Изобретение имеет отношение к созданию способа нанесения мелкозернистых кристаллических покрытий из оксида алюминия Аl2О3 на режущие инструменты, корпус которых изготовлен из цементированного карбида, кермета, керамики или быстрорежущей стали, причем указанное нанесение покрытий производят при помощи процесса активизированного плазмой химического осаждения из паровой (газовой) фазы (PACVD) с химическими реагентами АlСl3, О2, Н2 и Аr. Плазму получают за счет приложения биполярного пульсирующего напряжения постоянного тока к двум электродам или к двум комплектам электродов. В соответствии со способом по настоящему изобретению возможно получать с высокой скоростью нанесения гладкие покрытия с высоким качеством, образованные либо единственной фазой γ-Al2O3, либо смесью фаз γ- и α-Al2O3, причем указанные покрытия имеют хорошую износостойкость при нанесении на режущий инструмент. В соответствии со способом по настоящему изобретению возможно получать кристаллические Аl2О3 покрытия при температурах нанесения, доходящих до 500oС.
Хорошо известно, что износостойкость режущего инструмента из цементированного карбида, используемого при металлообработке, может быть существенно повышена за счет нанесения тонких твердых поверхностных слоев оксидов, карбидов или нитридов металлов, причем в качестве металла используют либо переходные металлы групп IV, V и VI Периодической Таблицы, либо кремний, бор и алюминий. Толщина покрытия обычно варьирует от 1 до 15 мкм, причем наиболее широко распространенными технологиями нанесения покрытий являются PVD (физическое осаждение из паровой (газовой) фазы) и CVD (химическое осаждение из паровой (газовой) фазы). Режущие инструменты из цементированного карбида с покрытием слоями оксида алюминия имеются в продаже вот уже более двух десятков лет. При использовании CVD технологии осаждение материала обычно производят из химически активной газовой атмосферы АlСl3, СО2 и Н2 на поверхность подложки, температуру которой поддерживают на уровне около 1000oС.
Аl2О3 кристаллизуется с образованием множества различных фаз, таких как α (альфа), κ (каппа) и χ (кси), которые именуют "α-сериями", с hcp упаковкой (с гексагональной плотной упаковкой) атомов кислорода, или с образованием γ (гамма), θ (тета), η (эта) и d (дельта) фаз, именуемых "γ-сериями", которые имеют fee упаковку (гранецентрированную кубическую упаковку) атомов кислорода. Фазы Аl2О3, которые наиболее часто получают при нанесении покрытий на цементированные карбиды при помощи CVD способов при температурах 1000-1050oС, являются стабильными α- и метастабильными κ-фазами, однако случайно может быть также получена метастабильная θ-фаза. Указанные Аl2О3 покрытия с α-, κ- и/или θ-фазами являются полностью кристаллическими с размером зерна в диапазоне от 0,5 до 5 мкм, причем покрытия имеют зернистую структуру с хорошо выраженными гранями.
Высокая температура нанесения покрытий, которая составляет около 1000oС, создает напряжения растяжения в CVD Аl2О3, покрытиях, нанесенных на подложки из цементированного карбида, так как в напряжениях доминируют термические напряжения, вызванные различием коэффициентов теплового расширения подложки из цементированного карбида и собственно покрытия. Напряжения при растяжении могут превышать предел разрыва Аl2О3 и вызывать чрезмерное растрескивание покрытия с образованием сетки трещин охлаждения по всему объему слоя Al2O3.
Желательно найти альтернативные способы нанесения тугоплавких покрытий, таких как оксид алюминия, в особенности такие способы, которые могут быть осуществлены при более низких температурах подложки, что позволило бы не только осуществлять нанесение покрытий на более чувствительные к температуре подложки, такие как подложки из быстрорежущей стали, но и привело бы к устранению трещин охлаждения, вызванных термическими напряжениями в покрытии. Наносимые при более низких температурах тугоплавкие покрытия будут иметь более мелкозернистую структуру и, возможно, более высокую твердость.
Потенциально более низкотемпературными технологиями нанесения на режущий инструмент тугоплавких покрытий, таких как TiC, TiN и Аl2О3, являются PVD (физическое осаждение из паровой (газовой) фазы) и PACVD (активизированное плазмой химическое осаждение из паровой (газовой) фазы). Однако при использовании указанных технологий с применением плазмы возникают некоторые проблемы при нанесении изоляционных покрытий, таких как Аl2О3, так как слой оксида алюминия осаждается не только на подложке, но и на других поверхностях в области плазмы, а также на катодах и электродах. Более того, указанные изоляционные слои покрытий накапливают электрический заряд, что может приводить к электрическому пробою и к образованию дуги (к искрению). Указанное последнее явление существенно влияет на скорость роста и на качество покрытия.
Одно из решений указанных проблем может быть обеспечено за счет применения биполярной пульсирующей DMS технологии (технологии двойного магнетронного напыления), которая раскрыта в патентах DD 252205 и US 5698314. В биполярной двойной магнетронной системе два магнетрона поочередно работают в качестве анода и катода и, следовательно, предотвращают нахождение мишеней магнетрона в металлическом состоянии в течение длительного времени обработки. При достаточно высоких частотах устраняется возможность накопления поверхностного заряда на изоляционных слоях, а также ограничиваются вредные явления искрения. В соответствии с патентом США 5698314, DMS технология напыления позволяет получать кристаллические тонкие α-Al2O3 пленки хорошего качества с хорошей адгезией при температурах подложки ниже 800oС.
Основным недостатком PVD технологии, вызванным низким рабочим давлением, является то, что она позволяет наносить покрытия "по линии зрения", то есть только на поверхностях, расположенных напротив источника ионов. Этот недостаток в некоторой степени может быть скомпенсирован за счет вращения подложки в ходе нанесения покрытия.
Известный способ химического осаждения из паровой (газовой) фазы с содействием плазмы для нанесения слоев Al2O3 с α- и/или γ-Al2O3 полиморфизмом при температуре подложки в диапазоне от 450 до 700oС раскрыт в патентах США 5516588 и 5587233. Этот PACVD процесс включает в себя реакцию между Al-галогенидом, АlСl3, и СО2, Н2 и Аr в плазме, генерируемой за счет приложения однополярного пульсирующего напряжения постоянного тока к корпусу подложки, подключенному в качестве катода, что означает, что подложка всегда находится под отрицательным потенциалом.
Недостатком генерирования плазмы при помощи напряжения постоянного тока, в том числе и однополярного пульсирующего напряжения постоянного тока, является то, что не может быть полностью исключена возможность образования поверхностного заряда на непроводящих слоях. Особенно большой заряд накапливается на острых углах и вдоль кромок подложки, что приводит к существенному уменьшению толщины нанесенного слоя, а также снижает качество нанесенного покрытия.
В более общем виде тот факт, что рост изоляционных слоев оксида алюминия происходит не только на подложке, но и на всех других поверхностях в области действия плазмы, а также на электродах, отрицательно влияет на стабильность плазмы, так что процесс нанесения покрытия может полностью прекратиться за счет гашения разряда.
Еще одним фактором, который влияет на скорость роста покрытия, является то, что процесс нанесения покрытия прерывается всякий раз при прохождении однополярного пульсирующего напряжения постоянного тока через нулевой потенциал. В соответствии с патентом США 5093151, использованное для получения плазмы однополярное пульсирующее напряжение постоянного тока не доходит до нулевого потенциала между импульсами, а сохраняется на уровне остаточного потенциала, который всегда превышает самый низкий потенциал ионизации любого из элементов в реакционной смеси (Н, Н2, Аr, О, O2 и АlСl3). В этом патенте указано, что отношение остаточного потенциала к максимальному напряжению импульса составляет 0,02-0,5. Сохранение напряжения на уровне остаточного потенциала благоприятно сказывается на скорости нанесения покрытия, однако одновременно приводит к накоплению большего заряда на непроводящих поверхностях.
Задачей настоящего изобретения является устранение указанных недостатков известных PACVD технологий, причем в соответствии с настоящим изобретением предлагается способ нанесения твердых и плотных мелкозернистых кристаллических покрытий α-Al2O3 и/или γ-Al2O3, при температурах подложки в диапазоне от 500 до 800oС. Полученные в соответствии с настоящим изобретением покрытия являются прозрачными и имеют очень высокую чистоту поверхности. Указанные покрытия также имеют высокую твердость, равную 19 ГПа или превышающую это значение, а также размер зерна от 5 до 200 нм.
Способ в соответствии с настоящим изобретением основан на плазменной активизации реакционной смеси химических реагентов АlСl3, Н2 и Аr с кислородом-донором О2, СО, СО2 и N2О. Преимущественно, кислородом-донором является О2. Плазму получают за счет приложения биполярного пульсирующего напряжения постоянного тока к двум электродам или к двум комплектам электродов, к которым прикреплен и с которыми электрически соединен корпус подложки, на который должно быть нанесено покрытие. Альтернативно, стенка реактора может быть использована в качестве электрода. Два электрода или два комплекта электродов поочередно работают в качестве анода (анодов) и катода (катодов). Изменение (чередование) приложенного к электродам импульса напряжения от положительного до отрицательного потенциалов обеспечивает различные преимущества. Прежде всего, нежелательный накопленный во время отрицательного периода импульса электрический заряд на непроводящих поверхностях будет разряжаться в течение положительного периода импульса, причем при выборе относительно высокой частоты, >5 кГц, биполярного пульсирующего напряжения постоянного тока можно устранить искрение. Это позволяет обеспечить стабильную и долговременную обработку. Во-вторых, если между положительным и отрицательным периодами импульса не допускать паузы, то плазма будет постоянно активизирована, что приводит к более высокой скорости нанесения покрытия по сравнению с известной ранее технологией с применением однополярного пульсирующего напряжения постоянного тока. Дополнительным преимуществом способа в соответствии с настоящим изобретением является обеспечение практически постоянной скорости роста покрытия на всех поверхностях, таких как кромки, углы и плоские поверхности подложки, на которую наносят покрытие. Предложенный в соответствии с настоящим изобретением способ нанесения покрытия PACVD с применением биполярного пульсирующего напряжения постоянного тока также может быть успешно использован и для нанесения неизоляционных покрытий, таких как TiC, TiN, TiCN и TiAlN, а также других карбидов и/или нитридов металлов, выбранных из группы, в которую входят Nb, Hf, V, Та, Мо, Zr, Cr и W.
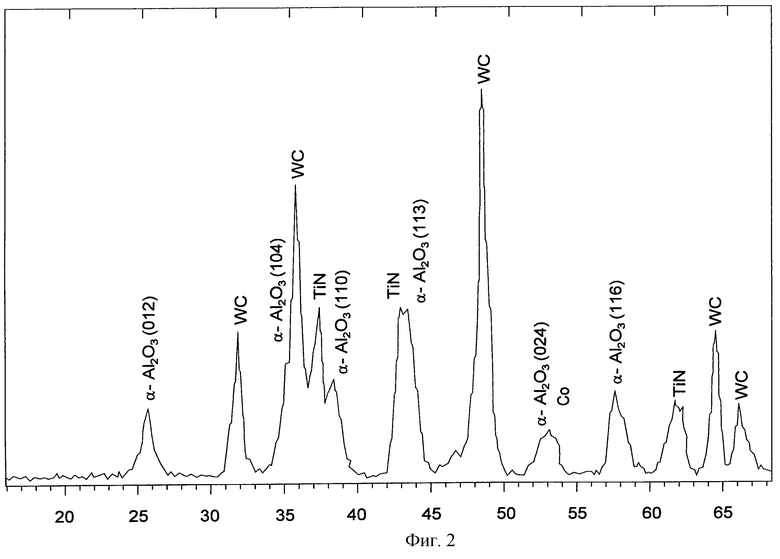
На фиг. 1 показана микрофотография верхней поверхности, а также другая микрофотография отполированного поперечного сечения α-Al2O3 покрытия, нанесенного на режущий инструмент из цементированного карбида при помощи технологии покрытия PACVD с применением биполярного пульсирующего напряжения постоянного тока. На фиг.2 показана рентгеновская дифракционная картина (XRD) показанного на фиг.1 α-Al2O3 покрытия. Можно видеть, что α-фаза оксида алюминия однозначно определена отражениями от плоскостей (012), (104), (110), (113), (024) и (116).
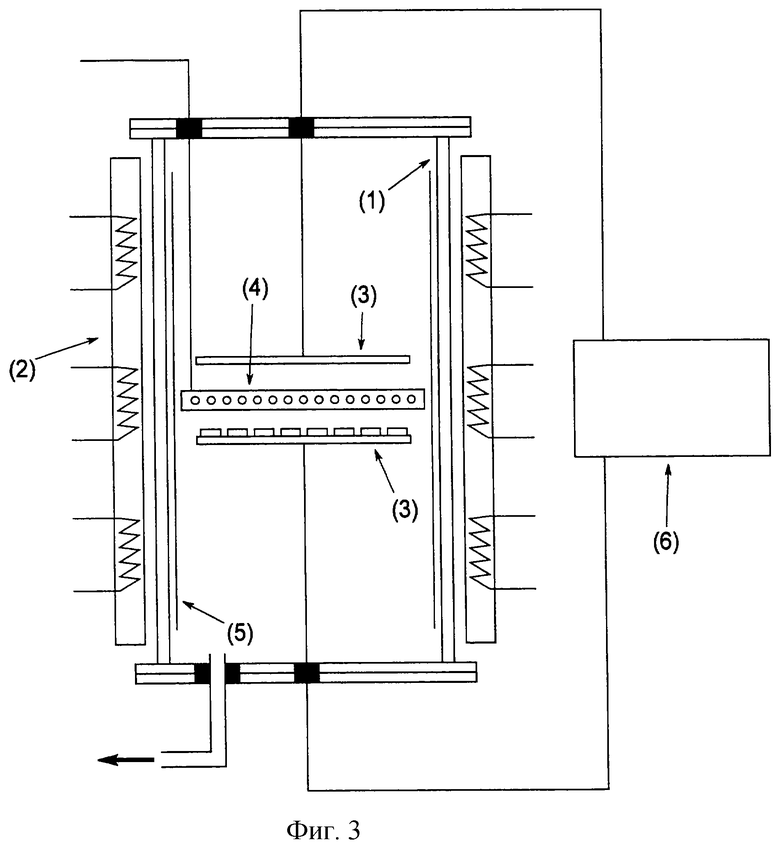
Оборудование для нанесения покрытия по способу в соответствии с настоящим изобретением в его простейшей форме показано на фиг.3 и включает в себя реакторную трубку 1, печь-сопротивление 2, электроды 3, газовый распределитель 4, экран 5 и источник питания 6. Покрываемые подложки могут быть установлены на любом из двух электродов или на обоих электродах. Из практических соображений подложки устанавливают на нижнем электроде в данной конкретной конфигурации электродов.
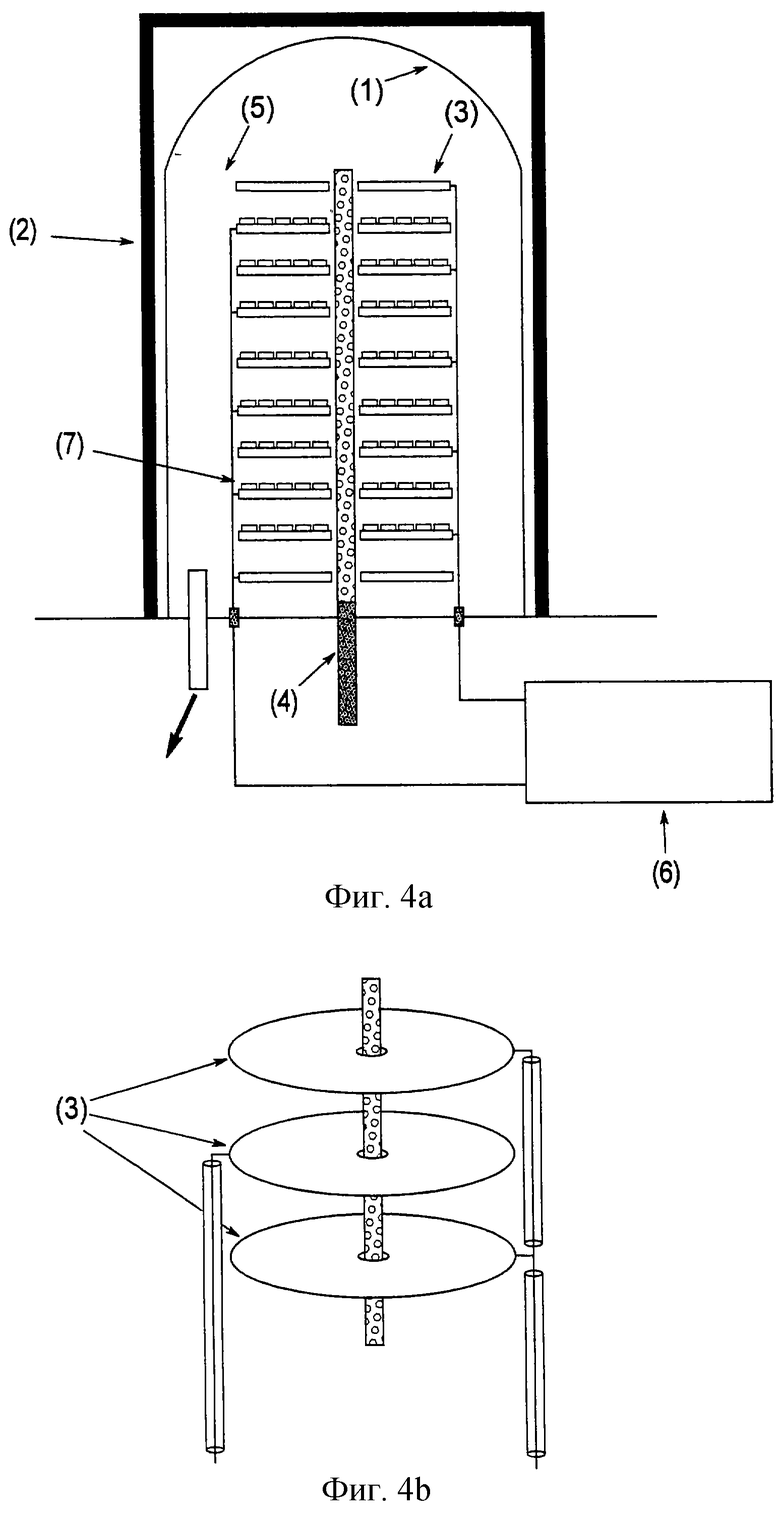
На фиг.4 показана другая система для нанесения покрытия, которая включает в себя реакторную реторту 1, печь-сопротивление 2, электроды 3, трубу для ввода газа 4, экран (5), источник питания 6 и покрываемые подложки 7. Такая система для нанесения покрытия подходит для массового производства, например, режущих инструментов из цементированного карбида с покрытием оксидом алюминия. В этой системе все электроды в реакторе могут быть использованы в качестве держателей подложки, а все реагенты поступают в реактор по центральной трубе. Альтернативно, реактор может быть использован в качестве одного электрода.
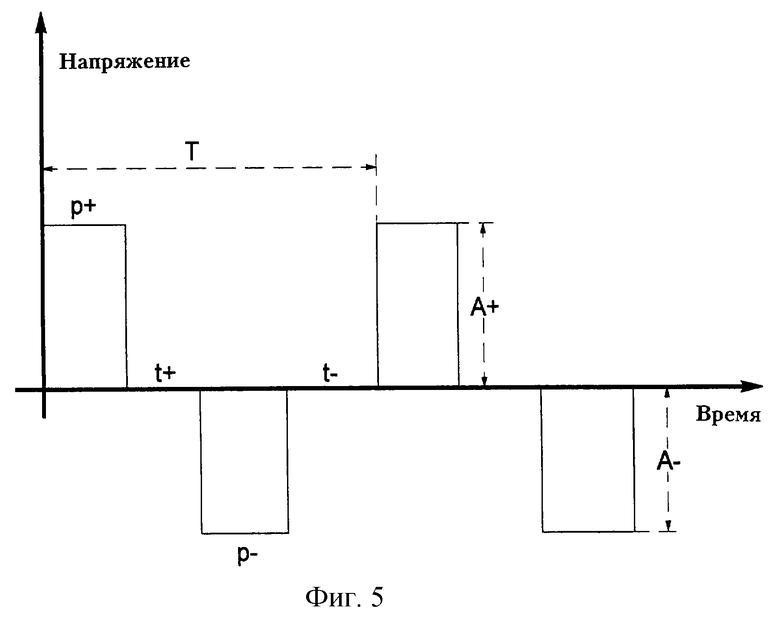
Для достижения оптимального качества покрытия и скорости его роста при использовании биполярного пульсирующего напряжения постоянного тока, частота, амплитуды импульсов, длительности положительных и отрицательных импульсов, а также длительности включения/выключения (длительности пауз) могут варьировать, как это показано на фиг.5. Может быть использована частота в диапазоне от 5 до 100 кГц, преимущественно от 8 до 20 кГц. Амплитуды импульсов могут изменяться от 300 до 1 000 В, а преимущественно от 600 до 900 В, причем в пределах периода Т пульсирующего напряжения постоянного тока могут изменяться как длительности отрицательного и положительного импульсов, так и длительности пауз (нулевого потенциала), что позволяет изменять свойства покрытия и обеспечивать стабильность протекания процесса. Далее приведено определение параметров Р+, Р-, t+, t-, A+ и А-:
Длительность положительного импульса=Р+
Длительность отрицательного импульса=Р-
Пауза после положительного импульса=t+
Пауза после отрицательного импульса=t-
Амплитуда положительного импульса=A+
Амплитуда отрицательного импульса=А-,
причем Р-≥Р+≥0,1P-, а преимущественно 0,5Р-≥P+≥0,1P-, при этом также Р-≥0,1T. Паузы после положительного и после отрицательного импульсов могут быть установлены равными нулю или же могут быть больше нулевых, то есть t-≥0 и t+≥0. Амплитуда A+ главным образом равна амплитуде А-.
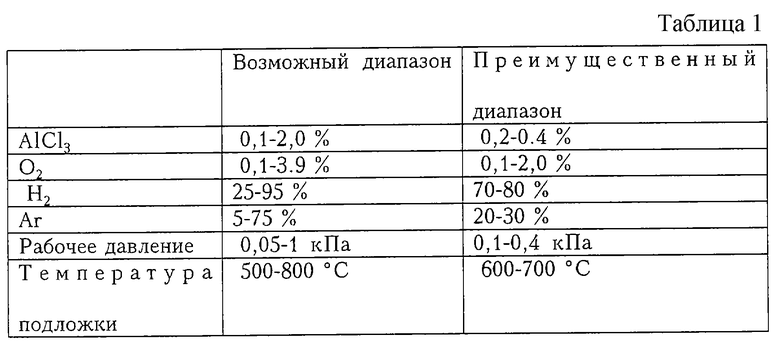
Могут быть использованы приведенные в табл. 1 состав газа, рабочее давление и температура подложки.
Задачей специалиста является изменение условий нанесения покрытия Al2O3 в соответствии с настоящим изобретением таким образом, чтобы обеспечить требуемый размер зерна и фазовые составы.
Обеспечиваемые в соответствии с настоящим изобретением преимущества демонстрируются при помощи примеров 1-3.
Пример 1
A) Режущие пластины из цементированного карбида типа CNMA 120412-KR, в состав которых входит 6 мас. % Со, а баланс образован WC, с покрытием, имеющим первый слой 6 мкм TiCN, после чего нанесен верхний слой 1,5 мкм κ-Al2O3. Оба слоя TiCN и Al2O3 были нанесены при помощи известной CVD технологии. Слой Аl2О3 имел средний размер зерна 1 мкм.
B) Режущие пластины из цементированного карбида такого же типа и состава, что и А), которые первоначально были покрыты слоем ориентировочно 2,5 мкм TiN при помощи технологии ионного плакирования.
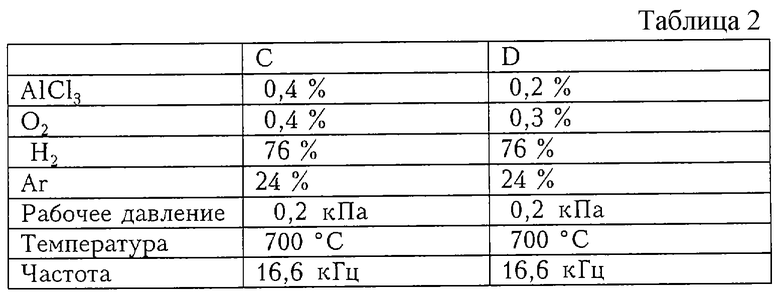
C) Режущие пластины В), которые были покрыты слоем 5,3 мкм мелкозернистого α-Al2O3, в отдельном эксперименте по технологии PACVD с применением биполярного пульсирующего напряжения постоянного тока, при указанных ниже условиях эксперимента.
D) Режущие пластины В), которые были покрыты слоем 5,9 мкм мелкозернистого γ-Al2O3, в отдельном эксперименте по технологии PACVD с применением биполярного пульсирующего напряжения постоянного тока, при указанных в табл. 2 условиях эксперимента.
Длительность положительного импульса (Р+)=Длительности отрицательного импульса (Р-)
Пауза после положительного импульса (t+)=0
Пауза после отрицательного импульса (t-)=0
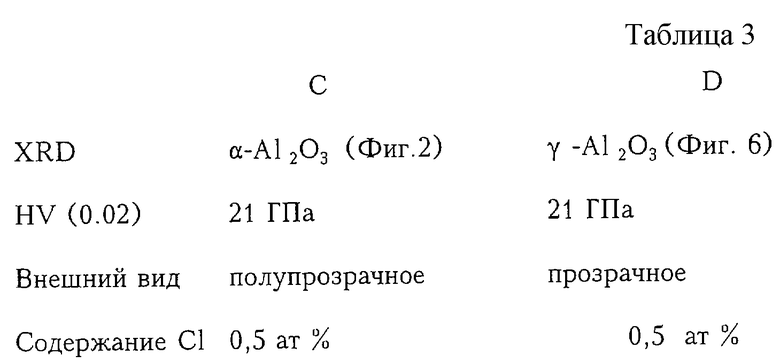
Рентгеновский дифракционный анализ (XRD) с использованием Сuка излучения, анализ концентрации хлора и измерения твердости HV (0.02) дают результаты, представленные в табл. 3.
Полученные режущие пластины с покрытием А, С и D затем были испытаны при непрерывной операции токарной обработки шарикоподшипниковой стали (Ovako 825) при следующих условиях:
скорость: 250 м/мин
подача: 0,25 мм/об
глубина среза: 2,0 мм
При работе использовали охлаждающую жидкость.
Операцию токарной обработки периодически прерывали для измерения язвенного износа режущих кромок, которое производили при помощи оптического микроскопа. Регистрировали время обработки до полного износа слоя Аl2О3 (когда становился видимым слой внутреннего TiCN покрытия). Для нахождения критерия оценки внутренней износостойкости Al2O3 слоев толщину (мкм) Аl2О3 слоя делили на найденное время обработки (мин). Далее приведены результаты оценки скорости износа, мкм/мин:
А) Прототип - 1,0
C) α-Al2O3 (изобретение) - 0,76
D) γ-Al2O3 (изобретение) - 0,92
Из приведенных результатов становится ясно, что износостойкость мелкозернистых γ-Al2O3 и α-Al2O3 слоев, полученных по способу в соответствии с настоящим изобретением, удивительным образом по меньшей мере является такой же хорошей, как и износостойкость κ-Al2O3 слоя с более крупным зерном, нанесенного при помощи CVD технологии.
Приведенные далее два примера демонстрируют дополнительные возможности способа в соответствии с настоящим изобретением для получения Al2O3 покрытий с несколько отличающейся морфологией зерна и XRD картиной.
Пример 2
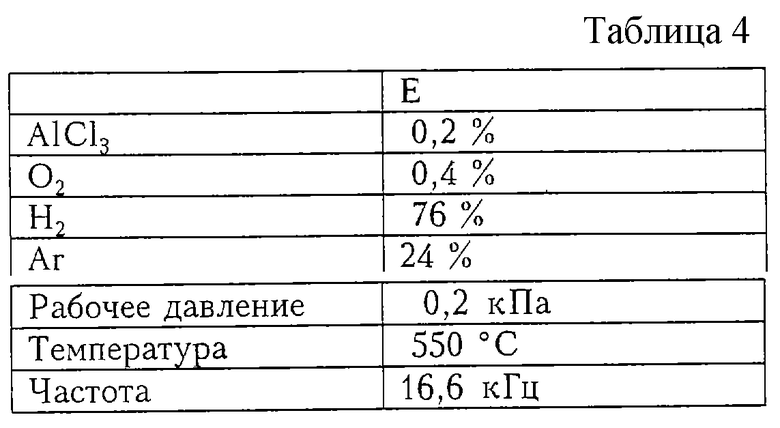
Е) Режущие пластины из цементированного карбида типа CNMA 120412-KR, в состав которых входит 6 мас. % Со, а баланс образован WC, с покрытием, имеющим первый слой около 2,5 мкм TiCN, который нанесен при помощи технологии ионного плакирования, после чего нанесен верхний мелкозернистый слой 3 мкм Al2O3 в отдельном эксперименте по технологии PACVD с применением биполярного пульсирующего напряжения постоянного тока, при указанных в табл. 4 условиях нанесения покрытия.
Длительность положительного импульса (Р+)=Длительности отрицательного импульса (Р-)
Пауза после положительного импульса (t+)=0
Пауза после отрицательного импульса (t-)=0
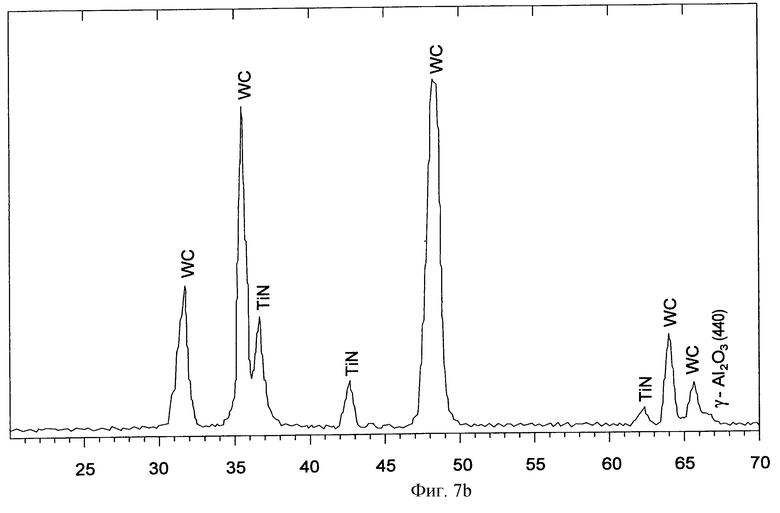
Рентгеновский дифракционный анализ (XRD) (фиг. 7) показывает наличие широкого пика при угле θ, равном 66,8o, который соответствует (440) плоскостям γ-Al2O3. Широкий пик XRD свидетельствует о весьма мелкозернистой фазе γ-Al2O3. Нашли, что микротвердость HV(0.02) покрытия составляет 19 ГПа, а концентрация хлора составляет 1,5 ат %. Покрытие выглядит совершенно прозрачным.
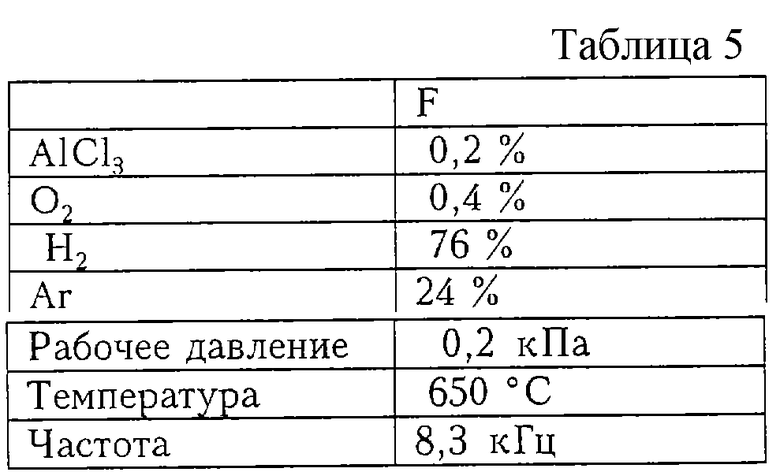
Пример 3
F) Режущие пластины из цементированного карбида типа CNMA 120412-KR, в состав которых входит 6 мас. % Со, а баланс образован WC, с покрытием, имеющим первый слой около 2,5 мкм TiCN, который нанесен при помощи технологии ионного плакирования, после чего нанесен верхний мелкозернистый слой 2,5 мкм Al2O3 в отдельном эксперименте по технологии PACVD с применением биполярного пульсирующего напряжения постоянного тока, при указанных в табл. 5 условиях эксперимента.
Длительность положительного импульса (Р+)=Длительности отрицательного импульса (Р-)
Пауза после положительного импульса (t+)=0
Пауза после отрицательного импульса (t-)=75 мкс
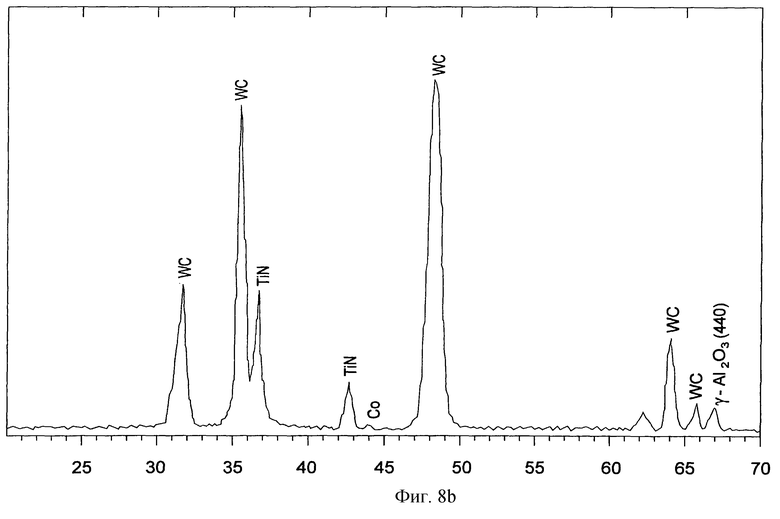
Рентгеновский дифракционный анализ (XRD) (фиг.8) показывает наличие широкого пика при угле 2θ, равном 66,8o, который соответствует (440) плоскостям γ-Al2O3. Нашли, что микротвердость HV(0.02) покрытия составляет 22 ГПа.
| название | год | авторы | номер документа |
|---|---|---|---|
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1998 |
|
RU2206432C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ОКИСНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО НАНЕСЕНИЯ | 1995 |
|
RU2131330C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ И СПОСОБ НАНЕСЕНИЯ ПОКРЫТИЯ НА НЕГО | 1994 |
|
RU2130823C1 |
| ПОДЛОЖКА С АЛМАЗНЫМ ПОКРЫТИЕМ | 1994 |
|
RU2138396C1 |
| ВСТАВКА РЕЖУЩЕГО ИНСТРУМЕНТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 1995 |
|
RU2131329C1 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2623547C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С CVD-ПОКРЫТИЕМ | 2017 |
|
RU2736536C2 |
| СНАБЖЕННЫЙ ПОКРЫТИЕМ РЕЖУЩИЙ ИНСТРУМЕНТ | 2018 |
|
RU2760426C2 |
| СНАБЖЕННЫЙ ПОКРЫТИЕМ РЕЖУЩИЙ ИНСТРУМЕНТ | 2014 |
|
RU2667187C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ С ХОГФ-ПОКРЫТИЕМ | 2015 |
|
RU2704949C2 |
Изобретение относится к способу нанесения покрытий из тугоплавкого оксида алюминия (Al2O3) на режущие инструменты, корпус которых изготовлен из цементированного карбида, кермета, керамики или быстрорежущей стали, и может найти применение в различных отраслях машиностроения. Нанесение покрытий производят при помощи процесса активированного плазмой химического осаждения из паровой фазы. Плазму получают за счет приложения биполярного пульсирующего напряжения постоянного тока к двум электродам, к которым прикреплены и электрически соединены корпуса подложек. За счет этого исключено накопление электрического заряда на непроводящих поверхностях и, следовательно, нет искрения на поверхностях покрытия, что позволяет производить стабильное и длительное нанесение покрытия, получают покрытия высокого качества, которые состоят либо из единственной γ-Al2O3 фазы, либо из смеси γ- и α-Al2O3 фаз. Нанесение покрытий производят при температурах до 500oС. 8 з.п. ф-лы, 8 ил., 5 табл.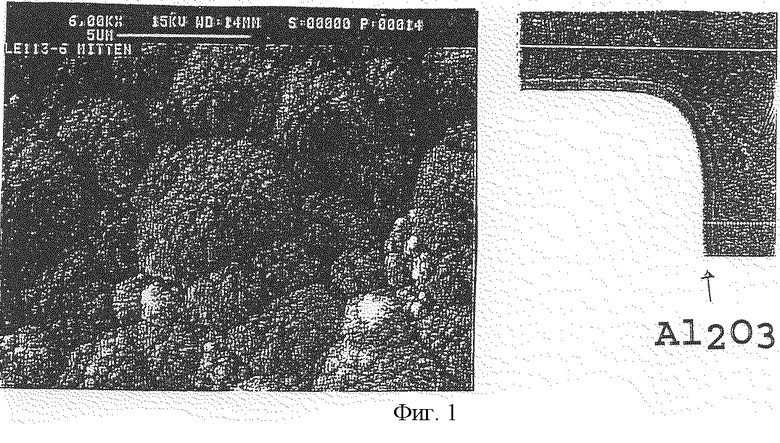
АlСl3 - 0,1-2,0
О2 - 0,1-3,9
Н2 - 25-95
Аr - 5-75
5. Способ по п. 4, отличающийся тем, что используют химические реагенты в следующем соотношении компонентов, об. %:
АlСl3 - 0,2-0,4
О2 - 0,1-2,0
Н2 - 70-80
Аr - 20-30
6. Способ по п. 4 или 5, отличающийся тем, что полное рабочее давление устанавливают в диапазоне 0,05-1 кПа.
| US 5516588, 14.05.1996 | |||
| RU 95117060 A, 20.10.1997 | |||
| РЕЖУЩАЯ ПЛАСТИНА НА ОСНОВЕ СПЕЧЕННОГО ТВЕРДОГО СПЛАВА С ПОКРЫТИЕМ | 1990 |
|
RU2010888C1 |
| DE 19513614, 02.10.1996 | |||
| JP 59229479, 22.12.1984. | |||

