720312C1 |
| Способ изготовления слоистых изделий | 1989 |
|
SU1766700A1 |
| Способ изготовления слоистых панелей | 1978 |
|
SU706377A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТРЕХСЛОЙНОЙ ПАНЕЛИ ИЗ КОМПОЗИЦИОННОГО МАТЕРИАЛА | 2014 |
|
RU2564952C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МНОГОСЛОЙНОЙ ПАНЕЛИ | 1999 |
|
RU2173752C2 |
