Изобретение относится к очистке изделий сочетанием различных способов и может быть использовано, например, в нефтегазодобывающей промышленности при очистке насосных штанг и насосно-компрессорных труб от асфальтосмолопарафинистых отложений (АСПО).
Известен способ очистки насосно-компрессорных труб от АСПО, согласно которому осуществляют нагрев трубы по всей длине и периметру путем подачи на ее наружную поверхность перегретого водяного пара (патент РФ 2123393, МПК В 08 В 9/00).
Недостатками способа являются низкая производительность и большая энергоемкость процесса, неэффективность очистки изделий от смол и асфальтенов.
Известен также способ очистки труб от АСПО, в соответствии с которым осуществляют нагрев труб, уложенных в пучок, путем подачи сформированного в виде импульсов нагретого воздушного потока со стороны одного из торцов пучка труб (патент РФ 2169627, МПК В 08 В 9/02).
Данный способ предусматривает использование для создания нагретого воздушного потока газотурбинных двигателей, что обуславливает высокий расход топлива и экологически вредное воздействие на окружающую среду при осуществлении указанного процесса.
Наиболее близким к предлагаемому способу по совокупности существенных признаков является способ очистки металлических изделий от неметаллических загрязнений, заключающийся в том, что поверхность изделия нагревают с помощью токов, индуцируемых в поверхности изделия электромагнитным полем индуктора, до температуры, при которой загрязнение отделяется от изделия, с последующей механической очисткой поверхности изделия (авт. св. СССР 1388117, МПК В 08 В 7/00).
Однако при использовании данного способа для очистки длинномерных изделий производительность процесса недостаточна, неудовлетворительно качество очистки в случае загрязнения изделий АСПО, а кроме того, быстрый индукционный нагрев оказывает неблагоприятные термодинамические воздействия на поверхностный слой металла изделия, приводящие к потере заданных механических свойств.
Задачей настоящего изобретения является создание надежного способа очистки металлических длинномерных изделий, в частности штанг и труб нефтяного сортамента, обеспечивающего высокую производительность и требуемое качество очистки при оптимальном нагреве изделия, не ухудшающем механических свойств металла изделия.
Поставленная задача решается за счет того, что в способе очистки металлических длинномерных изделий от неметаллических загрязнений, включающем нагрев поверхности изделия с помощью токов, индуцируемых в ней электромагнитным полем индуктора, до температуры, при которой загрязнение отделяется от изделия, и последующую механическую очистку поверхности изделия, в отличие от прототипа нагрев и механическую очистку осуществляют при непрерывном поступательном перемещении изделия с постоянной скоростью. При этом мощность источника питания индуктора выбирают из условия
где Р - мощность источника питания индуктора;
η - кпд индуктора;
V - скорость перемещения очищаемого изделия;
L - периметр сечения изделия;
δ - глубина проникновения электромагнитного поля в металл изделия;
с - удельная теплоемкость металла изделия;
ρ - удельная плотность металла изделия;
Тфп - температура начала фазовых превращений металла изделия;
T0 - начальная температура изделия.
Кроме того, при очистке изделий, изготовленных из углеродистой стали, поверхность изделия может быть нагрета до температуры низкого отпуска металла изделия.
Технический результат, достигаемый при осуществлении данного изобретения, заключается в следующем. Загрязнения на поверхности изделия удерживаются за счет адгезионной способности продуктов загрязнения и шероховатости самой поверхности. Уменьшение адгезии может быть достигнуто переводом контактирующего с поверхностью изделия слоя загрязнения в жидкое состояние путем его нагрева, как минимум, до температуры плавления. Наиболее технологичным способом нагрева этого слоя загрязнения является контактный с помощью теплопередачи от поверхности очищаемого изделия, разогреваемой индуцируемыми в ней вихревыми токами. Как известно, в результате термического воздействия состояние металла (сплава) в той или иной степени отклоняется от состояния фазового равновесия или приближается к нему. Причем чем выше температура, тем быстрее протекает этот процесс и, как следствие, изменяются такие свойства металла, как твердость, прочность, вязкость и т.п. В зависимости от температуры нагрева и предшествующей термомеханической обработки металла изделия протекающие фазовые и структурные превращения могут привести как к улучшению, так и к ухудшению свойств металла. Например, для изделий из хромоникелевой стали нагрев до 200oС приводит к повышению ударной вязкости и снижению ее значения при нагреве до 300-400oС с проявлением эффекта так называемой необратимой отпускной хрупкости, которая может быть устранена лишь нагревом до более высоких температур порядка 600oС. Таким образом, при различных технологических операциях, использующих нагрев металлических изделий, существует верхний предел температуры, выше которого процесс фазовых и структурных превращений приводит к потере металлом (сплавом) заданных механических свойств. Отсюда вытекает необходимость ограничения температуры нагрева поверхности металлического изделия перед ее механической очисткой от загрязнений. Кинетика индукционного нагрева зависит от электрической мощности, подведенной к индуктору, скорости перемещения изделия в процессе обработки, электрических и магнитных свойств металла изделия, его теплоемкости и плотности. При этом тепловая энергия, получаемая поверхностным слоем изделия, не должна превышать значения тепловой энергии, необходимой для достижения температуры начала фазовых превращений в поверхностном слое изделия. Отсюда вытекают условия, определяющие связь между свойствами металла очищаемого изделия, размерами изделия и параметрами очистки, отраженные в формуле (1). Указанные условия позволяют обеспечить температуру поверхности изделия в зоне нагрева не выше температуры допустимых фазовых превращений металла изделия, а в зоне механической очистки - не ниже температуры плавления продуктов загрязнения. Таким образом исключаются нежелательные структурные изменения металла изделия и обеспечивается необходимое качество очистки. При этом, если при очистке изделий из углеродистой стали мощность источника питания индуктора выбирать с учетом обеспечения температуры поверхности изделия в зоне нагрева, равной температуре низкого отпуска металла изделия, то появляется возможность не только исключить неблагоприятные последствия нагрева, но и существенно улучшить свойства металла изделия.
Предлагаемый способ может быть реализован, в общем случае, с помощью устройства, представленного на чертеже.
Указанное устройство содержит индуктор 1, подключенный к управляемому источнику 2 питания переменным электрическим током, узел 3 механической очистки изделия 4 с приводом 5 и блок 6 управления, выходы которого соединены с источником 2 и приводом 5.
Способ осуществляется следующим образом (на примере очистки насосных штанг ШН25 от АСПО). Штанги ШН25 изготавливаются из стали 40, имеющей следующие характеристики (средние значения): удельная теплоемкость с= 495 Дж/кг•град; удельная плотность ρ=780 кг/м3; глубина проникновения электромагнитного поля δ=0,5•10-3 м; температура первого фазового превращения (распад мартенсита) Тфп=473 К (200oС), в данном случае эта температура соответствует температуре низкого отпуска стали 40. Диаметр указанных штанг равен 25 мм, следовательно, периметр сечения L=0,08 м. В соответствии с заданной производительностью штанга должна перемещаться с постоянной скоростью V=0,1 м/с. Начальная температура изделия Т0=293 K (20oC). Температура плавления АСПО составляет 353-373 К (80-100oС). Рабочая частота используемого индуктора составляла 2 кГц, а его коэффициент полезного действия η=0,5. Таким образом, согласно формуле (1), мощность Р источника питания индуктора с учетом вышеуказанных значений не должна превышать 5,6 кВт. В процессе очистки изделие 4 движется относительно индуктора 1 с постоянной скоростью. При подаче с блока 2 тока высокой частоты в индуктор 1 в последнем возникает электромагнитное поле, которое индуцирует вихревые токи в поверхностном слое металла изделия (штанги). Вихревые токи разогревают поверхностный слой и за счет теплопередачи - контактирующий с ним слой загрязнения. Далее, разогретый участок штанги перемещается в узел 3 механической очистки с регулируемым приводом 5, обеспечивающим заданную скорость очистки. При этом с помощью блока 6 управления мощность блока 2 устанавливается согласно проведенным расчетам не более 5,6 кВт. Таким образом обеспечивается нагрев металла очищаемой насосной штанги не более температуры первого фазового превращения, но выше температуры плавления продуктов АСПО.
Металлографические исследования очищенной штанги показали, что в результате проведенного технологического процесса улучшилась структура стали обработанного изделия, в частности, уменьшились размеры зерен и увеличилась их однородность, что, как известно, обуславливает улучшение прочностных и пластических характеристик металла изделия.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННЫХ ТРУБ ИЗ ТЕРМОПЛАСТОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2011531C1 |
| СПОСОБ ЭМАЛИРОВАНИЯ ВНУТРЕННЕЙ ПОВЕРХНОСТИ СТАЛЬНЫХ ТРУБ | 1992 |
|
RU2034930C1 |
| КОЛЬЦЕВОЙ ФРЕЗЕР | 1994 |
|
RU2086750C1 |
| СПОСОБ ВОССТАНОВЛЕНИЯ НАСОСНО-КОМПРЕССОРНЫХ ТРУБ С ИЗНОШЕННЫМИ РЕЗЬБОВЫМИ СОЕДИНЕНИЯМИ | 1990 |
|
RU2021090C1 |
| Способ обработки металлов и сплавов | 1990 |
|
SU1788077A1 |
| УСТРОЙСТВО ДЛЯ КОНТРОЛЯ НАТЯГА КОНИЧЕСКОЙ РЕЗЬБЫ ТРУБ | 1992 |
|
RU2029222C1 |
| СПОСОБ СВАРКИ ТРУБ С ВНУТРЕННИМ ЭМАЛЕВЫМ ПОКРЫТИЕМ | 1991 |
|
RU2009822C1 |
| ПОТОЧНАЯ ЛИНИЯ НАНЕСЕНИЯ ПОКРЫТИЯ НА ВНУТРЕННЮЮ ПОВЕРХНОСТЬ ТРУБ | 1988 |
|
RU2017546C1 |
| СОЕДИНЕНИЕ ТРУБ | 1993 |
|
RU2057891C1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ АНТИКОРРОЗИОННЫМ ПОКРЫТИЕМ | 1996 |
|
RU2103594C1 |
Изобретение относится к очистке изделий сочетанием различных способов и может быть использовано, например, в нефтегазодобывающей промышленности при очистке насосных штанг и насосно-компрессорных труб от асфальтосмолопарафинистых отложений. Способ состоит в том, что поверхность изделия нагревают с помощью токов, индуцируемых в поверхности изделия электромагнитным полем индуктора, до температуры, при которой загрязнение отделяется от изделия, а затем осуществляют механическую очистку поверхности изделия. При этом нагрев и механическую очистку производят при непрерывном поступательном перемещении изделия с постоянной скоростью, а мощность источника питания индуктора выбирают из условия
где Р - мощность источника питания индуктора; η - кпд индуктора; V - скорость перемещения очищаемого изделия; L - периметр сечения изделия; δ - глубина проникновения электромагнитного поля в металл изделия; с - удельная теплоемкость металла изделия; ρ - удельная плотность металла; Тфп - температура начала фазовых превращений металла изделия; То - начальная температура изделия. Способ обеспечивает высокую производительность и требуемое качество очистки металлических длинномерных изделий при их оптимальном нагреве, исключающем нежелательные структурные изменения металла изделия. 1 з.п.ф-лы, 1 ил.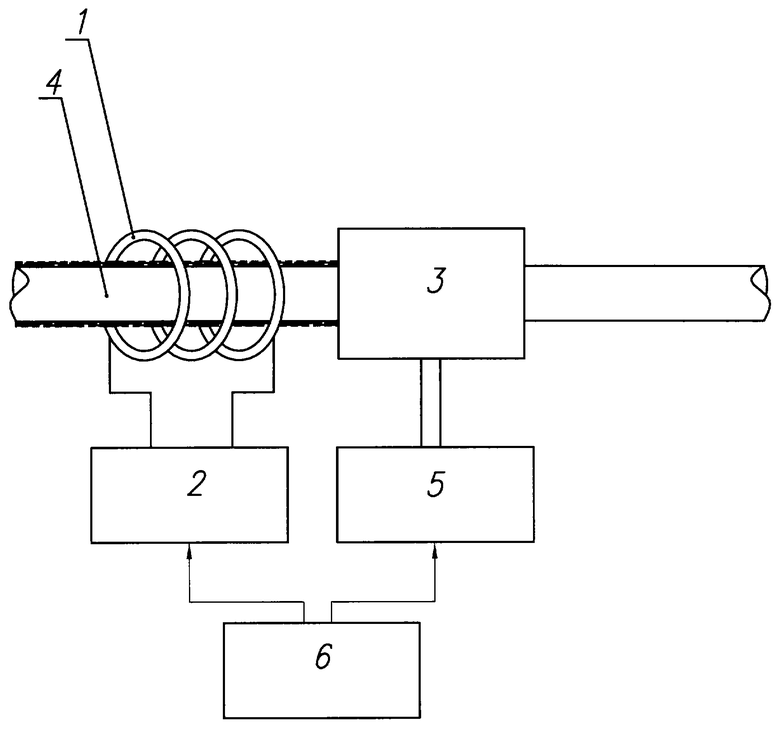
где Р - мощность источника питания индуктора;
η - кпд индуктора;
V - скорость перемещения очищаемого изделия;
L - периметр сечения изделия;
δ - глубина проникновения электромагнитного поля в металл изделия;
с - удельная теплоемкость металла изделия;
ρ - удельная плотность металла изделия;
Тфп - температура начала фазовых превращений металла изделия;
Т0 - начальная температура изделия.
| Способ очистки металлических изделий от неметаллических загрязнений | 1985 |
|
SU1388117A1 |
| Способ очистки проката | 1988 |
|
SU1715452A1 |
| Устройство для укладки гибких магистралей выемочных машин | 1973 |
|
SU489862A1 |
| US 4057438 А, 08.11.1977. | |||

