Изобретение относится к литейному производству, а именно к противопригарным смесям для изготовления литейных форм и стержней.
Известна смесь для изготовления литейных форм (А.С. SU 1250379 А1, кл. В 22 С 1/02, опубл. 15.08.86, бюл. 30) следующего состава, мас.%:
Формовочная глина - 5-10
Вода - 3-4
Жидкий продукт деароматизации остатков нефтяных фракций на основе ароматических и нафтеноароматических углеводородов - 0,01-0,1
Огнеупорный материал на основе кремнезема - Остальное
В данном изобретении в качестве противопригарной добавки используется дорогостоящий и дефицитный материал, являющийся сырьем для многих производств, выпускающийся по ТУ 138.3013-83 - жидкий продукт деароматизации остатков нефтяных фракций на основе ароматических и нафтеноароматических углеводородов.
К причинам, препятствующим достижению заданного технического результата при использовании известной смеси для изготовления литейных форм, относится то, что данная смесь используется при изготовлении литейных форм методом "по-сырому", не содержит связующих и поэтому не может обладать высокой прочностью после тепловой сушки.
Наиболее близкой к предлагаемой является противопригарная смесь для литейных форм и стержней (А.С. 458374, кл. В 22 С 1/00, опубл. 30.01.75, бюл. 4) следующего состава, мас.%:
Песок кварцевый - Основа
Глина огнеупорная молотая - 2,0-4,0
Связующее - 4,5-6,5
Дистен-силлиманитовый порошок - 6,0-10,0
В качестве связующего в данной смеси могли использоваться сланцевая смола, сульфитная бражка и др.
Используемый в данной смеси порошкообразный дистен-силлиманит, обладая значительной удельной поверхностью (6000-8000 кВ•см/г), обволакивает зерна кварцевого песка и глины, что позволяет увеличить огнеупорность смеси.
Однако на обволакивание частиц дистен-силлиманитового порошка необходимо много связующего, так как он обладает значительной удельной поверхностью (6000-8000 кВ•см/г), что приводит к уменьшению прочности литейных форм и стержней после тепловой сушки и поломке их при сборке форм. Кроме того, известная смесь не содержит углеродосодержащих компонентов и не может препятствовать созданию в полости литейной формы окислительной атмосферы. При окислении залитой в форму стали на поверхности отливки образуются жидкие оксиды железа, имеющие температуру плавления 1380oС. Они взаимодействуют с диоксидом кремния SiO2, содержащимся в огнеупорной глине (Аl2O3•SiO2•Н2O) и в дистен-силлиманите (Аl2O3•SiO2) с образованием легкоплавкого железистого силиката - фаялита 2FeO•SiO2, имеющего температуру плавления 1205oС. Расплав фаялита припаивает зерна кварцевого песка к поверхности отливок и образует пригар.
Задача изобретения - разработка противопригарной смеси для литейных форм и стержней, содержащей связующее ЛСТ, связующее КО и шлам, образующийся после процессов первичной переработки нефти, обеспечивающей высокую прочность литейных форм и стержней после тепловой сушки и чистую от пригара поверхность стальных отливок.
Техническим результатом, достигаемым при использовании предлагаемой противопригарной смеси для литейных форм и стержней, является повышение прочности литейных форм и стержней после тепловой сушки и устранение пригара на поверхности отливок.
Указанный технический результат при осуществлении изобретения достигается тем, что предлагаемая противопригарная смесь для литейных форм и стержней, включающая кварцевый песок и связующее ЛСТ, дополнительно содержит связующее КО и шлам, образующийся после процессов первичной переработки нефти, при следующем соотношении ингредиентов, мас.%:
Связующее ЛСТ - 4,0-6,0
Связующее КО - 2,0-4,0
Шлам, образующийся после процессов первичной переработки нефти - 1,0-3,0
Кварцевый песок - Остальное
Шлам, образующийся после процессов первичной переработки нефти, имеет следующий состав, мас.%:
Парафиновые углеводороды - 60-65
Вода - Остальное
Отличием заявляемого изобретения является использование шлама, образующегося после процессов первичной переработки нефти, в качестве углеродосодержащей добавки, которая в сочетании со связующим КО служит новым средством для получения технического результата - повышения прочности литейных форм и стержней после тепловой сушки и устранение пригара на поверхности стальных отливок.
В предлагаемом изобретении применяется в качестве углеродосодержащей добавки шлам, образующийся после процессов первичной переработки нефти, имеет следующий состав, мас.%:
Парафиновые углеводороды - 60-65
Вода - Остальное
Этот отход не используется в промышленности, вывозится на свалки и загрязняет окружающую среду.
Установлено, что при оптимальном содержании шлама, образующегося после процессов первичной переработки нефти, в смеси 1,0-3,0%, и связующего КО 2,0-4,0% при заливке металла и прогреве литейной формы или стержня происходит окисление парафиновых углеводородов, входящих в состав шлама, с выделением оксида углерода СО, создающего в литейной форме восстановительную атмосферу и препятствующего окислению заливаемого в форму металла. Неокисленный металл не смачивает кварцевый песок литейной формы или стержня и не проникает между частицами кварцевого песка. Кроме того, в восстановительной атмосфере не могут образовываться оксиды железа и железистый силикат - фаялит 2FeO•SiO2, имеющий температуру плавления 1205oС, припаивающий зерна кварцевого песка к поверхности отливки, образуя пригар.
Благодаря содержанию 2,0-4,0% связующего КО в предлагаемой смеси, обеспечивается высокая (12,0-18,0х105 Па) прочность на разрыв после тепловой сушки, в то время как у прототипа этот показатель равен 6,5х105 Па.
При снижении содержания шлама ниже 1,0% при заливке металлом и прогреве литейной формы или стержня выделяется недостаточное количество оксида углерода СО, которого не хватает для создания в форме восстановительной атмосферы и предотвращения окисления заливаемого в форму металла, в результате чего окисленный металл проникает между частицами кварцевого песка литейной формы или стержня, а оксиды железа, образующиеся на поверхности отливки, вступают во взаимодействие с кварцевым песком с образованием легкоплавкого (имеющего температуру плавления 1205oС) железистого силиката - фаялита 2FeO•SiO2, припаивающего зерна кварцевого песка к поверхности отливки, образуя пригар.
При снижении содержания связующего КО ниже 2,0% происходит снижение прочности на разрыв после тепловой сушки до 10,0х105 Па, что приводит к поломке литейных форм и стержней при сборке форм.
При увеличении содержания шлама выше 3,0% происходит увеличение выделения оксида углерода СО, что приводит к образованию на поверхности отливок такого дефекта, как газовые раковины.
При увеличении содержания связующего КО выше 4,0% происходит снижение прочности на сжатие по сырому до 0,14х105 Па, что приводит к разрушению литейных стержней при извлечении их из стержневых ящиков при изготовлении.
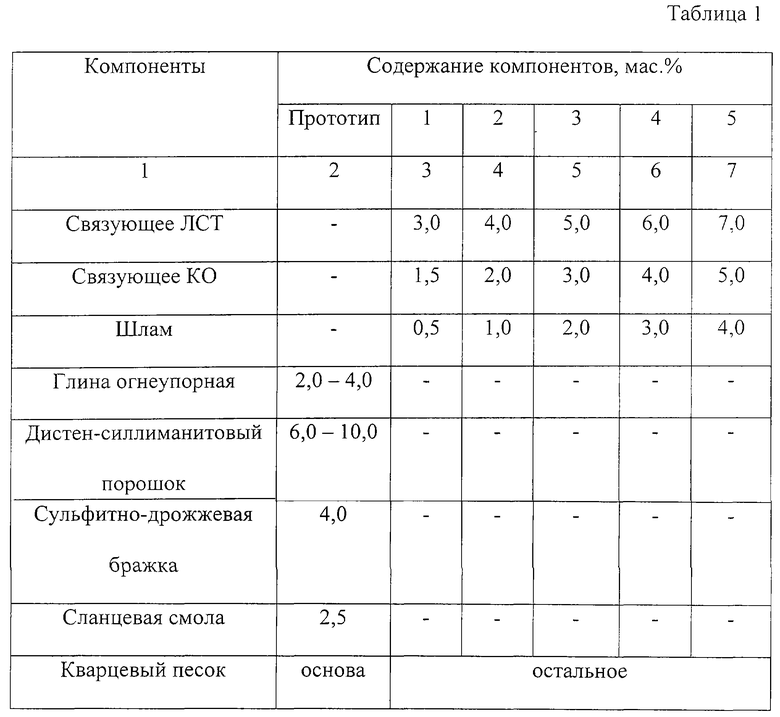
Составы противопригарных смесей для изготовления литейных форм и стержней приведены в табл.1.
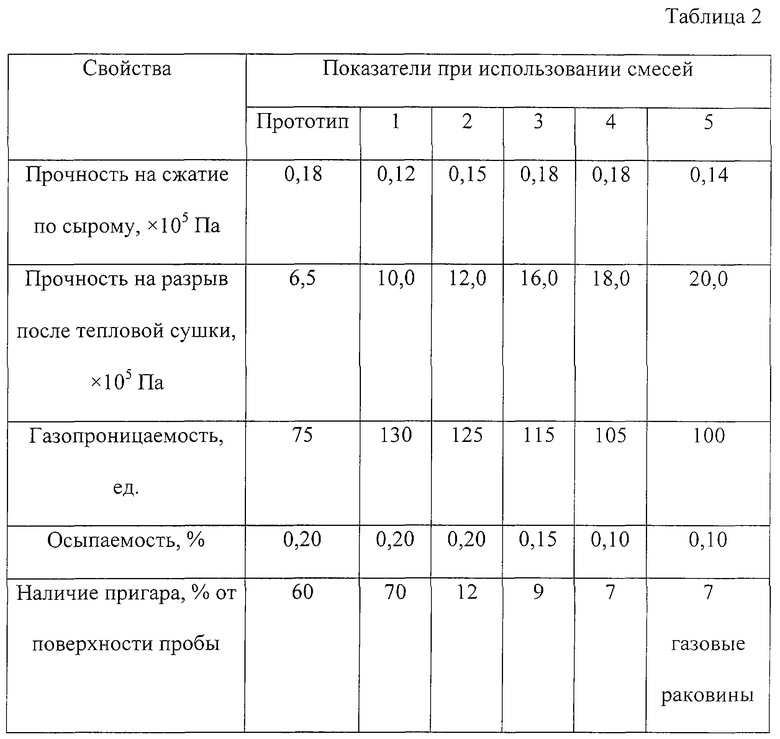
Свойства противопригарных смесей для литейных форм и стержней приведены в табл. 2
Эффективность действия противопригарных смесей для литейных форм и стержней оценивалась на технологических пробах, представляющих собой отливку, выполненную в виде полого цилиндра диаметром 53 мм, с внутренним отверстием диаметром 23 мм. Внутреннее отверстие формируется стержнем, изготовленным из испытуемой смеси.
Противопригарные смеси для литейных форм и стержней готовят следующим образом.
В смеситель загружают кварцевый песок, перемешивают 30 с, затем вводят связующее ЛСТ (ОСТ 13-183-83) и перемешивают 15-20 мин. После этого добавляют связующее КО (ОСТ 38.011.82-80) и шлам, образующийся после процессов первичной переработки нефти, и перемешивают 1-2 мин, после чего смесь готова к использованию.
Пример 1.
Указанным способом приготавливалась смесь, содержащая, мас.%:
Связующее ЛСТ - 3,0
Связующее КО - 1,5
Шлам, образующийся после процессов первичной переработки нефти - 0,5
Кварцевый песок - Остальное
Прочность на сжатие по сырому данной смеси 0,12х105 Па, прочность на разрыв после тепловой сушки 10,0х105 Па, газопроницаемость 130 ед., осыпаемость 0,20%, наличие пригара 70% от поверхности пробы.
Пример 2.
Указанным способом приготавливалась смесь, содержащая, мас.%:
Связующее ЛСТ - 4,0
Связующее КО - 2,0
Шлам, образующийся после процессов первичной переработки нефти - 1,0
Кварцевый песок - Остальное
Прочность на сжатие по сырому данной смеси 0,15х105 Па, прочность на разрыв после тепловой сушки 12,0х105 Па, газопроницаемость 125 ед., осыпаемость 0,20%, наличие пригара 12% от поверхности пробы.
Пример 3.
Указанным способом приготавливалась смесь, содержащая, мас.%:
Связующее ЛСТ - 5,0
Связующее КО - 3,0
Шлам, образующийся после процессов первичной переработки нефти - 2,0
Кварцевый песок - Остальное
Прочность на сжатие по сырому данной смеси 0,18х105 Па, прочность на разрыв после тепловой сушки 16,0х105 Па, газопроницаемость 115 ед., осыпаемость 0,15%, наличие пригара 9% от поверхности пробы.
Пример 4.
Указанным способом приготавливалась смесь, содержащая, мас.%:
Связующее ЛСТ - 6,0
Связующее КО - 4,0
Шлам, образующийся после процессов первичной переработки нефти - 3,0
Кварцевый песок - Остальное
Прочность на сжатие по сырому данной смеси 0,18х105 Па, прочность на разрыв после тепловой сушки 18,0х105 Па, газопроницаемость 105 ед., осыпаемость 0,10%, наличие пригара 7% от поверхности пробы.
Пример 5.
Указанным способом приготавливалась смесь, содержащая, мас.%:
Связующее ЛСТ - 7,0
Связующее КО - 5,0
Шлам, образующийся после процессов первичной переработки нефти - 4,0
Кварцевый песок - Остальное
Прочность на сжатие по сырому данной смеси 0,14х105 Па, прочность на разрыв после тепловой сушки 20,0х105 Па, газопроницаемость 100 ед., осыпаемость 0,10%, наличие пригара 7% от поверхности пробы, но наблюдаются такие дефекты, как газовые раковины.
Использование предлагаемой противопригарной смеси для литейных форм и стержней не вызовет трудностей на производстве, так как смесь обладает оптимальными технологическими свойствами. При использовании предлагаемой смеси обеспечивается наличие пригара на поверхности пробы 7-12%, прочность после тепловой сушки 12,0-18,0х105 Па, в то время как у прототипа наличие пригара на поверхности пробы 60%, а прочность после тепловой сушки 6,5х105 Па. Применение данной противопригарной смеси для литейных форм и стержней позволит снизить трудоемкость очистных операций и получить чистую от пригара поверхность отливок. При этом состав не содержит дефицитных и дорогостоящих компонентов и в нем используется отход производства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРОТИВОПРИГАРНАЯ СМЕСЬ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2002 |
|
RU2207214C1 |
| СОСТАВ ПРОТИВОПРИГАРНОГО ПОКРЫТИЯ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2000 |
|
RU2170155C1 |
| СОСТАВ СМЕСИ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2001 |
|
RU2202438C1 |
| ПРОТИВОПРИГАРНОЕ ПОКРЫТИЕ ДЛЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1999 |
|
RU2151019C1 |
| Способ изготовления литейных стержней и форм | 2021 |
|
RU2763701C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 1992 |
|
RU2033880C1 |
| СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И СТЕРЖНЕЙ | 2012 |
|
RU2495731C1 |
| Облицовочная смесь для изготовления литейных форм | 1983 |
|
SU1122393A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ СТАЛЬНОГО ЛИТЬЯ | 1991 |
|
RU2051002C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ СТЕРЖНЕЙ ИЛИ ФОРМ ИЗ ЖИДКОСТЕКОЛЬНЫХ СМЕСЕЙ | 1994 |
|
RU2082539C1 |
Изобретение относится к литейному производству и может быть использовано при изготовлении литейных форм и стержней. Противопригарная смесь содержит, мас.%: связующее ЛСТ 4,0-6,0, связующее КО 2,0-4,0, шлам, образующийся после процессов первичной переработки нефти 1,0-3,0, кварцевый песок остальное. При заливке металла в литейную форму происходит окисление парафиновых углеводородов, содержащихся в шламе. При этом выделяется оксид углерода, создающий в литейной форме восстановительную атмосферу и препятствующий окислению заливаемого в форму металла. Таким образом, предотвращается появление пригара на поверхности отливок. 1 з.п.ф-лы, 2 табл.
Связующее ЛСТ - 4,0-6,0
Связующее КО - 2,0-4,0
Шлам, образующийся после процессов первичной переработки нефти - 1,0-3,0
Кварцевый песок - Остальное
2. Противопригарная смесь для литейных форм и стержней по п.1, отличающаяся тем, что шлам, образующийся после процессов первичной переработки нефти имеет следующий состав, мас.%:
Парафиновые углеводороды - 60-65
Вода - Остальноез
| Противопригарная смесь для литейных форм и стержней | 1972 |
|
SU458374A1 |
| Смесь для изготовления литейных стержней,отверждаемых тепловой сушкой | 1987 |
|
SU1414494A1 |
| Смесь для изготовления литейных форм | 1978 |
|
SU764825A1 |
| ФОРМОВОЧНАЯ СМЕСЬ ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1992 |
|
RU2032487C1 |

