Изобретение относится к металлургии, конкретнее, к установкам непрерывной разливки металлов с криволинейной технологической осью.
Наиболее близкой по технической сущности является установка непрерывной разливки металлов с криволинейной технологической осью, содержащая кристаллизатор и далее расположенные ролики, объединенные в роликовые секции. Корпус роликовой секции выполнен разъемным из четырех рам, опирающихся на несущие балки. Регулирование положения секции относительно оси машины производится при помощи болтов и пружино-винтового устройства с конической пружиной и регулировочным винтом. После выверки корпус секции фиксируется на несущих балках при помощи клиньев. Ролики выполнены разрезными и укреплены на поперечных балках через прокладки. Поперечные балки жестко укреплены на поперечных балках через прокладки. Поперечные балки жестко укреплены на боковых фигурных рамах. Ролики выполнены с внутренним водяным охлаждением. Смазка и вода подводится и отводится через трубопроводы, подсоединенные к корпусам опор роликов.
(См. А.И.Целиков и др. Машины и агрегаты металлургических заводов. Т.2. М., Металлургия, с. 130-131, рис. IV. 2; с. 156, рис. IV. 19;с.159, рис. IV. 21).
Недостатком известной установки является то, что при монтаже и демонтаже роликовых секций необходимо демонтировать крайние верхние ролики в секциях. Это объясняется тем, что шаг роликов по большому радиусу технологической оси установки больше, чем по малому радиусу. В этих условиях при подъеме секции относительно других нижние крайние ролики поднимаемой секции входят в зацепление с крайними верхними роликами соседних секций. Сказанное приводит к невозможности беспрепятственного монтажа и демонтажа роликовых секций, а также приводит к увеличению времени подготовки установки к непрерывной разливке металлов.
Кроме того, недостатком известной установки является сложность и недостаточная точность настройки положения роликовых секций относительно технологической оси установки. Это объясняется тем, что роликовые секции настраиваются относительно технологической оси в целом при помощи винтовых пружинных устройств. В этих условиях не обеспечивается необходимый раствор между роликами по длине и их плоскостности относительно отливаемого слитка. При этом не обеспечивается плавность положения технологической оси установки на стыках роликовых секций. Сказанное приводит к браку разливаемых слитков по внутренним и наружным трещинам.
Технический эффект при использовании изобретения заключается в упрощении процесса монтажа и демонтажа роликовых секций, в повышении точности настройки роликовых секций относительно технологической оси установки, а также в улучшении качества непрерывнолитых слитков.
Указанный технический эффект достигается тем, что установка непрерывной разливки металлов с криволинейной технологической осью содержит кристаллизатор, далее расположенные разрезные ролики с внутренним охлаждением с промежуточными опорами, установленными на поперечных балках, сгруппированными в роликовые секции, состоящие из отдельных рам и поперечных балок, установленных на несущих балках, а также трубопроводы для охлаждающей воды и смазки.
Поперечные балки крайних верхних роликов роликовых секций снабжены шарнирными тягами с крепежными гайками, проходящими через корпус боковых рам, на вертикальных стенках боковых рам выполнены прорези, в которых установлены с возможностью перемещения поперечные балки верхних роликов. В местах контакта между собой рам и балок установлены соответствующие прокладки. Корпуса промежуточных опор роликов находятся в контакте непосредственно с поперечными балками, в которых расположены трубопроводы для подвода и отвода охлаждающей ролики воды и смазки.
Упрощение процесса демонтажа и монтажа роликовых секций будет происходить вследствие устранения необходимости демонтажа верхних крайних роликов в соседних секциях относительно перемещаемой секции. Опадает также необходимость увеличения шага между верхними крайними роликами соседних роликовых секций.
Точность настройки положения роликов и постоянства их шага приводит к улучшению качества непрерывнолитых слитков по внутренним и наружным трещинам.
Повышение точности настройки роликовых секций относительно технологической оси будет происходить вследствие обеспечения возможности независимого регулирования раствора роликов по их длине, их плоскостность по длине роликовой секции по большому и малому радиусам технологической оси, а также плавность положения технологической оси при переходе от одной роликовой секции к другой.
Анализ научно-технической и патентной литературы показывает отсутствие совпадения отличительных признаков заявляемой установки с признаками известных технических решений. На основании этого делается вывод о соответствии заявляемого технического решения критерию "изобретательский уровень".
Ниже дан вариант осуществления изобретения, не исключающий другие варианты в пределах формулы изобретения, со ссылками на чертежи, на которых показано:
фиг. 1 - схема роликовых секций на криволинейном участке технологической оси установки непрерывной разливки металлов, продольный разрез;
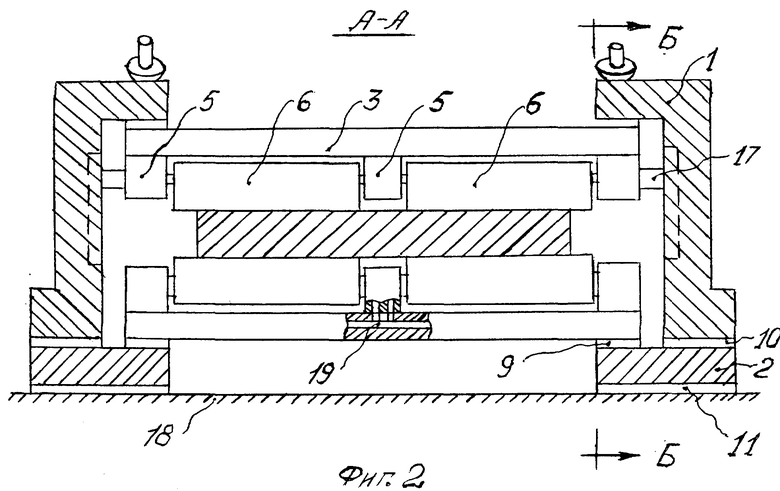
фиг. 2 - то же, разрез А-А;
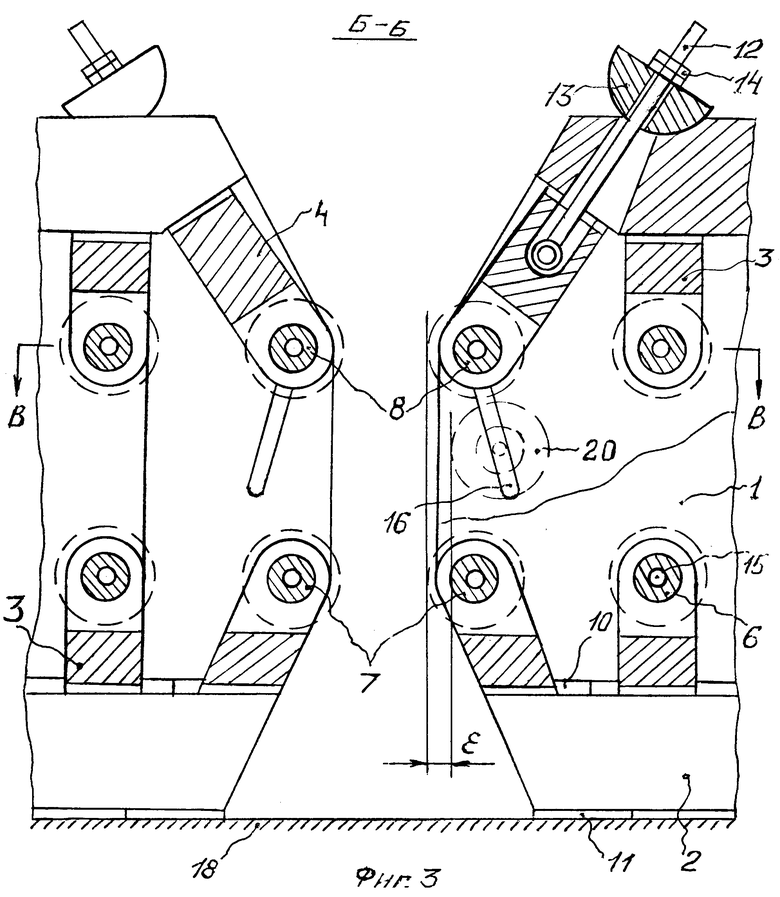
фиг. 3 - то же, разрез Б-Б;
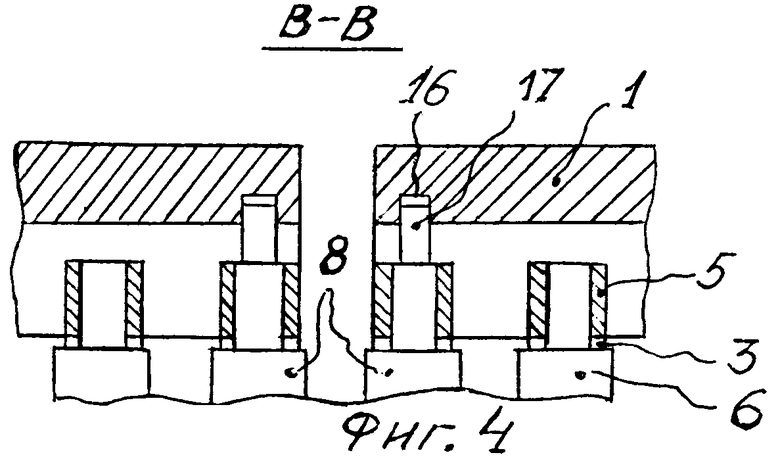
фиг. 4 - то же, разрез В-В.
Установка непрерывной разливки металлов с криволинейной технологической осью состоит из рам 1, 2, балок 3, 4, подшипников 5, роликов 6, крайних роликов 7 и 8, прокладок 9, 10 и 11, тяг 12, полусфер 13, гаек 14, отверстий 15, прорезей 16, штыря 17, несущих балок 18, трубопроводов 19. Позицией 20 обозначен непрерывнолитой слиток, R и r - большой и малый радиусы технологической оси установки, δ - величина перекрытия роликов, ε - величина смещения ролика в горизонтальном направлении; "а-а" - линии перемещения нижних роликов секции при подъеме роликовой секции.
Установка непрерывной разливки металлов с криволинейной технологической осью работает следующим образом.
Пример. При монтаже роликовых секций последние собираются из рам 1 и 2 через прокладки 10 и стягиваются стяжками (на чертеже не показаны). Далее поперечные балки 3 крепятся к рамам 1 и 2 через прокладки 9 и специального крепежа (на чертеже не показано). На поперечных балках 3 и 4 установлены подшипниковые опоры 5 разрезанных водоохлаждаемые роликов 6, 7 и 8. Корпуса опор 5 находятся у непосредственном контакте с балками 3 и 4 без прокладок. В балках 3 и 4 расположены трубопроводы 19 для подвода и отвода охлаждающей воды и смазки.
После этого собранная роликовая секция устанавливается на несущие балки 18 при помощи, например, грнузоподъемного крана через прокладки 11 и крепится к ним при помощи специальных крепежных элементов. Наличие прокладок 9 позволяет устанавливать плоскостность бочек роликов 6, крепящихся в раме 1 и на раме 2. Наличие прокладок 10 позволяет устанавливать необходимый раствор между роликами 6, 7 и 8, равный величине (R-r). Наличие прокладок 11 позволяет согласовать кривизну и плавность технологической оси установки между соседними крайними роликами 7 и 8 соседних роликовых секций.
При перемещении роликовой секции в процессе монтажа и демонтажа вследствие малой величины шага роликов, что необходимо для обеспечения необходимого высокого качества непрерывнолитых слитков, бочки нижних крайних роликов 7 перемещаются по линиям "а-а". При этом верхний крайний ролик 8 перекрывает нижний крайний ролик 7 на величину δ.
Для устранения этого перекрытия δ балки 4 верхних крайних роликов 8 снабжены ширнирными тягами 14, проходящими через рамы 1 и опирающимися на полусферы 13. В рабочем положении балки 4 прижимаются в раме 1 при помощи гаек 14.
При устранении перекрытия δ гайки 14 отвертываются и ролик 8 опускается вниз по направляющей прорези 16, в которую заходит направляющий штырь 17, установленный, например, в торце цапфы ролика 8. При опускании ролика 8 или балки 4 вниз последний смещается в горизонтальном направлении на величину ε, что приводит к устранению перекрытия δ и позволяет беспрепятственно перемещать роликовую секцию относительно соседних.
В нашем примере R=12 м; r = 11,7 м; δ = 3-5 мм; ε = 6-10 мм; расстояние между бочками роликов составляет 40-100 мм.
Изобретение предпочтительно для применения при непрерывной разливке слябов толщиной 200 и более мм. В этих условиях разница шага роликов по большому радиусу R и малому радиусу r достигается значительных величин.
Применение изобретения позволяет достичь точности настройки технологической оси установки до ± 0,05 мм с одновременным упрощением монтажа и демонтажа роликовых секций. При этом обеспечивается возможность сохранения постоянства шага роликов по всей длине технологической оси установки, в том числе между роликовыми секциями. Сказанное позволяет повысить выход годных слитков на 5-10%.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ СЛЯБОВ НА УСТАНОВКАХ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2001 |
|
RU2206428C2 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ НА УСТАНОВКАХ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 1998 |
|
RU2127168C1 |
| СПОСОБ ЭКСПЛУАТАЦИИ УСТАНОВКИ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2083317C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066586C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065337C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2065338C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ ПРЯМОУГОЛЬНЫХ СЛИТКОВ | 1996 |
|
RU2104118C1 |
| СПОСОБ НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛА | 1994 |
|
RU2066585C1 |
| УСТРОЙСТВО ДЛЯ УСТАНОВКИ И ФИКСИРОВАНИЯ ЗАГОТОВОК | 1995 |
|
RU2080229C1 |
| УСТАНОВКА НЕПРЕРЫВНОЙ РАЗЛИВКИ МЕТАЛЛОВ С КРИВОЛИНЕЙНОЙ ТЕХНОЛОГИЧЕСКОЙ ОСЬЮ | 2001 |
|
RU2212978C2 |
Сущность: установка непрерывной разливки металлов с криволинейной технологической осью содержит кристаллизатор, далее расположенные разрезные ролики с внутренним охлаждением с промежуточными опорами, установленными на поперечных балках, сгруппированными в роликовые секции, состоящие из отдельных рам и поперечных балок, установленных на несущих балках, а также трубопроводы для охлаждающей воды и смазки. Поперечные балки крайних верхних роликов секций снабжены шарнирными тягами с крепежными гайками, проходящими через корпус боковых рам, на вертикальных стенках боковых рам выполнены прорези, в которых установлены с возможностью перемещения поперечные балки верхних роликов. В местах контакта между собой рам и балок установлены соответствующие прокладки. Корпуса промежуточных опор роликов находятся в контакте непосредственно с поперечными балками, в которых расположены трубопроводы для подвода и отвода охлаждающей ролики воды и смазки. Технический эффект использования изобретения заключается в упрощении процесса монтажа и демонтажа роликовых секций, в повышении точности настройки роликовых секций относительно технологической оси установки, а также в улучшении качества непрерывнолитых слитков. 2 з.п. ф-лы, 4 ил.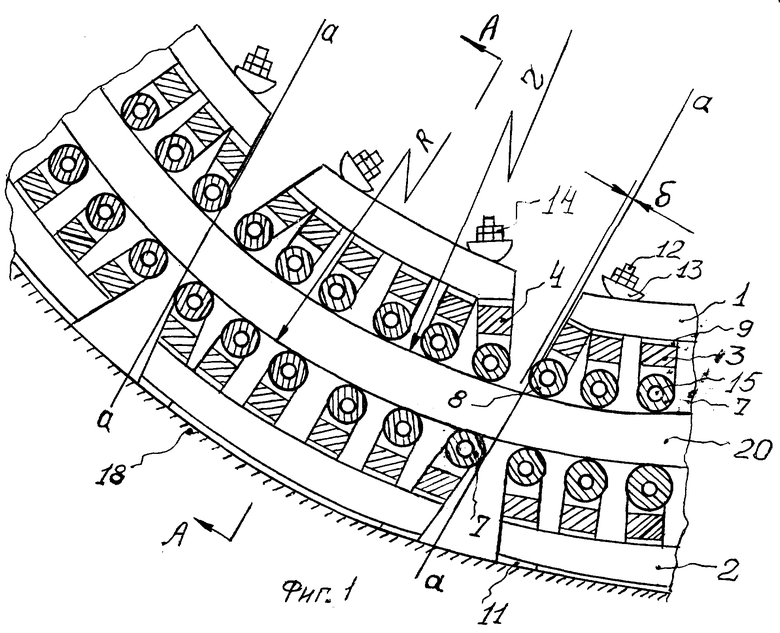
| Целиков А.И | |||
| и др | |||
| Машины и агрегаты металлургических заводов | |||
| - М.: Металлургия, 1984, т.2, с.130-131, 156, 159 | |||
| Устройство для непрерывного литья с вытягиванием вверх заготовок | 1987 |
|
SU1452651A1 |
| Установка непрерывной разливки металлов | 1981 |
|
SU996074A1 |
| Устройство для охлаждения водою паров жидкостей, кипящих выше воды, в применении к разделению смесей жидкостей при перегонке с дефлегматором | 1915 |
|
SU59A1 |
| US 3596706 A, 1971 | |||
| Устройство для диагностирования системы управления трехфазным выпрямителем | 1987 |
|
SU1483548A1 |
| ПРИБОР ДЛЯ ДЕМОНСТРАЦИИ УЧЕБНОГО МАТЕРИАЛА | 0 |
|
SU290750A1 |

