Изобретение относится к гальваностегии, в частности к электрохимическому осаждению олова, и может быть использовано в машиностроении, приборостроении, электронной промышленности для покрытия различных деталей.
Для электроосаждения олова в настоящее время используются различные электролиты с органическими добавками [1-3]. Наиболее близким к изобретению является электролит оловянирования следующего состава [4], г/л:
Сульфат олова - 40-60
Серная кислота - 100-120
Формалин (37% раствор), мл/л - 4-6
Ацетилацетон, мл/л - 2,5-3,5
Синтанол ДС-10 - 2-3
Плотность тока, А/дм2 - 2-3
Выход по току - 95-98
Процесс проводится при перемешивании электролита.
Недостатком этого электролита является узкий интервал рабочих плотностей тока для получения блестящих покрытий.
Задача изобретения - интенсификация процесса и повышение допустимых плотностей тока для получения блестящих покрытий.
Поставленная цель достигается тем, что в электролит оловянирования, содержащий сульфат олова, серную кислоту, синтанол ДС-10, формалин (37% раствор), вводят поливиниловый спирт при следующем соотношении компонентов, г/л:
Сульфат олова - 20-60
Серная кислота - 90-100
Синтанол ДС-10 - 2-3
Формалин (37% раствор), мл/л - 6-8
Поливиниловый спирт - 1-3
Плотность тока, А/дм2 - 1-10
Выход по току - 75-99
Процесс проводится при перемешивании электролита.
Концентрацию сульфата олова необходимо поддерживать в пределах 20-60 г/л. Отклонение от этих пределов приводит к уменьшению интервала рабочих плотностей тока для получения осадков с блеском. Концентрация серной кислоты должна быть в пределах 90-100 г/л. При С<90 г/л получаются полублестящие покрытия. При С>100 г/л интервал плотностей тока для получения блестящих осадков не изменяется.
Концентрация синтанола должна быть в пределах 2-3 г/л. При концентрации синтанола <2 г/л значительно снижается рабочий интервал плотностей тока для получения блестящих покрытий. При концентрации >3 г/л интервал рабочих плотностей тока для получения осадков с блеском не изменяется, но значительно увеличивается пенообразование электролита, что затрудняет проведение процесса электроосаждения в перемешиваемом электролите.
Концентрация формалина изменяется в пределах 6-8 мл/л. Отклонение от этого предела приводит к получению серебристых покрытий.
Поливиниловый спирт в электролите является блескообразующей добавкой. Поливиниловый спирт - один из синтетических полимеров, который хорошо растворяется в воде.
Химическая формула его имеет следующий вид:
Концентрация поливинилового спирта должна быть в пределах 1-3 г/л. Отклонение от этого предела концентраций приводит к получению серебристых покрытий.
Температура электролита 18-25oС. Повышение температуры выше 25oС приводит к помутнению электролита и образованию осадка на дне ванны, уменьшению степени блеска покрытий.
Интервал рабочих плотностей тока для получения блестящих покрытий и выход по току олова в электролите с органическими добавками определяется концентрацией сульфата олова в электролите. При С=20 г/л блестящие покрытия получаются ik= l-5 А/дм2, выход по току 75-95%. При С=30-40 г/л, ik=2-6 А/дм2, выход по току 87-98%. При С=50-60 г/л, ik=4-10 А/дм2, выход по току 94-99%. В качестве анодов используют олово марок О1 или О2. Для устранения попадания шлама в электролит аноды необходимо погружать в чехлы из полипропиленовой ткани.
Электролит оловянирования готовят следующим образом.
Емкость для приготовления электролита на три четверти заполняют дистиллированной водой и в нее небольшими порциями добавляют серную кислоту. Охлаждают раствор и в нем растворяют необходимое количество сульфата олова. Раствор фильтруют. В фильтрат при перемешивании добавляют синтанол (предварительно растворенный в теплой воде), формалин и поливиниловый спирт (предварительно растворенный в воде), доливают необходимое количество дистиллированной воды и электролит готов к работе.
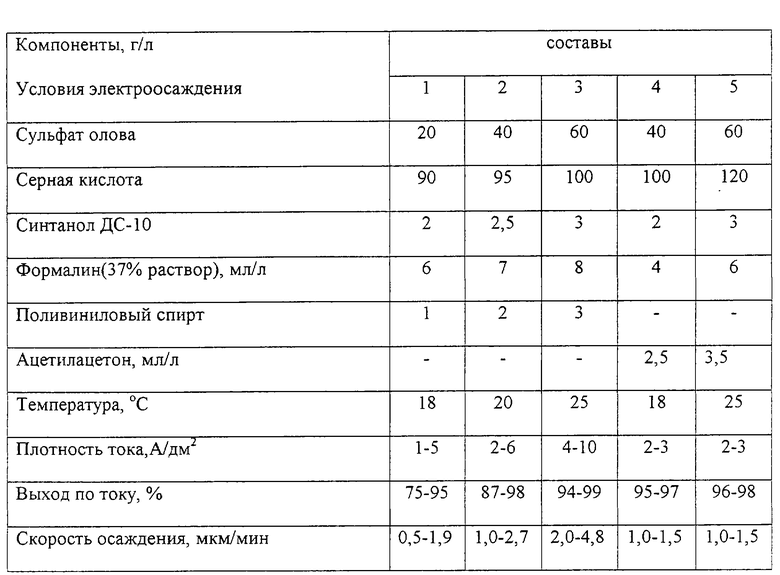
В таблице приведены предлагаемый (1-3) и известный (4-5) составы электролитов и условия осаждения блестящих покрытий.
Как видно из таблицы, предлагаемый электролит (1-3) по сравнению с известным (4-5) позволяет получать блестящие покрытия в более широком интервале плотностей тока. Увеличение плотности тока позволяет интенсифицировать процесс электроосаждения. При этом скорость осаждения при концентрации сульфата олова 40-60 г/л в предлагаемом электролите составляет 1,0-4,8 мкм/мин по сравнению со скоростью осаждения 1,0-1,5 мкм/мин в известном электролите. Следует отметить, что предлагаемый электролит может работать в более широком интервале концентраций сульфата олова, что дает возможность вести процесс электроосаждения в разбавленном электролите оловянирования (таблица, состав 1).
Разбавленный сульфатный электролит позволяет уменьшить унос олова с обрабатываемыми деталями и накопление их в промывных водах, что дает возможность создать более экологически чистый технологический процесс.
Корректирование электролита проводится по данным химического анализа.
Полученные блестящие покрытия из предлагаемого электролита имеют мелкокристаллическую структуру, беспористы при толщине 6 мкм, прочно сцеплены с основным металлом.
Источники информации
1. Авторское свидетельство СССР 212678, кл. С 25 D 3/30, 1968.
2. Авторское свидетельство СССР 217849, кл. С 25 D 3/30, 1968.
3. Матулис Ю.Ю. Блестящие электролитические покрытия. Вильнюс. Изд-во. Минтис. 1969. с.335-338.
4. Ильин В.А. Цинкование, кадмирование, лужение и свинцевание. Библиотечка гальванотехника, выпуск 2. Изд. 4-е перераб. и доп.Л.: Машиностроение (Ленинград, отд.). 1977. с. 59.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ОЛОВА | 2001 |
|
RU2208664C2 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ СПЛАВА ОЛОВО-ИНДИЙ | 2011 |
|
RU2458188C1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ЦИНКА | 2001 |
|
RU2211887C2 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ КАДМИЯ | 2006 |
|
RU2308553C1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ЦИНКА | 2001 |
|
RU2191226C1 |
| СПОСОБ ЭЛЕКТРООСАЖДЕНИЯ ЦИНКА | 2001 |
|
RU2205901C1 |
| КИСЛЫЙ ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ ПОКРЫТИЙ СПЛАВОМ ОЛОВО - СВИНЕЦ | 1996 |
|
RU2094544C1 |
| Электролит для осаждения блестящих покрытий на основе олова | 1989 |
|
SU1686040A1 |
| КИСЛЫЙ ЭЛЕКТРОЛИТ ДЛЯ ЭЛЕКТРООСАЖДЕНИЯ БЕЛСТЯЩИХ ПОКРЫТИЙ СПЛАВОМ ОЛОВО-СВИНЕЦ | 1996 |
|
RU2113555C1 |
| Способ получения медной проволоки с покрытием на основе сплава олово-индий | 2021 |
|
RU2768620C1 |
Изобретение относится к гальваностегии, к электрохимическому осаждению олова и может быть использовано в машиностроении, приборостроении, электронной промышленности для покрытия различных деталей. Электролит оловянирования содержит, г/л: сульфат олова 20-60, серная кислота 90-100, синтанол ДС-10 - 2-3, формалин (37% раствор) 6-8 мл/л, поливиниловый спирт 1-3, при этом плотность тока составляет 1-10 А/дм2, выход по току 75-99%, температура 18-25oС. Электроосаждение ведут при перемешивании электролита. Технический результат: интенсификация процесса и повышение допустимых плотностей тока для получения блестящих покрытий. 1 табл.
Способ электроосаждения олова в электролите, содержащем сульфат олова, серную кислоту, синтанол ДС-10, формалин (37%), органическую добавку и воду, отличающийся тем, что для интенсификации процесса, повышения допустимых плотностей тока и получения блестящих покрытий в качестве органической добавки электролит содержит поливиниловый спирт при следующем соотношении компонентов, г/л:
Сульфат олова - 20-60
Серная кислота - 90-100
Синтанол ДС-10 - 2-3
Формалин (37%), мл/л - 6-8
Поливиниловый спирт - 1-3
а электроосаждение ведут при температуре 18-25oС, плотности тока 1-10 А/дм2 и перемешивании электролита с выходом по току олова 75-99%.
| ИЛЬИН В.А | |||
| Цинкование, кадмирование, лужение и свинцование | |||
| - Л.: Машиностроение, 1977, с.59 | |||
| ЭЛЕКТРОЛИТ ЛУЖЕНИЯ ЖЕСТИ | 1989 |
|
RU1678094C |
| Электролит для осаждения блестящих покрытий оловом | 1982 |
|
SU1102822A1 |
| DE 3226364 А1, 10.03.1983. | |||
