Изобретение относится к металлургии, конкретнее к непрерывной разливке слябов на установках с криволинейной технологической осью.
Наиболее ближайшим по технической сущности является способ непрерывной разливки слябов на установках с криволинейной технологической осью, приведенный в описании к патенту РФ 2129934, включающий подачу металла в кристаллизатор, вытягивание из него сляба с переменной скоростью, выпрямление сляба из криволинейного положения в горизонтальное, поддержание и направление сляба вдоль технологической оси при помощи разделенных по длине роликовых секций с рамами, расположенными по обеим широким граням сляба и установленными на опорах, ограничивающих их перемещение относительно сляба, а также подачу в кристаллизатор шлаковой смеси. В процессе непрерывной разливки зазор между противоположными роликовыми полусекциями устанавливают постоянным. При этом величина зазора между роликами соответствующих полусекций по длине горизонтального участка технологической оси установки выполнена различной с уменьшением в сторону выхода сляба из установки.
Установка с криволинейной технологической осью для осуществления способа непрерывной разливки слябов содержит кристаллизатор, расположенные под ним поддерживающие и направляющие разделенные роликовые секции, состоящие из рам с роликами, упирающимися в стационарные опоры с возможностью перемещения относительно них при помощи винтовых соединений, а также приводные валки. Рамы роликовых полусекций жестко соединены через прокладки со стационарными опорами при помощи винтовых соединений /см. патент РФ 2129934, МПК В 22 D 11/14; 11/128. Бюлл. изобр. 13, 1999 г./.
Недостатком известного способа и установки является низкая стойкость роликов на горизонтальном участке технологической оси установки, неудовлетворительное качество непрерывнолитых слябов по поверхности и макроструктуре, а также низкая производительность установки непрерывной разливки слябов. Это объясняется тем, что в процессе непрерывной разливки при изменении скорости вытягивания сляба в условиях постоянства зазора между роликами на горизонтальном участке происходит неконтролируемая усадка сляба по толщине с образованием зазора между верхней гранью сляба и роликов соответствующих верхних роликовых полусекций. В этих условиях ролики соответствующих роликовых полусекций со стороны верхней широкой грани сляба перестают вращаться вследствие нарушения их контакта со слябом. При этом бочки роликов претерпевают односторонний перегрев, что приводит к прогибу роликов и к возникновению в них термических напряжений, превосходящих допустимые значения, и, как следствие, к трещинообразованию в них. Кроме того, на бочки роликов налипает шлак, находящийся на верхней грани сляба. При дальнейшем увеличении скорости вытягивания сляба происходит увеличении толщины сляба и восстановление контакта его верхней грани с роликами верхней полусекции. В этом случае при восстановлении вращения роликов происходит деформация верхней грани сляба под действием прогиба бочек роликов и участков налипшего на них шлака. Деформация верхней грани приводит к образованию в слябе внутренних и наружных трещин.
Сказанное приводит к увеличению выхода роликов из строя, что вызывает их частую замену, и, как следствие, к увеличению простоев установки на замену роликовых секций.
Технический эффект при использовании изобретения заключается в повышении стойкости роликов на горизонтальном участке установки непрерывной разливки слябов, качества непрерывнолитых слябов, а также в увеличении производительности установки непрерывной разливки слябов.
Указанный технический эффект достигают тем, что способ непрерывной разливки слябов на установках с криволинейной технологической осью включает подачу металла в кристаллизатор, вытягивание из него сляба с переменной скоростью, выпрямление сляба из криволинейного положения в горизонтальное, поддержание и направление сляба вдоль технологической оси при помощи разделенных по длине роликовых полусекций с рамами, расположенных по противоположным широким граням сляба и установленных на опорах, ограничивающих их перемещение относительно широких граней сляба, а также подачу в кристаллизатор шлаковой смеси.
На горизонтальном участке технологической оси сляб по его верхней грани поддерживают и направляют посредством контакта с ней роликов соответствующей верхней роликовой полусекции под действием ее собственного веса.
Установка с криволинейной технологической осью для осуществления способа непрерывной разливки слябов содержит кристаллизатор, расположенные под ним поддерживающие и направляющие разделенные по длине роликовые полусекции, состоящие из рам с роликами, упирающимися в стационарные опоры с возможностью перемещения верхних полусекций относительно них при помощи винтовых соединений, а также приводные валки.
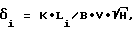
На горизонтальном участке установки между рамами верхних роликовых полусекций и соответствующими стационарными опорами выполнен зазор, величина которого устанавливается по соотношению
где δi - максимальная величина зазора в i-й роликовой секции,
Li - расстояние от первого ролика i-й роликовой секции от нижнего торца кристаллизатора, м;
В - ширина сляба, м;
Н - толщина сляба на выходе из кристаллизатора, мм;
V - рабочая скорость вытягивания сляба, м/мин;
i - порядковый номер роликовой секции на горизонтальном участке от окончания криволинейного участка технологической оси, i=2-6;
К - коэффициент, характеризующий теплофизические свойства металла сляба, равный 0,83-9,8 мм•м3/2/мин.
Повышение стойкости роликов, качества непрерывнолитых слябов и увеличение производительности установки будет происходит вследствие обеспечения постоянства контакта с верхней гранью сляба роликовых полусекций на горизонтальном участке установки в процессе непрерывной разливки в условиях изменения скорости вытягивания сляба.
Диапазон значений коэффициента "К" в пределах 0,83-9,8 объясняется теплофизическими свойствами металла разливаемого сляба. При больших и меньших значениях не будет обеспечиваться необходимая стойкость роликов и качество непрерывнолитых слябов.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемых способа и установки непрерывной разливки слябов с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылкой на чертежи, на котором показано:
фиг. 1 - схема горизонтального участка установки непрерывной разливки слябов с криволинейной технологической осью, продольный разрез;
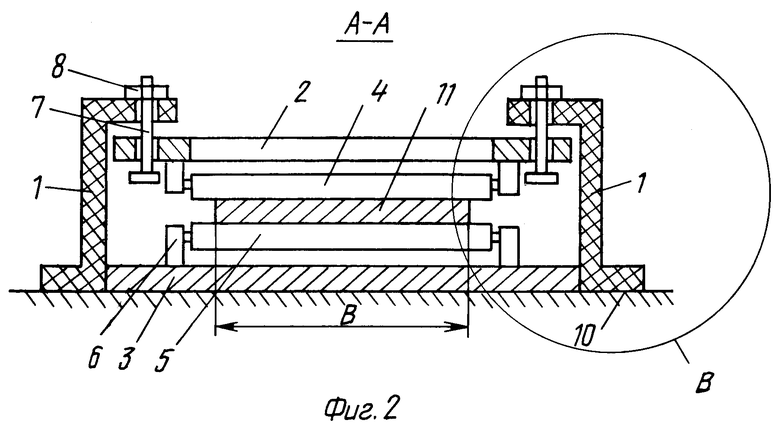
фиг.2 - то же, разрез А-А;
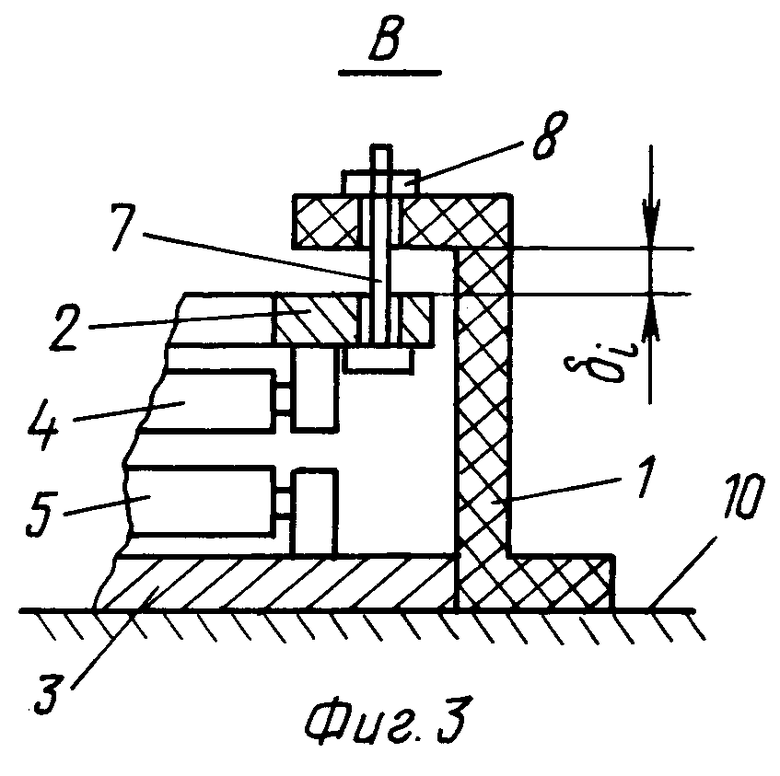
фиг.3 - то же, узел "В", в условиях отсутствия сляба в роликовой секции.
Горизонтальный участок установки состоит из роликовых секций, содержащих стационарные опоры 1, рам 2 и 3 роликовых полусекций, роликов 4 и 5 с подшипниками 6, тяг 7 с гайками 8.
Позицией 9 обозначена конечная часть роликовых секций криволинейного участка установки, 10 - основание роликовых секций, 11 - сляб, δi - максимальная величина зазора при отсутствии сляба в роликовых секциях, В - ширина сляба, Li - расстояние от первого ролика i-й роликовой секции до нижнего торца кристаллизатора, Н - толщина сляба.
Способ непрерывной разливки слябов осуществляют и установка работает следующим образом.
Пример. В процессе непрерывной разливки в кристаллизатор подают сталь марки Ст3 и вытягивают из него сляб 11 с переменной скоростью. Технологическая ось установки выполнена криволинейной, имеющая начальный прямолинейный участок, далее расположенный участок изгиба сляба из прямолинейного вертикального положения в радиальное, затем участок постепенного разгиба сляба из радиального положения в горизонтальное. Радиус радиального участка по верхней грани сляба составляет 8-12 м. На мениск металла в кристаллизаторе подают шлаковую смесь на основе CaO-SiO2-Аl2O3.
Под кристаллизатором на всем протяжении технологической оси сляб поддерживают и направляют при помощи разделенных по длине роликовых секций, упирающихся в стационарные опоры с возможностью перемещения относительно них при помощи винтовых соединений. Роликовые полусекции расположены по обеим широким граням сляба и установлены на стационарных опорах, ограничивающих их перемещение относительно сляба. Между роликовыми секциями расположены приводные вытягивающие сляб валки.
На горизонтальном участке после конечной части роликовых секций 9 криволинейного участка технологической оси расположены соответствующие роликовые секции в количестве 1-6. Роликовая секция на горизонтальном участке состоит из подвижной рамы 2 верхней роликовой полусекции и неподвижной нижней рамы 3 роликовой полусекции. Рама 3 опирается на основание 10. На рамах 2 и 3 смонтированы на подшипниках 6 соответствующие ролики 4 и 5. Рама 2 смонтирована на стационарных опорах 1 при помощи тяг 7 с гайками 8. Тяги 7 расположены в соответствующих отверстиях, выполненных в опорах 1, установленных на основании 10.
Рамы 2 имеют возможность вертикального перемещения относительно стационарных опор 1 по тягам 7 как по направляющим. Величина максимального перемещения рам 2 регулируется гайками 8 по тягам 7.
В процессе непрерывной разливки на горизонтальном участке технологической оси сляб 11 по верхней грани поддерживают и направляют посредством контакта с ней роликов 4 рамы 2 верхней полусекции под действием ее собственного веса.
На горизонтальном участке установки между рамой 2 и опорами 1 выполнен зазор, величина которого составляет
где δi - максимальная величина зазора в очередной i-й роликовой секции по длине горизонтального участка, мм;
В - ширина сляба, м;
Н - толщина сляба на выходе из нижнего торца кристаллизатора, мм;
V - рабочая скорость вытягивания сляба, м/мин;
Li - расстояние от первого ролика i-й роликовой секции до нижнего торца кристаллизатора, м;
i - порядковый номер роликовой секции на горизонтальном участке от окончания криволинейного участка технологической оси установки, i=2-8;
К - коэффициент, характеризующий теплофизические свойства металла разливаемого сляба, равный 0,83-9,8, мм•м3/2/мин.
При такой конструкции роликовых секций на горизонтальном участке установки обеспечивается постоянный контакт роликов 4 рамы 2 верхней роликовой полусекции с верхней гранью сляба 11 под действием собственного веса полусекции независимо от изменения значения скорости V вытягивания сляба и его усадки. При этом контакт роликов 4 со слябом 11 обеспечивается собственным весом рамы 2 вместе с подшипниками 6 и роликами 4.
Величина зазора δi по длине горизонтального участка в каждой i-й роликовой секции является переменной и зависит от расстояния Li. В этих условиях обеспечивается необходимая допустимая величина выпучивания сляба 11 между роликами 4 и 5, а также постоянное вращение роликов 4 независимо от изменения значения рабочей скорости вытягивания V, которая может колебаться при непрерывной разливке в пределах ±0,1-50% и более.
Установление необходимой величины зазора в начале процесса непрерывной разливки производится посредством прохода торца затравки со скошенными углами на нем между роликами 4 и 5. Затравка может заводиться в установку как через кристаллизатор, так и через роликовые секции, расположенные на горизонтальном участке.
При такой организации процесса непрерывной разливки слябов не образуется зазор между широкой гранью сляба 11 и роликами 4 независимо от изменения скорости вытягивания и усадки сляба 11 по толщине, обеспечивается постоянный контакт роликов 4 со слябом 11 и их вращение. В этих условиях исключается односторонний перегрев бочек роликов, образование в них трещин, устраняется их прогиб под действием термических напряжений. Кроме того, на бочках роликов исключается образование мест скопления налипшего шлака, что исключает деформацию верхней грани сляба 11 сверх допустимых значений.
Сказанное приводит к повышению стойкости роликов 4, к улучшению качества поверхности и макроструктуры сляба 11, к уменьшению необходимости частой замены роликов и тем самым к уменьшению времени простоев установки. При этом повышается производительность установки непрерывной разливки слябов.
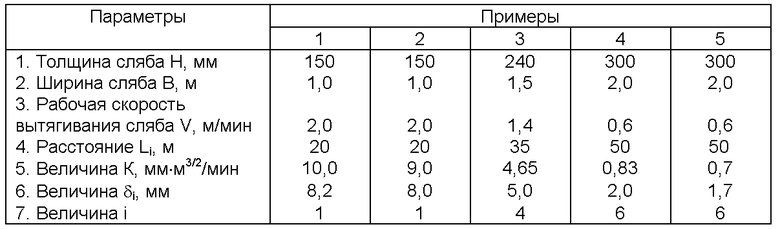
В таблице приведены примеры работы установки непрерывной разливки слябов с различными технологическими параметрами.
В первом примере вследствие большой величины зазора не обеспечивается постоянство контакта роликов 4 с верхней гранью сляба и их вращение.
В пятом примере вследствие малой величины зазора происходит деформация верхней грани сляба при ее выпучивании роликами 4 и увеличиваются нагрузки на них сверхдопустимых значений.
В оптимальных примерах 2-4 вследствие необходимых значений величин зазоров обеспечивается постоянство контакта роликов 4 со слябом 11 и их вращение.
Применение изобретения позволяет повысить стойкость роликов на 10-15%, улучшить качество непрерывнолитых слябов на 2-3%, увеличить производительность установки непрерывной разливки слябов на 12-14%.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2001 |
|
RU2212978C2 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1998 |
|
RU2129934C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066585C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065338C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066586C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065337C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ НА УСТАНОВКАХ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1998 |
|
RU2127168C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ КРИСТАЛЛИЗАТОРА | 2002 |
|
RU2214885C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2104118C1 |
Изобретение относится к непрерывной разливке слябов на установках с криволинейной технологической осью. Технический результат - повышение стойкости роликов на горизонтальном участке установки непрерывной разливки слябов, качества непрерывнолитых слябов, а также увеличение производительности установки. Способ включает подачу металла в кристаллизатор, вытягивание из него сляба с переменной скоростью, его выпрямление из криволинейного положения в горизонтальное, поддержание и направление вдоль технологической оси при помощи разделенных по длине роликовых полусекций с рамами, расположенных по противоположным широким граням сляба и установленных на опорах, ограничивающих их перемещение относительно широких граней сляба, и подачу в кристаллизатор шлаковой смеси. На горизонтальном участке технологической оси сляб по его верхней грани поддерживают и направляют посредством контакта с ней роликов соответствующей верхней роликовой полусекции под действием ее собственного веса. Установка для осуществления способа непрерывной разливки слябов содержит кристаллизатор, расположенные под ним поддерживающие и направляющие разделенные по длине роликовые полусекции, состоящие из рам с роликами, упирающимися в стационарные опоры с возможностью перемещения верхних полусекций относительно них при помощи винтовых соединений, и приводные валки. На горизонтальном участке установки между рамами верхних роликовых полусекций и соответствующими стационарными опорами выполнен зазор, величина которого устанавливается по определенному соотношению. 2 с.п. ф-лы, 3 ил., 1 табл.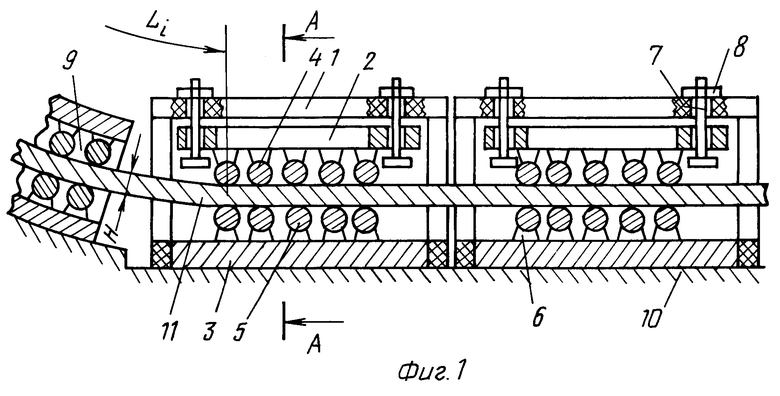
где δi - максимальная величина зазора в i-той роликовой секции, мм;
Li - расстояние от первого ролика i-той роликовой секции от нижнего торца кристаллизатора, м;
В - ширина сляба, м;
Н - толщина сляба на выходе из нижнего торца кристаллизатора, мм;
V - рабочая скорость вытягивания сляба, м/мин;
i - порядковый номер роликовой секции на горизонтальном участке от окончания криволинейного участка технологической оси, i=2-6;
К - коэффициент, характеризующий теплофизические свойства металла разливаемого сляба, равный 0,83-9,8 мм•м3/2/мин.
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1998 |
|
RU2129934C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ НА УСТАНОВКАХ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1998 |
|
RU2127168C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2044595C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ ДЛЯ НЕПРЕРЫВНОЙ РАЗЛИВКИ И УСТАНОВКА ДЛЯ НЕПРЕРЫВНОГО РАЗЛИВА | 1996 |
|
RU2138345C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| МАШИНА НЕПРЕРЫВНОГО ЛИТЬЯ ЗАГОТОВОК КРИВОЛИНЕЙНОГО ТИПА | 1987 |
|
RU1540132C |
| US 3893503, 08.07.1975. | |||

